Baseline measurements include flow, power, pressure, production output, and other relevant variables impacting compressed air use. These data evaluate trending averages to develop Key Performance Indicator (KPI) and Energy Performance Indicator (EnPI) parameters and establish base‑year performance. The focus of this article is the application, evaluation, and analysis of baseline measurements to provide information necessary to improve Compressed Air Supply Efficiency.
According to the Compressed Air Challenge® Fundamentals of Compressed Air Systems Training, baselining involves taking measurements that determine the effectiveness of your compressed air system in meeting loads efficiently.
According to ASME EA-4–2010 § 1.3.2., the system energy efficiency for a given level of production output for compressed air system assessment requires two important measures:
- The total amount of primary energy resource used to generate the total amount of compressed air consumed.
- The total amount of compressed air consumed for a given level of production output.
Baselining a compressed air system involves measurement to establish how a compressed air system is presently operating. Base‑year performance is established before implementing changes to improve performance and energy efficiency. Post implementation baselining, commonly referred to as Evaluation, Measurement, and Verification (EM&V), evaluates the effectiveness of these changes.
Three Opportunities for Energy Reduction
Optimization of energy consumption and system performance includes three fundamental opportunities:
- Improve compressed air supply efficiency.
- Eliminate irrecoverable pressure loss and reduce air compressor discharge pressure.
- Reduce compressed air consumption through the elimination of waste.
For each of the three areas of opportunity, appropriate EnPI’s or KPI’s can be used to quantify operating parameters and identify savings opportunities.
Supply/Demand Balance Performance Indicators
The performance indicators below are common measures of performance related to compressed air supply efficiency.
- Improve supply side generation efficiency with improved control strategy & supply/demand balance.
- KPI Q(fl) = scfm – Airflow at full load capacity of all running air compressors.
- KPI Q(avg) = scfm – Average airflow rate delivered to the system.
- KPI Q(peak) = scfm – Peak airflow rate delivered to the system.
- EnPI SP = kW/100 scfm – Specific Power.
- EnPI CASE = scf/kWh – CASE Index Compressed Air Supply Efficiency.
Evaluating KPI’s for the following operating conditions indicate a potential opportunity for improving the supply/ demand balance to achieve energy savings:
- Full load capacity of running air compressors Q(fl) is greater than average air demand Q(avg).
- Full load capacity of running air compressors Q(fl) is greater than peak air demand Q(peak).
- Full load capacity of running air compressors Q(fl) is so great that multiple air compressors are operating at part load capacity, such that one or more air compressors can be shut-off while the unit that remains running can supply system air demand Q(sys) while still operating as less than full load capacity Q(fl).
Data Mining Hourly Average Operating Profile
Data mining and review of performance indicators can provide insight and a starting point to investigate opportunities for improved control strategy. Baseline data measurement of flow, power, and pressure should be measured at frequent data intervals.
To allow for dynamic analysis of system events and air compressor control response intervals of 1 to 10 seconds are normally used. The KPI’s and EnPI’s are calculated as averages of baseline measurements. For example, performance data shown in Figure 1 represents hourly average performance of baseline data measured using a 100 millisecond sample rate and six-second data interval.
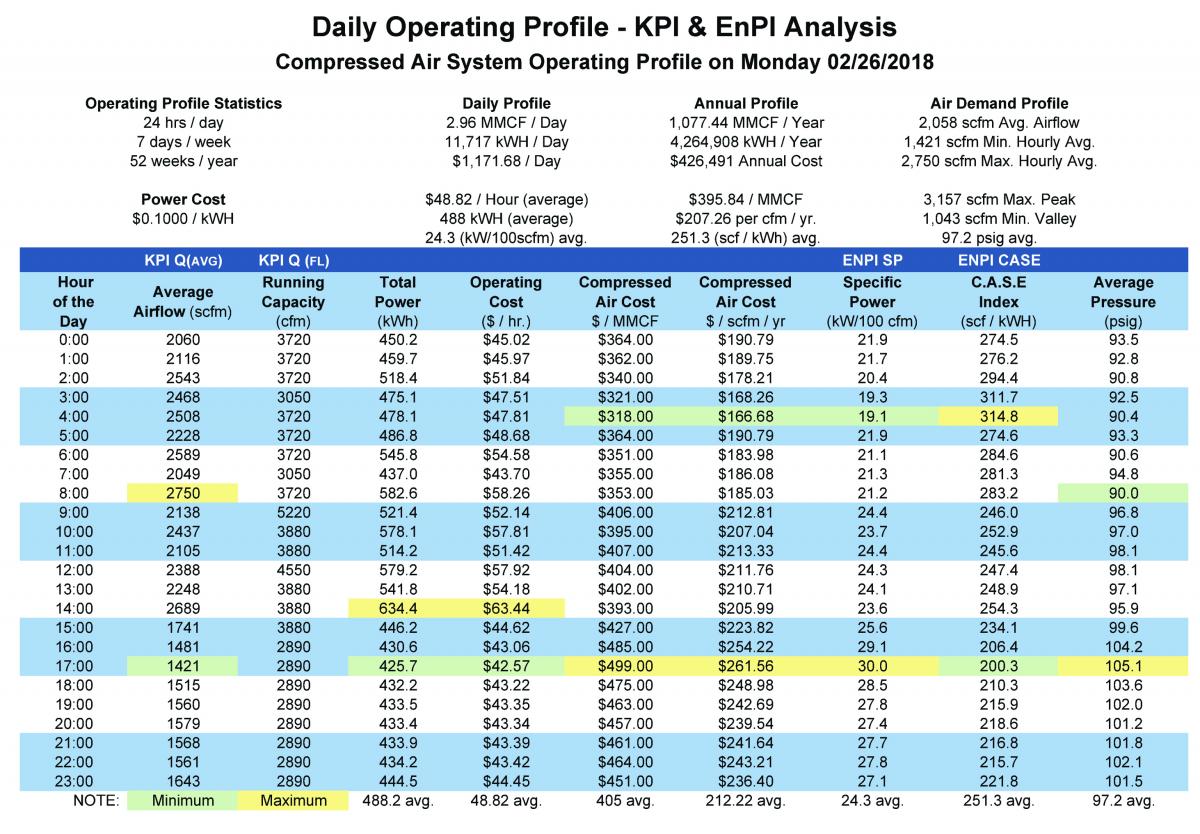
Figure 1: Daily operating profile – KPI and EnPI analysis. Click here to enlarge.
Important insight to performance is gained by observing that the system’s compressed air supply efficiency is at 4:00 am, Specific Power EnPI SP = 19.1 kW/100 scfm and EnPI CASE is 314.8 scf/kWh. By comparison, at 5:00 pm EnPI SP is 30.0 kW/100 scfm and EnPI CASE is 200.3 scf/kWh. That is a 36% drop in the system supply efficiency between 4:00 am and 5:00 pm. What is different? Investigation shows the average air compressor discharge pressure has increased by 14.7 psi. Comparing KPI’s Q(fl) and Q(avg) shows the supply/demand balance [Q(fl) minus Q(avg)] is slightly greater when efficiency is lower. There is only 257 scfm difference; 1,212 scfm of extra capacity operating at 4:00 am and 1,469 scfm at 5:00 pm.
Further investigation of the dynamic performance would show that during the more efficient time there are four air compressors running. Three of the four units are delivering close to 100% capacity. The fourth air compressor is operating between 65 and 85 percent of full capacity. During the less efficient time three air compressors are operating. One air compressor is continuously operating unloaded and consuming 46 kW of power while delivering no compressed air to the system. This air compressor should be stopped.
Data Mining Daily Operating Profiles to Improve Annual Results
Many compressed air system assessments present the baseline period of data as an annualized average without regard to the resulting profile differences between “typical operating periods.” In addition, analysis of energy efficiency measures is often applied as an average improvement of the average annual operation without regard to normal performance variations.
It is essential that performance analysis be sufficiently granular so as to properly model actual system operation. The variations in performance and the results of Energy Efficiency Measures (EEMs) are not proportional. For example, in the data above the average Total Power is 488.2 kWh and average Specific Power is 24.3 kW/100 cfm. At noon specific power is equal to the average of 24.3 kW/100 cfm while total power is 579.2 kWh, much greater than the average. On the other hand, at 5:00 am when the average Total Power is 486.8 kWh which is close to the average of 488.2 kWh; the average Specific Power is 21.9 kW/100 cfm, much lower than the average of 24.3 kW/100cfm. Performance characteristics of power – versus flow for air compressor capacity controls – are not linear. Therefore, granularity of performance analysis is necessary for valid results.
Also, it is unlikely every day of operation in any manufacturing facility is repeated exactly every day of the year. Annualized KPI and EnPI performance parameters are shown in shown in Figure 1. The operating profile statistics for the annual base‑year results are shown to be 24 hours per day, seven days per week, and 52 weeks per year. The actual base‑year performance for this system will likely be significantly different than the results described.
Identifying Typical Operating Periods
To improve accuracy of base‑year EnPI results, daily profiles of flow and power can be used to identify typical operating periods. When comparing daily operating profile charts as seen in Figure 2, three typical operating periods have been identified:
- Production No. 1 has slightly lower hourly average power (kW); particularly in the evening hours.
- Production No. 2 typical operating period by comparison has slightly higher kW.
- Friday – Saturday – Sunday typical operating periods all having similar hourly average power (kW).
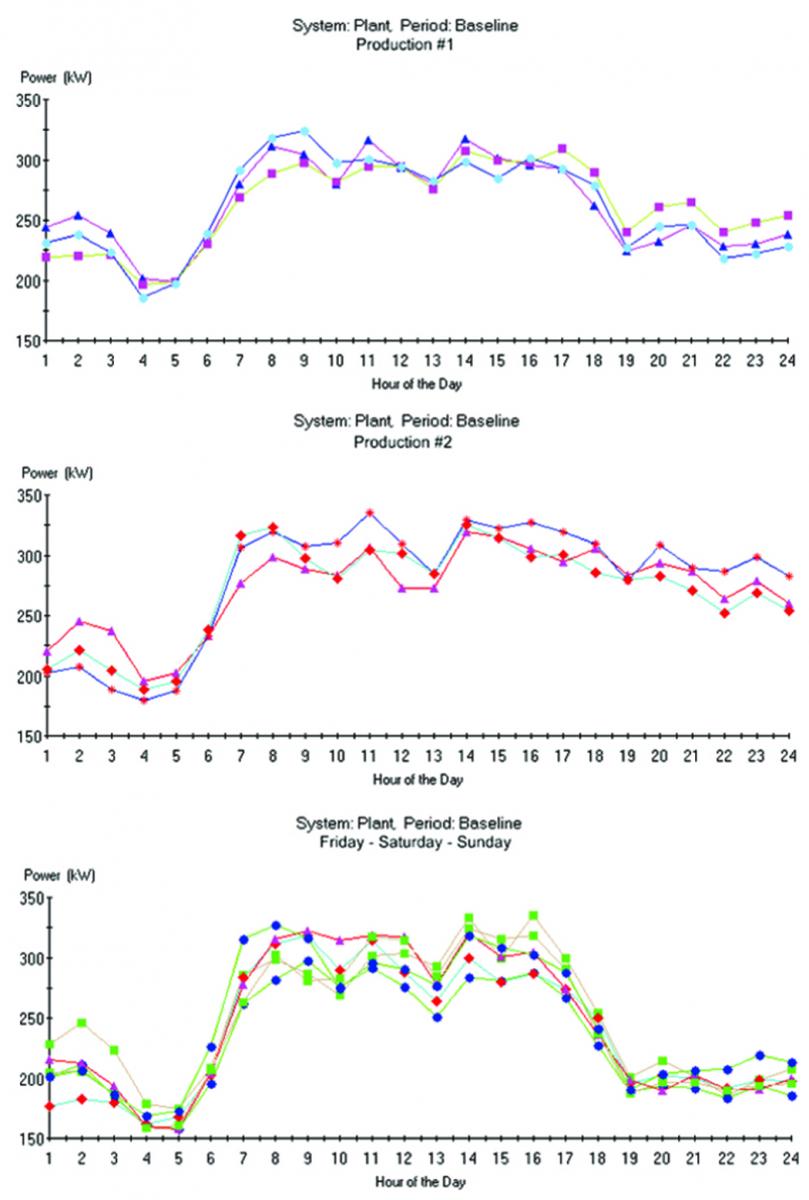
Figure 2: Shown are daily operating profiles with three typical operating periods.
Annualized performance is projected by assigning the total annual operating time of each typical operating period. For example, using typical operating periods identified in Figure 2, and assuming 50 weeks (350 days) per year of operation, the Friday – Saturday – Sunday typical operating period would be assigned to 150 days of operation. Then if there are expected to be 20% more Production No. 1 than Production No. 2 typical operating periods; Production No. 1 would be assigned 110 days and Production No. 2 for 90 days.
Data mining and identification of typical operating periods combined with increased granularity of data analysis improves accuracy of annual projections for base‑year performance. When EEM’s are evaluated with the same granularity, and typical operating periods of base-year analysis, the energy and cost savings projections are more realistic and reliable than when using only data averaging without regard to actual operating conditions.
Data Mining for “Right Size” Air Compressor Selection
The system shown in Figure 2 has a maximum air demand of 1,400 acfm. The proposed design is three, 150‑horsepower (hp) air compressors with 750 scfm capacity each at 100 psig (110 psig max. full flow) and load/ unload control, for baseload/trim/and reserve capacity. Does this appear to be a reasonable size selection? Is 750 cfm the air compressor size for the best supply/demand balance? What is the normal range of airflow required to the system? How much air demand is there and for what portion of the operating hours? Data mining baseline flow data, and analysis using a Histogram Chart will give us insight as to the normal variations in compressed air demand and operating hours at various air demand.
What is a histogram chart? A histogram is a type of bar chart used to sort numbers and determine how many times each number appears. As an example, let’s roll the dice. Start with 999 dice and roll the dice to see how often the number is 1 or 2, how often it is 3 or 4 and how often it is 5 or 6. The histogram starts with three bins labeled “1 – 2,” “3 – 4,” and “5 – 6” and after rolling each dice we will place it in the bin for the number that was rolled. If we do this 999 times there should be 333 dice in each bin. The histogram chart would simply be three bars, one representing each bin and the height of each bar would be equal to 333, the number of dice in the bin.
Consider a system with baseline flow data measured once every six seconds for 13 days (187,200 flow measurement data points). Data at a six-second interval will capture dynamic performance including rapid increases and decreases in airflow. For the histogram analysis we want a more average flow rate, as would be delivered by the air compressors. Therefore, the first step is to calculate a one‑minute average of the six-second data, which results in 18,720 average flow readings as shown in Figure 3 (Note: it is also possible to calculate a rolling or moving one‑minute average). For the histogram plot, the bins have been assigned in 100 cfm increments up to 1,400 scfm. Do we expect an equal number of flow measurements to land in each 100 cfm bin, as with the dice? Of course not, airflow is not random like the dice are designed to be.
The histogram sorting 18,720 flow readings shown in Figure 3 reveals the lowest flow is between 300 and 400 scfm (only 13 readings, 0.1% are lower), and the highest flow readings are 300 data points (1.6%) are between 1,300 and 1,400 scfm.

Figure 3: Shown is a histogram of baseline airflow measurement. Click here to enlarge.
Which of the three air compressor size selections below is the “right size”?
- What insight is gained for our three 750 scfm, 150-hp air compressors sized with baseload/trim/reserve selection from the histogram of compressed air flow baseline data? The performance is 750 scfm at 100 psig (110 psig max. full flow) and 129.9 kW package power.
- Airflow is in the range of 400 – 600 scfm for 35.0% of the operating time. Using a 750 scfm air compressor, the air demand is 53 to 80 percent of full load capacity for 35% of the time.
- Airflow is in the range of 700 to 900 scfm for 32% of the operating time. When the single 750 scfm air compressor is not enough capacity the second 750 scfm trim air compressor will start and operate between 0 to 20 percent of full load capacity.
- As an alternative, consider a system with three, 125-hp air compressors delivering 620 scfm at 100 psig (110 psig max. full flow) and 107.4 kW full load (FL) package power.
- Airflow is in the range of 400 – 600 scfm for 35.0% of the operating time. Using a 620 scfm air compressor, the air demand is 65 to 97 percent of full load capacity for 35% of the time.
- Airflow is in the range of 700 to 900 scfm for 32% of the operating time. When the single 620 scfm air compressor is not enough capacity the second 620 scfm trim air compressor will start and operate between 13 to 45 percent of full load capacity.
- Two 620 scfm air compressors would supply the system for 93.5% of the operating hours. The remaining 6.5% of the time all three air compressors would be required. If reserve capacity is necessary to cover 100% of the operating time, additional air compressor capacity would be required.
- Finally considering future increase in air demand, proposed operation is two, 200-hp air compressors with a third machine as reserve capacity. The performance is 1,030 scfm at 100 psig (110 psig max. full flow) and 170.8 kW package power.
The energy use for each of the three systems is calculated with results plotted in Table 1. For each bin of the histogram chart energy use is calculated on the median air demand, e.g. for the 400 – 500 scfm bin air demand of 450 scfm is used. Energy calculations are based on using load/unload capacity control assuming three gallons of storage volume per cfm of the trim air compressor size. The right‑hand column is calculated with five gallons per cfm of storage, which is the same volume (3,100 gallons) as required for the system with three, 200 hp-air compressors.
|
Air Compressors Qty x capacity & hp Storage volume |
3 x 620 scfm 125 hp 1,860 (3 gal. / cfm) |
3 x 750 scfm 150 hp 2,250 (3 gal. / cfm) |
3 x 1030 scfm 200 hp 3,090 (3 gal. / cfm) |
3 x 620 scfm 125 hp 3,100 (5 gal. / cfm) |
|
Annual energy use |
1,328,000 kWh / yr. |
1,409,000 kWh / yr. |
1,420,000 kWh / yr. |
1,302,000 kWh / yr. |
|
Annual cost ($0.10 / kWh) |
$ 132, 800 / year |
$ 140, 900 / year |
$ 142, 000 / year |
$ 130, 200 / year |
Table 1: Charted is the comparison of annual energy use and costs for various air compressor sizes.
Using insight gained through analysis of the system airflow histogram, it is determined that the 125-hp air compressor system will save \$8,100 per year as compared to the system using 150-hp air compressors. Larger air compressors are often selected based on some unknown “expansion” and “future increase in air demand”. The system operating 200-hp air compressors will cost \$9,200 per year more for electricity than the 125-hp system. Over a five-year period, right sizing provides \$40,000 to \$46,000 in savings. In the future, if additional air compressor capacity is actually needed, energy savings could virtually pay for a new air compressor.
Data Mining – Valuable Information and Insight
As described in this article, compressed air system baseline performance measurements:
- Identified a control strategy improvement to shut down an air compressor running unloaded for long periods of time.
- Provided improved base-year performance EnPI’s by identifying typical operating periods.
- Given information to “right size” air compressor selection with the most efficient supply/demand balance.
Data mining compressed air system baseline performance measurements can unlock the vast pool of baseline data to provide valuable information and fascinating insights in other areas of compressed air system design, performance and efficiency. Dynamic performance analysis can identify air storage opportunities. Pressure profile data can identify irrecoverable pressure loss and opportunities to reduce air compressor operating pressure. Compressed air waste, particularly losses to artificial demand can be identified and evaluated.
For more information, contact Tom Taranto, Data Power Services, tel: 315-635-1895, email: tom@datapowerservices.com.
To read more System Assessment articles please visit www.airbestpractices.com/system-assessments.



