A brand new textile facility, located in northern Mexico, recently finished the installation and start-up of their new compressed air system. Mattei Compressors supplied the system components after a thorough analysis of the requirements of the compressed air system. Mattei USA General Manager Jay Hedges commented, “Mattei was chosen as the supplier due to the customer’s experience with the durability of our rotary vane air compressors and due to the effort our team put forth to design a system optimized for energy efficiency.” Mr. Hedges continued, “We took great care of this key account by harnessing the best talent out there. In this case it included Mattei corporate engineering staff in Italy, our distributor LANS in Los Angeles, iZ Systems on system auditing and flow-control valves, and Airleader for the compressor management system.”

Four Mattei Air Compressors Installed in Northern Mexico
Running a 630 kW Installation at Slow Speeds
This new 898,000 square foot facility, located on over 20 acres in northern Mexico, is the most recent addition to the growing network of production facilities owned and operated by this successful textile corporation. Once a small single-factory knitting operation, the corporation has used Mattei air compressors for many years in different facilities around the world. They currently operate over thirty (30) Mattei air compressors - with some of them running for over eighteen (18) years – and still counting. Bill Kennedy, Mattei’s Sales and Products Manager stated, “This customer places a high value on durability – they have experienced great reliability during these 18 years with their Mattei air compressors.”
Running air compressors at fewer revolutions per minute (RPM) increases the life of the air end. The installation at this textile plant consists of three MAXIMA Series fixed-speed, single-stage, rotary vane air compressors working as the base-load air compressors. There are two 160 kW MAXIMA machines and one 110 kW MAXIMA machine. The trim air compressor is a 200 kW OPTIMA variable speed drive, single-stage air compressor. “The fixed-speed MAXIMA’s run at 1,200 RPM and the OPTIMA will run in a range between 800 – 1,700 RPM,” according to Mr. Kennedy who also added, “The durability of Mattei rotary vane air ends is reflected by their 10-year factory warranty.”
Knitting Machines and Sewing Cells
The textile plant made it clear that they wanted the most energy efficient compressed air system possible – without any sacrifices made to air quality and durability. All too often, compressed air installations are poorly designed from the very start and, almost always, the root cause of this problem is not understanding the demand side of the system. A company called iZ Systems, a leading independent compressed air auditing firm, was invited by Mattei to take a look at the project. Dean Smith, a Senior Auditor from iZ Systems commented, “This textile plant uses compressed air in their knitting, sewing, and dye house operations and needed a system designed for the significant fluctuations in demand. Compressed air demand profiles were placed into four segments; 1st shift peak demand and minimum demand, and 2nd shift peak demand and minimum demand.”
The analysis provided detailed end use information critical to designing an optimized system. Mr. Smith explained further, “Analyzing the amount and rate of variation in air demand is critical to analyzing the turndown requirements of the compressed air supply equipment to make sure that efficiency is maintained in all conditions .” The demand-side analysis at the textile plant identified a peak demand of 4500 cfm and a minimum demand of 2700 cfm. Further, the analysis identified exactly where and at what times these demand fluctuations were occurring – and at what pressure. Header piping was designed and storage was strategically located to insure that the system pressure would be stable.
• Three hundred knitting machines using 7 cfm (at 60 psi) each during the first shift.
• 50 sewing cells using 28 cfm (at 80 psi) each during all three shifts
• Dye house demand range between 400-1000 (at 90 psi) during all three shifts

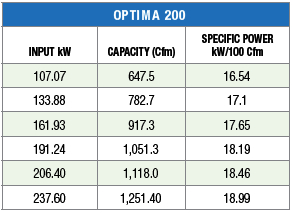
Note: When running, each fixed speed Maxima runs at full demand in each scenario above, using the Optima 200 as trim, from 55% to 100% of full load capacity
Rotary Vane Air Compressor Efficiency to 16.54 kW per 100 scfm
The four Mattei rotary vane air compressors were chosen so that the minimum amount of horsepower required would be online during the four different flow profiles. The fixed speed, single-stage MAXIMA models were the 160 and the 110. They were chosen so they could run at full-load and achieve energy efficiency levels as low as 16.54 kW per 100 cfm. The MAXIMA and OPTIMA models run twin airends in parallel at the slow speeds of 1200 RPM for the MAXIMA and less for the OPTIMA. Air delivery regulation is managed by a single Servovalve assembly that balances the inlet flow to both compression modules. The OPTIMA 200 variable speed drive air compressor delivers 1251 cfm and it’s inverter-based VSD system allows for optimal turndown capabilities with loads between 40% to 80%. Outlet compressed air retains no more than 3 ppm of oil in the air due to mechanical separation followed by a coalescing air/oil separator.
 |
The Mattei OPTIMA 200 variable speed drive compressor |
 |
According to the CAGI Data Sheets supplied on the fixed-speed MAXIMA 110 and 160 models, the “Specific Package Input Power at Rated Capacity and Full Load Operating Pressure” of the machines is as follows:
• 16.65 kw/100 cfm for the MAXIMA 160 at 1206 acfm rated capacity at full load operating pressure of 101.5 psig.
• 17.46 kw/100 cfm for the MAXIMA 110 at 847 acfm rated capacity at full load operating pressure of 100 psig.
According to the CAGI Data Sheets supplied on the variable speed drive OPTIMA 200 model, the performance is as follows with (1) full load and maximum full flow operating pressure of 101.5 psig (2) drive motor and fan motor nameplate ratings of 275 hp and 5.1 hp respectively (3) drive motor nameplate efficiency of 96.4 percent.
The Compressor Management System
The textile firm wanted to be able to monitor and control the compressed air installation from a remote location. They also wanted to monitor energy consumption and make sure the system continues to operate at the levels specified by the system design.
Here again, Mattei called in Airleader, a leading German manufacturer of air compressor management systems, to optimize this piece of the system. Jan Hoetzel, of Airleader, was brought in from the North American corporate office.
The Airleader has the role of a conductor making sure that the most efficient compressor mix is selected following dynamically the demand of the various shifts. Connecting to the on-board MAESTRO controls of the four different Mattei air compressors was easy since all the needed ports inputs/outputs were already pre-wired.
The Airleader compressor management system also has a standard web-based software package providing the plant engineers at the textile plant with the reports they are looking for on energy consumption, performance data, air flow, pressure and pressure drop. Optionally the system can also send alerts via e-mail if a compressor is down or a system parameter is not met.
Compressed Air Treatment and Flow Management
|
|
The Maestro XS On-board Controller |

The removal of moisture, particulates, and oil from compressed air is critical in the textile industry to protect the end product from becoming damaged and experiencing unacceptably high product rejections. Clean and pure compressed air (at the right pressure) is also critical to ensure the optimized output of the knitting machines and sewing cells. The specification called for ISO 8573.1 Quality Classes 1.4.1 for compressed air quality.
To accomplish this, two Zander ASD 2400 cycling refrigerated dryers with microfilters were installed to provide a 38 F pressure dewpoint. Due to the presence of fluctuations in compressed air demand between 2700 and 4500 cfm, cycling-type refrigerated dryers were chosen to reduce the energy consumption of the air dryer’s refrigeration compressors during the partial load conditions.
Filtration requirements were fulfilled by a prefilter and 0.01 micron coalescing filters. Condensate collection was taken care of by five Bekomat 16 zero air-loss condensate drains connected to the dryers, filter, and air receivers. The condensate is then routed to a Beko Owamat 8 oil-water separator which purifies the condensate before it is released to the drainage system.
Three flow control valves, supplied by iZ Systems, work together with eight (8) 1,060 gallon air receivers to ensure that the three main production areas receive enough compressed air at the right pressure. They also reduce the number of start/stops required by the air compressors by providing a buffer to sudden increases in compressed air demand.
Up and Running
The plant is up and running and all is well according to Mattei USA General Manager Jay Hedges, “The textile plant experienced a flawless start-up and the compressed air system is up and running”. Apparently, things are also up and running at Mattei USA as Mr. Hedges continued to comment, “Our business in 2010 has increased significantly as Mattei continues to successfully introduce the rotary vane air compressor models ranging from 5 to 250 horsepower into North America.”
Contaldi Family Commits to Mattei’s Future 
Entering the 91st year of the Company’s existence, the shareholders of ING ENEA MATTEI S.P.A. appointed a new board of directors this past February of 2010. The individuals appointed were:
![]()
• President Carla Luisa Lucca Contaldi
• Chief Executive Officer Giulio Contaldi*
• Chief Financial Officer Silvia Contaldi*
*pictured
For more information please contact Rod Smith at Compressed Air Best Practices, email: [email protected], or contact Mattei Compressors at www.matteicomp.com



