Author’s Note: This article was adapted from information and case studies written by Basil V.R. Greatrex
A small Australian company, Basil V.R. Greatrex (BVRG), is shaking up the compressed air industry in Australia. While other companies focus on the sale of more and bigger compressed air production equipment, BVRG is helping customers reduce their compressed air system size and lower system flow by attacking waste, inappropriate use, and at the same time improving air quality.

Figure 1: You would not know by looking at it but the famous Sydney Harbor Bridge has a compressed air system installed on it.
Background
The company’s unique name is taken from the founder, current owner Richard Mort’s grandfather. BVRG was started in 1919 and over the years has provided a wide range of engineering products and services enabling manufacturers to improve their equipment life and reduce maintenance costs. The company’s current focus is improving the efficiency of customers’ compressed air and oil filtration systems. As such, the products and services they offer target reducing costs, improving productivity and providing significant environmental benefits.
BVRG uses the systems approach, starting off with measuring a baseline with data loggers and system study to identify leakage waste and other optimization opportunities like compressor control improvement. Attention is also paid to the effects of artificial demand - extra flow caused by operating the system at higher pressure. They developed an app and webserver that allows them to record leakage, artificial demand and optimisation opportunities including photos for their customers, this allows opportunities to quickly be estimated, assessed and ranked so that the biggest savings can be targeted. BVRG also provides analysis in determining the actual quality of the compressed air, with the capability of measuring dew point, hydrocarbon content, and particles that contribute to contamination risk for the customer.
“It is a lot of work digging into the many demand side issues in a large industrial facility.” says Warwick Rampley, BVRG’s National Sales Manager, “But this effort usually pays off in a big way for our customers and we have many successful projects to prove it.”
In helping their customers the company has realized that awareness training is an important aspect to any improvement project. Therefore, BVRG is exploring bringing the Compressed Air Challenge’s Fundamentals and Advanced training seminars to Australia. In fact, in November of 2016 BVRG held the first international CAC Fundamentals training session conducted outside of North America for their staff and a select group of industry professionals.
“So many people are struggling to understand compressed air and don’t have the time to concentrate on it. As a result, they are forced to rely on poor advice from companies looking to sell more equipment, when the real solutions leading to savings are often easily implemented,” says Rampley, “Being able to provide our customers training, advice on project implementation gives them the knowledge to question what they are being told”
BVRG has helped many of their customers achieve substantial savings. To date the company estimates they are saving their customers a total of 15,000,000 kWh. Their customers reduce their compressed air energy use on average by approximately 40% and have even gone as high as 75% in several cases. Here are some examples of their work:
Plasterboard Manufacturer Turns Off an Air Compressor
The Engineering Manager from Boral Plasterboard in Camellia, Australia wanted to get a better understanding of the compressed air system in the plant and to somehow quickly reduce his operating costs. Boral was running on two air compressors operating on a typical lead/lag basis. The compressors were located in separate areas of the plant, but fed into one main system and the operating costs were found to be particularly high. BVRG measured and logged the power and flow consumption from both compressors over a 1 week period. It became apparent the second (lag) compressor (a 140 kW unit) was cycling frequently between load and off load. This showed the air compressor was in fact only contributing a small amount of air to the system totaling 1.47 m3/min (51 scfm). In general, the loading cycle was enough to prevent the compressor from going into complete standby mode. From the power consumption data (Figure 2) BVRG and Boral were able to determine that this compressor ran loaded 7%, unload 89% (but still consuming power) and standby 4%.

Figure 2: This measured air compressor was wasting substantial power running unloaded. Click here to enlarge.
With a much clearer picture of their system loading, the company realized that if the system flow could be reduced by only a small amount, the lag air compressor could be turned off. They have since rectified leakage and efficiency issues, which has seen the compressor hours virtually eliminated (see figure 2). The energy savings from this work are estimated at approximately \$30,000 per annum plus additional maintenance and capital savings. In the future, once further leakage repairs are completed, it is expected that air demand on the lead compressor will also be reduced, resulting in additional savings.
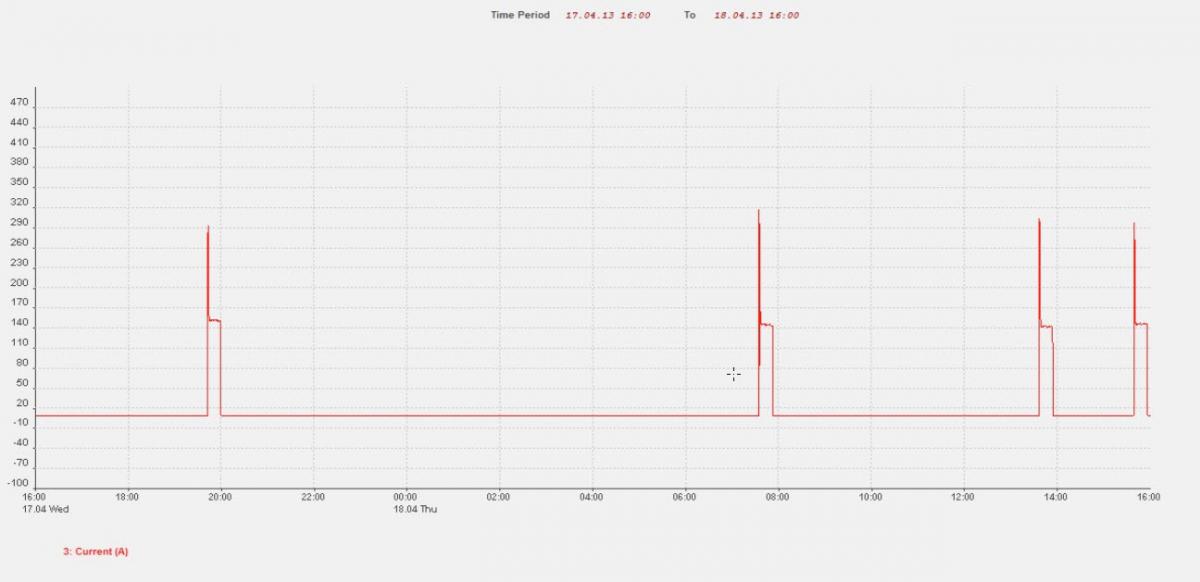
Figure 3: Just a small reduction in leakage has greatly reduced air compressor run-time. Click here to enlarge.
Through measurement of power and flow, Boral has been able to better understand the inefficiencies of their compressed air system and justify the cost of compressed air energy savings initiatives undertaken.
Food Products Processor Saves
Implementing a compressed air leakage management program has proven to be very worthwhile for a cereal manufacturer, in southern New South Wales, who has managed to save the company a whopping \$168,000 per year in estimated power savings (approximately 30% of total compressed air power usage). Previously, the plant ran three large air compressors at full capacity to satisfy the site’s air demand requirements. The site’s engineering manager contacted BVRG in 2008 and requested help in reducing compressed air leakage in the plant.
BVRG staff were asked to put a special focus on leakage rectification. This initially included two compressed air leakage surveys and repair projects per year, and then reduced down to one per year after 2010. Using advanced diagnostic equipment, the first survey identified 264 leaks. These were easily fixed by local contractors. Within a year air demand through leakage had been reduced enough that the site only need to run two air compressors! This provided significant and immediate power savings of 160 kW worth about \$168,000 per year at \$0.12/kWh. Apart from the energy savings, the site benefited from the security of then having a backup compressor in case of breakdown or maintenance requirements.
To ensure repairs were carried out, a 3rd party local contractor was used to conduct repairs. But in 2011 and 2012, the engineering manager was appointed to an overseas project and unfortunately, without the same dedication to leakage management, there was a resurgence of leakage back into the system. Upon returning in 2013 he found the 3rd compressor was again running (approximately 30% --40% of capacity) due to an increase of approximately 10 m3/minute (350 scfm) of leakage.
An immediate refocus on leakage has again proven successful and the site is now back to only requiring two air compressors to meet total production air demand. Unlike many Australian manufacturing sites, this engineering manager understands the high costs associated with producing compressed air, and in turn, the savings potential of reducing air demand through implementing a successful ongoing compressed air leakage management program. The site continues to engage BVRG to perform regular leakage surveys, allowing the in-house resources to focus their efforts on production related issues and requirements.
Meat Processor Solves Condensate Problem
Teys Australia’s site, located in Wagga Wagga, New South Wales, had been experiencing expensive problems with condensate in their compressed air across the plant. The most severely affected area was a cool room that was temperature controlled to approximately +4°C (+39°F). Extensive condensate was present because ambient temperature in the room was lower than the dew point temperature of the compressed air in the line. As the compressed air cooled, all the water vapor in the compressed air condensed into large amounts of liquid. The system’s refrigerated dryer appeared to be working correctly and was appropriately sized, however, the condensate present in the wet receivers had to be drained manually multiple times daily at a significant cost in man hours.
BVRG initially recommended the site measure the system to size a membrane dryer for the point where the compressed air entered the cool room to ensure the compressed air dew point would be below +4°C. BVRG performed a logger survey measuring flow, dew point, and pressure for 7 days.
The BVRG analysis of the survey data revealed when condensate was manually drained from the receivers the dew point improved (Figure 4). It was obvious that the root cause of the problem was from build-up of condensate in the receivers, which could have been avoided with significant cost savings through an improved drainage system.

Figure 4: When automatic condensate drains were installed the dew point started to improve. Click here to enlarge.
BVRG recommended the installation of zero air loss condensate drains, which were installed on their wet receivers. System condensate drains were installed across the site at available locations. The effects on the system were immediate. At the cool room, dew point was reduced to +1°C (+34°F) within a few days, and all condensate issues across the site were eliminated. BVRG issued a further recommendation to increase the dew point out of the dryer to +3°C (+38°F) to reduce risks of compressed air condensate freezing and causing damage.
Helping Identify Compressed Air Contamination
With so many contributors to creating or propagating contaminants in compressed air systems, BVRG has recognized it is essential that air quality be tested regularly to prevent potentially hazardous consequences, especially in a plant where the compressed air comes in contact with products. Every day there is the risk of water, oil, microbiological organisms and solid particles (such as corrosion or rust from the inside of pipework) compromising the compressed air and risking contamination of the products and reducing plant equipment reliability.
Humidity, oil, bacteria and particles are present in the ambient air around the compressor room. BVRG has found through testing that the use of oil-free air compressors is no guarantee against contamination. Most air compressors pump out what they draw into the intake, which can include fumes from local traffic or nearby machinery. Filters alone are not capable of removing every contaminant. They are limited by their structure and efficiency drops-off as they fill up with contaminants and become less effective.

Figure 5: This mess came out of a food grade system, what is getting into your food?
Microscopic organisms can exist beyond the filters and can be blown directly onto products or remain inside the pipes and multiply. Compressed air pipework is an ideal breeding ground for bacteria with a mixture of oxygen, moisture, heat and darkness.
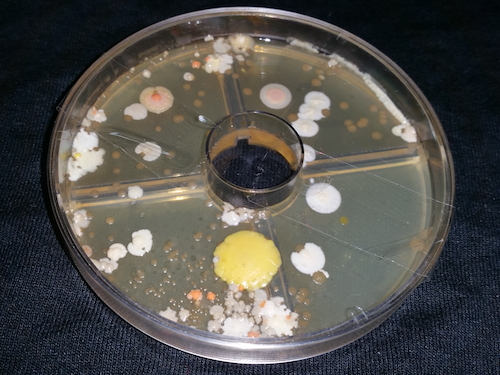
Figure 6: The results of this recent microbial test reveal problems with air quality.
Most facilities do not have a compressed air quality standard, and the limited few that do, set a single standard for the entire site - based around the equipment installed at the air compressor house. Each point of use will have its own contamination issues, due to the equipment installed, ambient conditions, lubrication and condition of pipework. To treat an entire system to the highest air quality required is not only unnecessary, it’s impractical and expensive to maintain and operate. The "one type fits all" approach fails to recognize localized issues for contamination within each zone.
Some companies establish their own in-house air quality standards and self-regulate due to the challenges with organizing samples and testing. Tube testing onsite is a common practice but sampling is inaccurate and allows human error to occur, and fails to reach the levels required by ISO 8573. This leaves the site at risk of unacceptable levels of contamination or worse.
BVRG has found that new electronic technology is making the testing of compressed air quality a lot simpler and significantly more accurate, giving more meaning to the tests. The company has found there is a degree of ignorance and complacency in Australia with regards to what the correct air quality standards and testing are and how they can be adhered to but, times are changing, and more and more companies regularly test their air quality and reduce their risk of product contamination issues and possible product recalls.
BVRG is using their decades of experience in the field of compressed air quality to assist their customers in reaching an efficient and sustainable compressed air quality suitable for their sites which includes helping them to comply with the standards set out for Safe Quality Food (SQF) and HACCP.
Interview with Warwick Rampley, BVRG National Sales ManagerWhat is your role at your company and How did you become interested in compressed air efficiency? I am the National Sales Manager. Besides my sales role, I coordinate our technicians, sub-contractors and manage projects for our customers. I joined BVRG four years ago and once I understood the possibilities and the typical level of waste that most compressed air systems had, I realized something desperately needed to be done about it. This is especially true for Australian Manufacturing that is struggling to be competitive in a global market. What services does BVRG provide and how do you differentiate yourselves from the marketplace? We are compressed air efficiency specialists. We conduct comprehensive compressed air measurement, leakage, optimization, artificial demand and air quality testing along with repairs and advice for reducing or eliminating compressed air. We are the Australian distributors for Beko, SPX Hankison, and Suto (formerly CS-iTEC) instruments capable of monitoring all of a customer’s utilities. We are the only company in Australia that reviews entire compressed air systems and offers a complete package for compressed air efficiency which includes air measurement using flow, power, pressure, temperature, dew point, oil and particle contamination, leakage, optimization and artificial demand surveys. Our goal is to eliminate as much compressed air energy use as possible. We have our own in house auditing app that customers use to view results and target specific opportunities within their system. I believe our most important service is advice that is independent of equipment sales. In many cases, we have solved customer’s issues, without the need for significant equipment purchases, simply because we understand the entire system and not just one piece of the puzzle. For example, when there is wet or contaminated compressed air, the issue may not be coming from the dryer. We have seen several occasions where customers have been told they need new, bigger and more expensive equipment when an inexpensive drain is what has failed. What did you think about the CAC Fundamentals training and what was the most important message taken from the seminar? I think the program is excellent, it is systematic and provides a good understanding of compressed air systems. I feel that it is very control and air compressor focused and perhaps needs more of a demand side focus to identify significant savings opportunities that are being missed in systems. Using the systems approach fits with our business and helps identify all the opportunities, allowing for the best ones to be acted upon. I learned to always approach compressed air as a system, use a systems approach and STACOLM (you can learn what this acronym means if you take the course)! This course has given me the background technical knowledge to go with the application knowledge I have gained over the past 4 years. Do you feel Australia needs compressed air energy efficiency providers? I think every country needs genuinely trained compressed air efficiency providers that are independent of compressor or component sales. There is too much energy wastage from compressed air systems globally, and given the energy and environmental challenges of the future, industry as a whole should already be on top of this problem not 30 years behind the times. Anyone using compressed air should be provided with a level of knowledge and understanding to be able to decide what is a better way to use it. If we can teach everyone to not abuse it, we can save a lot of energy, equipment and the environment. I believe sales people in the compressed air industry should be willing and able to provide the right advice to the customers (not just the company tag lines) and be willing to lose an equipment sale because it is the right thing for the customer (sorry that’s my soap box). Regarding Compressed Air Quality – I believe governments need to set a compressed air quality standard for the food and close related industries, because product contamination is a high risk that no one is willing to do anything about and sooner or later there is going to be an issue that could have easily been avoided. |
Conclusion
The BVRG story is yet another great example of how providing customers with excellent value can lead to great success. In this case, the company has realized that customer awareness and a focus on addressing the areas of greatest potential can pay off in a big way. Solving their customer’s problems is an important aspect to the services they provide. They are able to solve reliability, maintenance, control and air quality problems in an energy efficient way, leading to significant cost reductions for their customers.
To learn more about Basil V.R. Greatrex please visit www.bvrg.com.au.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more Compressed Air Leak Management articles, please visit www.airbestpractices.com/system-assessments/leaks.



