Overview
Reducing energy costs and pollution emissions involves many areas within an industrial facility. My studies have found seven (7) key (or common) areas where low cost practical projects can be implemented. Combined, these projects provide savings exceeding 10% of the annual energy spend with an average payback of less than one year.
Seven Key Sustainability Projects |
|
|---|---|
| 1. Metering | 5. Lighting |
| 2. Demand Control | 6. Heat Recovery |
| 3. HVAC Optimization | 7. Project Implementation |
| 4. Compressed Air | |
This article will focus on the opportunities for reducing energy costs with Compressed Air Systems. When presenting an Energy Workshop a question I always ask the participants is this: “How many of you already know that compressed air is one of the most expensive energy forms to waste?” Everyone acknowledges Yes”. I then ask the question: “If we all know it is an expensive form of energy to waste, then why have the previous participants identified more than \$9 million of savings with low cost projects?.” The root cause is primarily due to a lack of measurement. Remember the saying, “You cannot control what you cannot measure.” Many facilities use a rough form of measurement. They count the number of compressors that are needed to meet the demand. 1, 2, 3, etc. Having to turn on an extra compressor indicates either air leaks or is excused as due to an increase in production.
This article will briefly review some simple means of measurement, identifying and quantifying the cost of operating a partially loaded compressor, and list remedies.
Compressed Air Project Objectives
We can describe our Compressed Air Optimization project as an effort to reduce operating costs of the compressed air system by benchmarking the energy usage, implementing projects and procedures to reduce load, with a goal to shut off a partially loaded compressor. The symptoms to help identify the opportunities for this project include:
- The facility operates with more than one air compressor and one is partially loaded.
- Compressed air is used to stir, agitate, cool, dry, or position parts or equipment.
- The compressed air system pressure is higher than required for the majority of equipment.
- Supply valves are left open on equipment when it is not producing parts.
- Site surveys identified multiple air leaks.
- The electric load of the compressed air system does not follow changes in plant production.
Step #1: Measure energy costs of air compressors
A very useful low cost tool to begin analysis is the same that was described in the past article for demand control. Using simple data loggers and current transformers is an effective way to measure the energy use and patterns of use for the compressed air system. Install a data logger and current transformer on each operating air compressor. Set the data loggers to read every 30 seconds and collect readings for at least 7 days. The measured data can then be graphed.
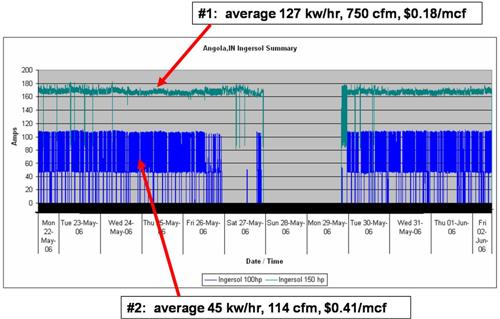
Analysis of this data can give use some key data. In my example one of the compressors is operating at full capacity and the other is operating partially loaded. From the measured data we can estimate the cost to run both of these compressors.
The partially loaded compressor is more expensive per unit of air produced. Consider that the partially loaded compressor is producing an average output of 114 scfm and yet costs \$17,690 per year to operate. This gives us a great potential project. If we can shut down the partially loaded compressor we can save \$17,690 per year.
 |
||
| Graph showing a partial loaded compressor and a fully loaded compressor |
 |
||
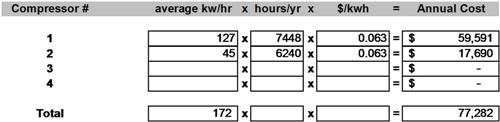
| Annual cost of a partial loaded compressor |
Step #2: Manage Compressed Air Demand Events
We need to go out into the factory and identify sufficient projects to reduce the compressed air load sufficient to allow shutting off this compressor. (Did you know that 114 scfm is equal to approximately 4 x 1/8 inch air leaks.) If we work from the basis that projects with a payback of less than one year are acceptable we could spend up to \$17,000 to reduce this load. The good news is that we usually don’t have to spend even that much money.
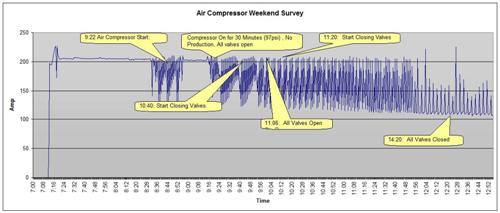
One way to reduce some of the load is to insure that the supply valves to machines or work areas are shut when products are not being produced. The following graph shows the results of a project were the data loggers were installed on the compressor and the valves that workers normally left open were closed in series. As you can see from the graph, as the valves were closed the load on the compressor continued to decrease. In this plant, procedures were implemented and auto shut off valves installed on some machines. The results were that the plant was able to run with one less compressor.
 |
||
| Closing valves on machines without production reduces load |
Reducing system pressure is another piece of the puzzle. Often plants run at a pressure higher than is required for the majority of the equipment. The reason may be a certain set of equipment requires a higher pressure or distribution lines restrict flow to sections further away from the compressors. Identifying the specific areas and using an air amplifier to increase the pressure or installing extra air receiver tanks to overcome pressure drops are typical solutions.
 |
||
| Air Receiver Tank Upgrade |
Often an extra compressor is left running (the partially loaded compressor) to be ready for short period demands caused by cleaning, special processes, etc. Since it is not known just when this extra demand will arise the extra compressor is left on. Air receiver tanks coupled with flow controller valves can often eliminate the need for the extra compressor.
 |
||
| Flow Controller example |
Step #3: Identify Inappropriate Uses of Compressed Air
Surveying the factory to identify areas where compressed air is being used to agitate, mix, cool, or dry provides another potential area to reduce the load. Air powered motors used for mixing can often be replaced by electric motors using more than four (4) times less energy.
When compressed air is being used to dry, cool, or position material there are solutions to use less energy. Air knives can be changed to a design that uses lower pressure high volume blowers instead of using the compressed air. I recently reviewed a project where the plant was using compressed air to dry parts after a water bath. Changing the existing air knives to a blower system resulted in shutting down a 150 hp partially loaded air compressor and replacing it with a 25 hp blower. The project saved \$30,000 per year with a 7 month payback.
.jpg) |
||
| Electric motors can replace air motors for stirring |
We cannot forget air leaks. Though they are a continuous problem, air leaks contribute to the need for operating a partially loaded compressor. An on-going program of identifying and repairing leaks is necessary. An air leak tagging program which encourages everyone to find air leaks and tag them for repair can be quite effective. Utilizing a monthly drawing from the entered tags and giving prizes has shown to be an effective method to keep people involved.
.jpg) |
||
| Before and After Compressor Energy usage. |
Conclusion:
Running a partially loaded compressor is expensive. Often the partially-loaded compressor can be shut down by implementing multiple low cost projects to reduce air usage in the plant. Closing valves on machines not operating, lowering pressure to that required by the majority of equipment, using blowers to replace compressed air knives, and repairing air leaks are all pieces of the project with the final goal to reduce costs.
Thomas Mort is a Senior Auditor with Thomas Mort Consulting.
To read the next six Sustainability Projects from this series please make your selection below:



