Fixed speed, lubricated, rotary screw air compressors offer three different part-load control methods: inlet modulation, load/no load and variable displacement. Over the years, load/no load has become the predominant control method offered by fixed-speed air compressor manufacturers.
Load/no load control uses an airend inlet valve to regulate flow and match part load demands. The inlet valve reacts to a pressure band with two reaction points: a load pressure and an unload pressure. When loaded, the air compressor delivers full flow and over-supplies the system causing system pressure to rise. Once the unload pressure setting is reached, the inlet valve closes, and the air compressor delivers zero flow, under-supplying the system and causing pressure to drop. The air compressor control operates in this range. The percentage of time loaded is called the duty cycle.
During the unloaded cycle, despite the zero-flow condition, the airend still pushes against internal pressure, which requires power. When the air compressor unloads, internal pressure is relieved through a blowdown valve, which relieves pressure slowly to avoid foaming in the sump (think of a shaken bottle of soda). As pressure is relieved, the power required is reduced.

The testing area used by Zorn Compressor & Equipment.
Operating efficiency improves when the air compressor runs loaded longer, as this is the optimum design point, and is unloaded longer while internal pressure reduces. The lower internal pressure drops, the less energy is required. The best way to achieve this is by increasing the volume of the compressed air system with storage tanks. The total amount of storage in a compressed air system is expressed as a ratio of gallons of storage to the full load capacity of the part-loaded air compressor. For example, a 240-gallon tank applied to a 50-horsepower (hp), 240 cfm air compressor yields a 1:1 storage ratio. The greater the storage ratio, the longer it takes to fill and empty the system, resulting in lower energy consumption.
Figure 1 depicts the Industry-accepted graph showing the relationship between part load capacity and power consumption, factoring in various storage-to-capacity ratios.

Figure 1 (courtesy of Compressed Air Challenge).
Load/No Load Test Procedures
Zorn Compressor & Equipment’s Technical Solutions Group charted the effect of different storage ratios on load/no load-controlled air compressors to determine the optimal storage-to-capacity ratio. While we understand the concept and have encountered different loading profiles when conducting customer studies, we wanted to see the effect storage capacity had in a controlled environment. We hoped to create a study we could use for internal training and customer education.
We selected a 30-hp base-mounted air compressor from the company’s rental fleet. The air compressor was rated 122 cfm at 125 psig and 25.7 kW. We decided to test the unit at three storage ratios. A data logger took readings every eight seconds, monitoring amps with a current transformer (CT) and pressure with a transducer. We set the unit to operate between 100 and 117 psig. We simulated 50% demand with a ball valve, exhausting compressed air to atmosphere.
Scenario 1: 80 Gallons of Storage
In our first test, we connected the air compressor to an 80-gallon tank. The idea was to simulate a scenario we see often in the field where a new rotary air compressor is paired with the tank previously used with a smaller air compressor. This scenario yielded a storage ratio of .65 gallons per full load cfm (80 gallons/122 cfm).
Figure 2 shows the resulting data logging graph with six minutes of data. During the recording, the machine loaded and unloaded 21 times, the unloaded amp draw only reached 22 amps and calculated average power consumption was 21.6 kW. The air compressor did not stay unloaded long enough to reach full sump blowdown and the associated power reduction.

Figure 2, testing with an 80-gallon tank. Click to enlarge.
Scenario 2: 400 Gallons of Storage
Next, the 80-gallon tank was removed and replaced with a 400-gallon tank. This yielded a storage ratio of 3.3 gallons per full load cfm (400 gallons/122 cfm).
Figure 3 shows the data logging graph with six minutes of data. During the six-minute time frame, the air compressor loaded and unloaded only four times, the unloaded amp draw reached 16 amps and calculated average power consumption was 19.3 kW. The additional storage had a positive impact on the air compressor’s operation, including an 11% reduction in calculated power.

Figure 3, testing with a 400-gallon tank. Click to enlarge.
Scenario 3: 800 Gallons of Storage
For the final test, we added an additional 400-gallon tank for a total of 800 gallons. This yielded a storage ratio of 6.6 gallons per full load cfm (800 gallons/122 cfm).
Figure 4 shows the data logging graph with six minutes of data. Doubling the storage capacity resulted in a 50% reduction in duty cycle as the air compressor loaded and unloaded only twice. Additionally, the unloaded amp draw reached as low as 15 amps and calculated average power consumption was 18 kW. That offered an additional 7% power reduction for an overall 17% reduction from the first scenario.
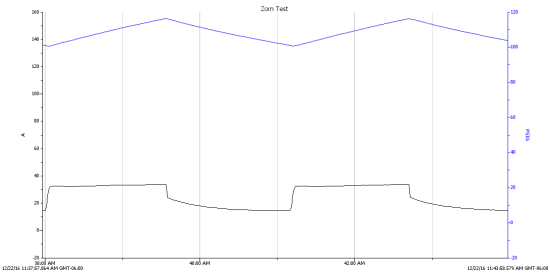
Figure 4, testing with two 400-gallon tanks. Click to enlarge.
Our exercise wasn’t intended to prove or disprove the values from the graph; thus, we didn’t use kW meters or orifice plates. The takeaway was proving the value of storage capacity for load/no load controlled lubricated air compressors.
The Opportunity for Substantial Energy Savings
The power savings of a single 15- or 30-hp air compressor might seem trivial compared to work being done in large compressed air systems at major corporations. However, if we take time to examine the size of the small lubricated rotary air compressor market, the savings potential is impressive.
Some researchers examining small manufacturing have estimated there are roughly 250,000 manufacturers with employees in the U.S., and approximately 75% of them have fewer than 20 employees.
A significant percent of small manufacturing plants operate 15 to 30-hp lubricated rotary screw air compressors, and it’s generally accepted as an important market segment accounting for thousands of rotary air compressor annual unit sales. For this important installed base, if we imagine half of small manufacturers operate on average a 20-hp fixed speed, load/no load air compressor for a conservative average of 1,200 annual operating hours, that’s a tremendous use of energy.
Now, imagine additional storage reducing that energy use by 5% or 10%. The power reductions and savings are impactful both for the individual company and the industry as a whole.
An Action Plan for Manufacturing Plants, Compressed Air Providers and Energy Providers
As an industry, we need to emphasize the value of storage for load/no load lubricated rotary air compressors. Some energy providers offer incentives for adding additional storage to existing load/no load air compressor installations.
Manufacturing Plants: Make room for an extra storage tank and consider it an investment, not an expenditure.
Compressed Air Providers: Have the courage and knowledge to propose an extra storage tank, presenting it as an investment rather than an expenditure. Manufacturing plants often tell us an air compressor vendor said their unit doesn’t need an extra storage tank. Unless the provider can communicate the benefits of additional storage, it may not even be offered in a competitive situation. Perhaps the data in this article can help.
Energy Providers: Consider offering financial incentives to manufacturing plants increasing storage capacity on existing fixed speed, load/no load air compressor installations.
This is an opportunity for the compressed air industry to assist a vital segment of the U.S. industrial base, the small to mid-size manufacturer. Additional storage for new fixed-speed applications or existing installations can have a beneficial impact on their business.

About Frank Melch
Frank Melch is a compressed air industry veteran, having started in the industry in 1981. He worked for a variety of distributors and manufacturers over the years before joining Zorn Compressor & Equipment in 1999. After spending 14 years as Vice President of Sales & Marketing, he retired from the position and is currently in a transitional role as a Senior Sales Manager. Frank is a 1981 graduate of Lake Forest College (Illinois) with a BA in Economics. In addition, Frank is a Department of Energy (DOE) Compressed Air Systems AIRMaster+ Qualified Specialist.
About Zorn Compressor & Equipment
Zorn Compressor & Equipment is a family-owned company based in Pewaukee, WI, with multiple branches in Wisconsin and Illinois. With over 55 years of experience in the industry, Zorn distributes a wide variety of compressed air equipment, parts and services. It provides maintenance and repair, emergency service and rentals, installation and plant piping and air, energy and system audits. For more information, visit https://www.zornair.com.
For similar articles on Air Compressor Controls, please visit https://www.airbestpractices.com/system-assessments/compressor-controls.
Visit our Webinar Archives to listen to expert presentations on Air Compressor Controls at https://www.airbestpractices.com/webinars.



