An electronics manufacturer with a very large compressed air system recently had a compressed air audit done in their plant to assess system efficiency. The audit discovered the system had been designed to be extremely efficient, yet some previously undetected problems were causing less than optimal operation. Despite being located in a tropical environment, this plant utilizes heat recovery to help reduce the overall energy consumption.
The objective of the study was to quantify and report:
- Current operating costs
- Current operating air usage profile
- Recommendations for improvements
- Estimated potential savings if improvements were made
Oil-Free Centrifugal Air Compressors and Blower Purge Desiccant Dryers for Instrument Air Quality
The plant was originally built in 2012 to manufacture electronic components. The plant owners were interested in qualifying for LEEDS Platinum status for the facility, so quite a number of innovative design features were initially implemented in their industrial processes and utility systems, including the compressed air system.
The compressed air system consists of three large 1,000 kW base load centrifugal air compressors rated at 6,400 cfm each, plus two smaller trim air compressors, a 500 kW centrifugal air compressor (3,200 cfm) and a 500 kW (2,750 cfm) variable speed drive screw air compressor. The base air compressors have been designed for heat recovery duty with special heat exchangers engineered to keep the air compressors cool, yet output a supply of 60 °C (140 °F) water for heat recovery. The heat is then sent to the process for heating treatment chemical baths.
The centrifugal air compressors have been connected to a sophisticated air compressor controller designed to optimally control the air compressors for maximum efficiency. All centrifugal air compressors have been outfitted with inlet guide vanes to improve the air compressor power turn down when producing less than rated flow.
The plant requires instrument quality air for their processes so desiccant air drying is used. Four large desiccant dryers, rated at 6,200 cfm each, process the air before it enters the plant. The dryers selected are heated blower style units of purgeless design. The dryers use no compressed air whatsoever during the normal desiccant regeneration cycle, other than pressurizing the towers. The units feature closed cycle cooling of the desiccant, after the heater operation, rather than using the normal 2% flow of compressed air. At the end of the cooling cycle the dryer blower directs cooling air in a closed cycle through the hot desiccant bed and also through a water cooled heat exchanger to return the desiccant to ambient temperature in anticipation of the next drying cycle.
The compressed air is cooled before it enters the air dryers with a double system of liquid cooled heat exchangers, one set directing the heat to the heat recovery system, the other providing back up cooling to ensure the compressed air temperature never exceeds the rating of the air dryers. A dual system of filters, installed in series, has been installed both before and after the air dryers.
Both wet and dry storage receivers have been installed in this system totaling 20,000 gallons to help with system stability. Airless drains are used exclusively on the air compressors and all storage receivers, filters and air dryers.
The system was designed to supply a very clean and dry flow of compressed air into the plant to power the industrial processes and machines. Two sets of filters have been installed, one set before and one after the air dryer, to ensure no contamination enters the air dryer and no desiccant dust is passed from the air dryer to the plant. The air is filtered to the 0.01 micron level with 0.1 mg/m3 oil, 99.999% lubricant retention rate.
The piping system consists of all stainless steel components to prevent the contamination of the compressed air from piping scale after it leaves the powerhouse. The piping system within the plant is arranged in a system of loops to reduce pressure loss across the very large production facility.
Two smaller air compressors, one unit being VSD controlled, are supposed to be available to achieve efficient flow turn down of almost 100% before any base air compressor must unload. These two trim units were not in service due to mechanical problems.
An innovative high-pressure storage system was part of the original design with the intention of providing emergency standby air in case of a power outage. This system utilizes a booster air compressor and 850 psi compressed air stored in a 4,000 gallon storage receiver. Due to high flows this storage capacity, calculated to be over 30,000 cubic feet, would last about 3 minutes at full plant flow in a power outage, or on failure of a base air compressor, enough time to conduct emergency shut down operations or start another air compressor.
An onsite nitrogen generation system is installed using a significant flow of 100 psi compressed air. This system consumes compressed air at low pressure and produces Nitrogen through a cryogenic process to a pressure of about 60 psi. A centrifugal booster is used to bring the Nitrogen pressure back up to 100 psi for use in plant operations.
Initial Findings
Data loggers were placed on all running air compressors and all air dryers to assess the energy input of the system. Pressure loggers were placed at various points starting at the air compressor discharge, after the air dryers and selected points within the plant to assess the pressure gradients. A full leakage audit was done at the site with assessment of various end use applications.
The site characteristics were found as follows:
![]()
Figure 1. Air Compressor System Demand Profile
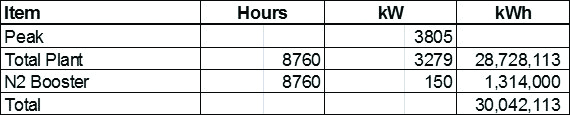
Figure 2. Air Compressor System Electrical Consumption
The plant electrical cost is about 7.7 cents per kWh, making the total electrical cost of operation about \$2.3 million USD.
The heat recovery system saves significant equivalent electrical power. In this site not all air compressor heat is used, only about 22%, but this is a significant accomplishment in a hot location. The remainder of the heat goes to a cooling tower.
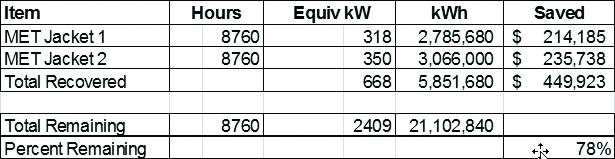
Figure 3. The heat recovered from the compressed air system reduces the electrical operating costs.
The general assessment of the compressed dry air (CDA) system is there is excellent efficiency in the production of compressed air due to the recovery of heat to the process and the fact the base air compressors are running near the most efficient point, almost fully loaded. The air compressors are equipped with inlet guide vanes. If they are used correctly, the inlet guide vanes provide good efficiency for a significant range of flow turn-down. Condensate drains on the air compressors are zero air loss type saving operating costs. The premium efficiency heated blower air dryers save significant power compared to standard heatless dryers due to purgeless operation and closed cycle cooling, especially due to dew point control and use of pre-coolers.
On the demand side there are low levels of leakage because the plant is fairly new, but these are likely to increase over time unless some system of detection and repair is implemented. Some applications using compressed air for blowing and vacuum are items one should investigate for conversion to blower or central vacuum duty. Some low-pressure problems are occurring in various areas of production.
Air Compressor Control
The compressed air audit found the control of the existing air compressors was good, but less than optimal. The plant load profile is fairly flat, therefore, the control of air compressors need not be too complex. A sophisticated air compressor control system had been installed, designed to properly control and coordinate all the base air compressors, but this system was out of service due to some undesirable characteristics. The system was originally set for when there was a power outage the control called for the start of too many air compressors at one time, tripping the main breaker in the powerhouse. This event causes a long outage and disastrous effects in the production area so the decision was made to remove it from service. It turns out some adjustments of this control could eliminate this problem and allow the control to be turned on.
Having the air compressors controlled individually causes pressure regulation issues. The local controls will accurately regulate the pressure at the discharge of the air compressors where they sense the pressure, but this allows the plant pressure to sag across the dryer and filters differential. This causes lower than desired plant pressure during peak flows, one of the causes of low-pressure complaints. It can be seen in Figure 4 the discharge pressure (black line) is fairly well regulated, however, the pressure in the plant sags to lower levels. This pressure differential forces the system pressure higher to compensate, increasing energy consumption due to artificial demand.
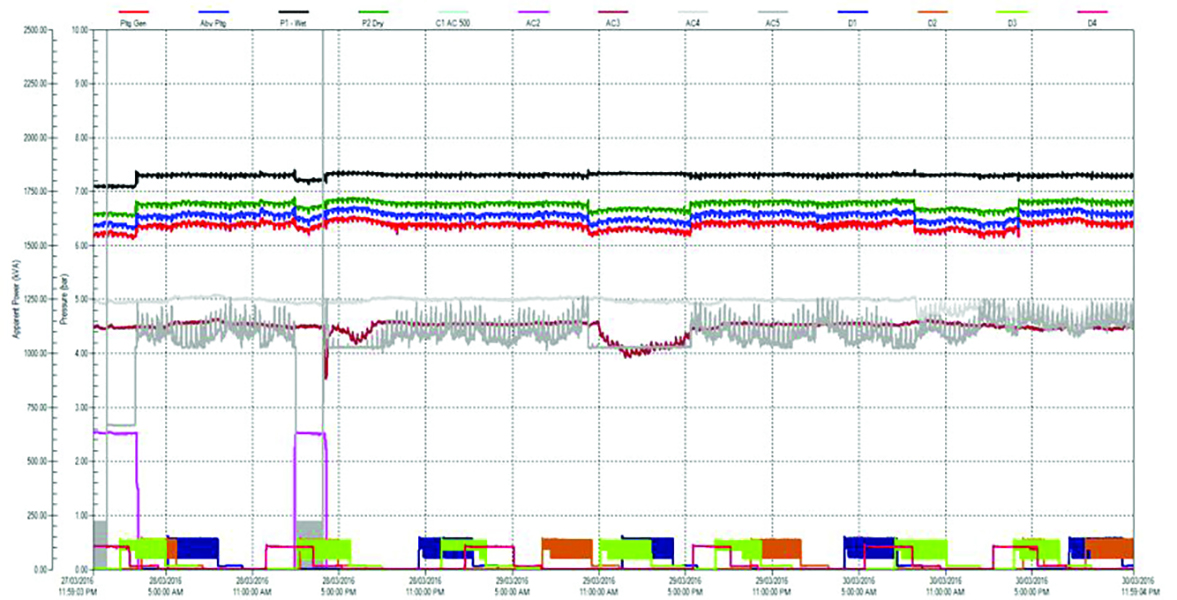
Figure 4. The discharge pressure (black line) stays regulated while the plant’s pressure sags to lower levels.
Click here to enlarge.
Another problem with local control is the operation of air compressor blow-off. Centrifugal air compressors must blow off to protect the units from surge at low flows. This blow-off wastes compressed air. Control of the air compressors with an air compressor controller shares the load between units, equally modulating the inlets to better prevent blow off. This would only happen when all the air compressors are fully modulated. With the local control each individual air compressor determines locally if it needs to blow off, therefore optimum control does not happen. Occasional blow-off was occurring (Figure 5).
Figure 5. The local control causes each individual air compressor to determine locally if it needs to blow off, sacrificing optimum control.
Compressed Air Dryers and Filters
The installed desiccant air dryers are premium efficiency units using electrically heated regeneration, ambient air main cooling and airless secondary cooling. Typically heated blower style desiccant dryers have a purge consuming peak flows of 8% of the dryer rating, occurring just before the dryer switches sides, this flow is used to cool down the desiccant to prevent a dew point spike (hot desiccant does not remove moisture). The existing dryers have no such cooling purge, they use a closed cycle loop of water cooled to remove the heat. The units run the towers in parallel for a period of time before starting to regenerate the saturated desiccant, this prevents any dew point spike associated with hot desiccant. The units also use dew point control, rather than a fixed cycle, to delay the tower regeneration until the desiccant in the active side is totally saturated, thus saving heater power.
The installed dryers are rated at 6,185 cfm each with onboard heater power rated at 135 kW. The four air dryers were only consuming a total of 94 kW, including blower power, considerably lower than the approximately 740 kW consumed by a heatless fixed cycle desiccant dryer at 15% purge.
This lower power consumption is partially achieved by pre-cooling the compressed air before it enters the dryer. A primary cooler using process cooling water reduces the 40 °C inlet air temperature by about 6 °C and sends the heat to the heat recovery system. A secondary chilled water cooler further reduces the inlet temperature by another 11 °C to about 23 °C. This cooling consumes extra energy, estimated at about 43 kW equivalent loading for each dryer on the cooling water and chilled water systems (172 kW total). The cooling, however, saves approximately 50 kW for each dryer (200 kW total) by allowing the dew point controls to delay the regeneration cycle.
A water separator removes any water condensing out of the coolers before it enters the dryer. Reducing the temperature by 11 °C removes about 65% of the water vapor. Since the dryers are on average processing about 65% of their rated flow capacity, and less than rated moisture capacity, the dew point controls very effectively turn down the power consumption.
These dryers are more complex than normal, however, and are subject to failures of internal components so careful monitoring should be done. Data logging showed the following previously undetected issues:
- One of the dryers was showing unbalanced regeneration cycles where one side requires considerably more heat than the other side. This is a sign of an internal leak. If the air compressor amp profile is examined closely (Figure 6) a pattern of flows can be seen matching up with the heating cycle of one of the dryer towers. Based on the amp change the estimated leakage flow is 260 cfm average (360 cfm peak) occurring at all times when the faulty side is pressurized (about 72% of the time).
- Another dryer was found to have a burnt out heating element.
- The pressure differential across the coolers and dryers was showing about 7 psi (0.48 bar), much higher than expected for lightly loaded units. Basic measurements were done on one dryer using a gauge to measure the pressure at each drain. The measurements suggested most of the pressure differential is across the first cooler. This pressure differential causes higher air compressor discharge pressures and introduces an energy higher energy cost to the whole system. This is subject to some additional investigation.
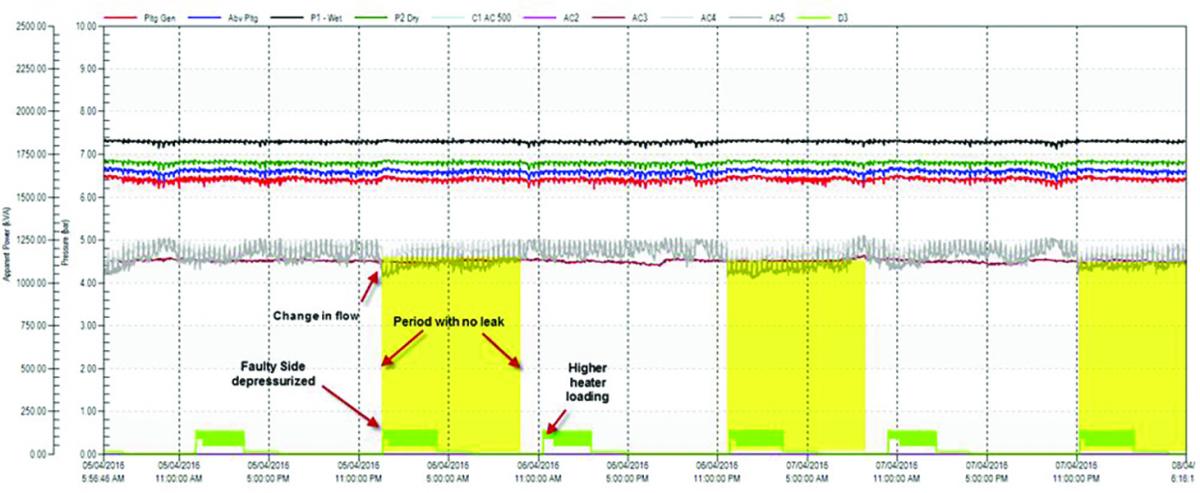
Figure 6. This graph shows the pattern of flows matching up with the heating cycle of a drying tower.
Click here to enlarge.
In oil free compressed air systems some method of filtering is required to remove the ingested particles passing through the air compressor inlet filters and to catch the remaining free water in the air stream after the coolers. Any filtering represents a pressure loss. Having excessive filtering causes extra energy consumption and reduces the available compressed air pressure at the end use. If this filtering is not adequate or is not properly maintained fouling of downstream processes is a possibility.
The following filtering exists at the air dryers:
- Pre-filter - 0.01 micron, 0.1 mg/m3 oil, 99.999% retention rate
- Pre-filter - 0.01 micron, 0.1 mg/m3 oil, 99.999% retention rate
- After-filter - 0.01 micron, 0.2 mg/m3 oil, 99.99999% retention rate
The first two filters were found to have exactly the same filtering characteristics. The primary job of these pre-filters is to remove any free water coming from the pre-coolers. The air compressors are oil free so the oil-filtering characteristic is unimportant. One of these filters is redundant and causing unnecessary pressure differential. Reconfiguration of the filtering is recommended.
Nitrogen System
A nitrogen system is installed at site using a significant flow of 100 psi compressed air. This system actually consumes compressed air at about 73 psi and produces Nitrogen output at about 58 psi, requiring the output to be boosted with a separate turbo air compressor. The air being supplied this system is already dried to a minus -40 °C level, yet the system has an additional desiccant dryer at the front end of the process. This dryer negatively affects the system pressure during CDA system peak loads because high pulse flows must be consumed to fill the dryer towers prior to tower switchover. The regulation of the 100 psi air to the lower 73 psi level, the double drying of the air, and the boosting of the nitrogen represent a considerable energy loss to the plant, reducing system efficiency.
The nitrogen system represents the biggest single load on the CDA system consuming an average of 4400 cfm or about 30% of all the compressed air produced. In addition, a Nitrogen booster consuming 150 kW is used to boost the produced nitrogen to about 8 bar for distribution to the plant.
Some research was done on the generator in use. The system is an APSA (Advanced Products Supply Approach) type unit using a cryogenic distillation process. On systems like these there is always a large dryer on the front end of the process to remove water vapor and carbon dioxide using a desiccant air dryer.
The research showed a few interesting facts:
- Nitrogen pressure outputs are available for APSA systems in three distinct pressure levels as high as 10.5 bar.
- Nitrogen systems typically are designed with their own stand-alone input air compressor operating at low pressure.
- This stand-alone air compressor system does not usually come with an air dryer.
An investigation of this system and redesign was recommended. A stand-alone system would likely consume much less energy.
End Uses
Brief inspection of these areas found almost every production machine has two input pressure regulators causing extra, unneeded pressure differential during peak flows. Some internal machine piping appears to be undersized, likely causing more pressure differential. These components force air compressor discharge pressures higher, decreasing system efficiency.
As discussed previously, the end use pressure most often determines how much compressed air is consumed by a given compressed air powered device. These devices will operate the most efficiently and more reliably if the compressed air pressure is properly regulated at a constant pressure. To ensure a constant pressure the regulators feeding the device need to be properly installed, sized correctly and adjusted appropriately.
An issue at this site is the number of pressure regulators. It appears each down drop from the main distribution lines has a regulator. The problem with this is the production machines often also have an input filter/regulator. This means there are two regulators in series, and one of the regulators is redundant. Having two regulators in series causes excess pressure differential and poor pressure regulation.

Figure 7. Having two pressure regulators in series causes excess pressure differential and poor pressure regulation.
A sign of problems is when the input regulator is observed to be "tracking" the supply pressure (adjusted wide open). It is likely most of the input regulators in the plant are in this condition. A regulator adjusted wide-open presents a pressure restriction affecting how the next regulator will work.
We inquired about any applications causing pressure complaints in the plant. One item identified was robotic loading in a Clean Room and is discussed here as an example. The input of this machine had half-inch regulators appearing to track the main system pressure. Indicator tags showed a wide range of variation for acceptable input and a "do not operate" tag was displayed.
On further inspection under the machine, another regulator was discovered in the machine itself set for 87 psi. This regulator would need at least 97 psi input pressure to accurately regulate. A filter was also present having no indication if the element had ever been changed, a possible source of additional significant pressure differential would affect the second regulator accuracy. After the regulator the compressed air fed into a questionably sized length of stainless steel tubing, then to the robotic arm.
Blowing and Vacuum
There were a significant number of blowing applications found in the plant. These were typically pipes with holes drilled used to keep product free from any debris potentially dropping from the process. The site used quite a number of low-pressure blowers in their process and could easily adapt similar units for product blow off.
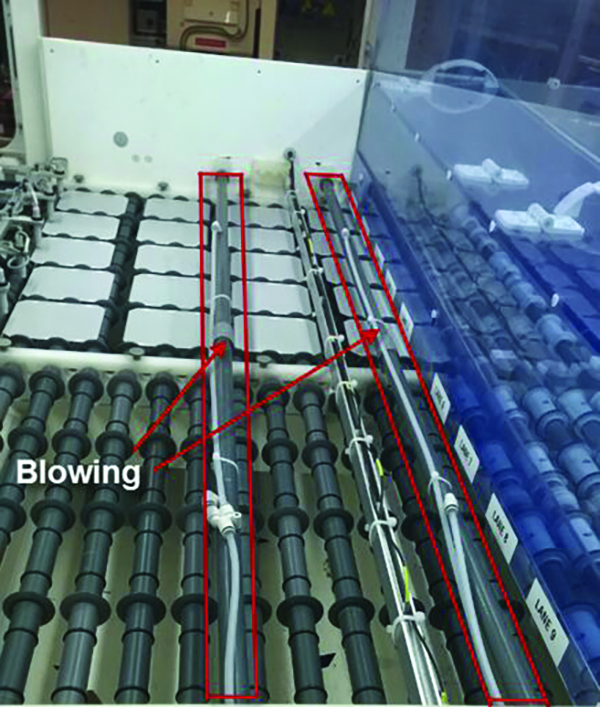
Figure 8. Two blowing pipes with holes stretched across two conveyors. Only one has product, while the other blowing is wasted.
Also in service were compressed air powered vacuum generators. These units were configured in continuous use and could likely be replaced by a central vacuum system.
Leakage
Leakage detection was done in the plant using an ultrasonic detector. Quite a number of leaks were detected on fittings and hoses in the plant, all items subject to mechanical stress during normal production. Considering the plant was fairly new, less than 5 years into production, the leakage levels were found to be low. There, however, was no formal leakage detection and repair program in the plant to address the growing number of leaks occurring every day. Of concern was the leakage of nitrogen, considerably more costly than compressed air, and represents a suffocation hazard if leaks occur in a closed space.
Savings Estimates
The following items were identified for potential improvement at the plant. A number of items such as the Nitrogen system and additional heat recovery are identified as potential future improvements.
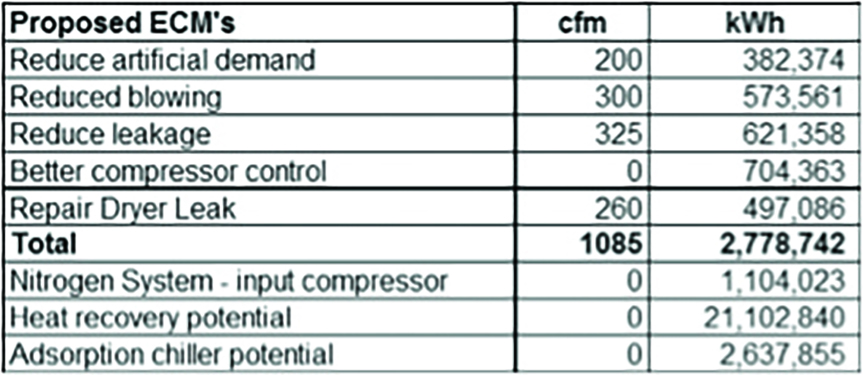
Figure 9. Potential Energy Conservation Measures
Recommendations
The following are recommendations mentioned in this report for future action:
- Analyze pressure problem areas in the plant with data loggers.
- Lower machine pressure regulator pressure to recommended settings.
- Investigate conversion of blowing devices on production machines.
- Investigate conversion of vacuum pick-ups to central vacuum.
- Modify problem areas by removing redundant regulators and upgrading supply capacity.
- Develop connection sizing standard to prevent pressure differentials due to undersized pipe.
- Start a leakage detection and repair program, train staff, add leakage to quality assurance procedures during machine maintenance.
- Better adjust the air compressor controller, adjust VSD air compressor and return to service.
- Repair leakage in dryer 3, repair dryer 4 heater.
- Investigate high-pressure differential on dryer pre-cooler.
- Investigate filter requirements, remove redundant filter, set up element replacement schedule.
- Install better differential gauges for filters.
- Service faulty dryer drains.
- Consider installing air compressor flow meters and power meters on air compressors and dryers to enable efficiency monitoring.
- Investigate improving Nitrogen system efficiency by using standalone air compressor or higher generation pressure, review the need for 8 bar nitrogen in process.
- Investigate additional heat recovery
For more information contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more about Compressed Air System Assessments please visit www.airbestpractices.com/system-assessments.



