
There is an often-quoted ratio of 7.5 hp input to one horsepower output used to illustrate the inefficiency of the energy transfer in compressed air systems. What this is saying is that you receive the benefit of only 13 percent of the energy you put into your air compressors as mechanical output at the shaft of a typical compressed air powered tool. While this ratio is generally true for compressed air system awareness discussion purposes, you should understand that in the real world compressed air efficiency is usually much lower.
This ratio came about years ago when USDOE compressed air efficiency documents were first being prepared. Experts looked at the energy input required by typical large air compressors and compared this to the mechanical output of standard vanes style air motors. The air compressor specifications that were used assumed that the air compressor consumes about 7.5 hp to produce 30 cfm of air motor consumption. This number was chosen simply because a typical vane style air motor produces about one hp shaft output while consuming roughly 30 cfm at its maximum rpm. If you calculate it out this means the air compressor specific power, defined as the amount of power (kilowatts) a compressor package consumes for every 100 cfm of compressed air it produces, would be about 18.7 kW/100 cfm.
A good way to compare the power input of air compressors is to examine the characteristic specific power numbers. The Compressed Air and Gas Institute (CAGI), an organization that sets testing standards for its members, expresses specific power of air compressors in kW/100 cfm. We are fortunate in North America to have an organization like CAGI promoting compressed air efficiency awareness. CAGI has developed a standard for compressed air data sheets that show compressor specific power, and other important information, at rated full load conditions. Each CAGI member organization is required to publish CAGI data sheets for their compressors on their websites. When comparing specific power ratings, the lower the number, the more efficient the compressor.
Real World Problem #1: Typical pressure is higher than model
The model used for the published ratio is based on the assumption of a lossless compressed air system with the compressor discharge pressure at the same pressure as the load, in this case 100 psi. The model assumes the compressor is fully loaded at its most efficient point. There are no leaks in the system and no pressure differentials. Unfortunately these conditions are impossible in a real life situation.
If you browse various published CAGI data sheets you will see the first real world issue. Many air compressors actually have a specific power that is higher than 18.7kW/100 cfm. Those that meet or beat this number are large units that operate with water cooling and run at 100 psi. But a real world system has pressure differentials. The air dryer and the filters that condition the air, and the pipes, hoses and connectors that transmit the compressed air to the end use point all act as a restriction to flow. This means to have 100 psi at the air motor a compressor discharge pressure must typically be set 10 to 20 psi higher to overcome the losses. For every 2 psi increase in discharge pressure, the compressor will consume about one percent more power for the same output flow. This real world condition would increase compressor specific power by 5 to 10 percent depending on how much the pressure is increased.
Real World Problem #2: Compressors are often partly loaded with inadequate storage
The CAGI sheets published for fixed speed lubricant injected rotary screw compressors, the most common compressor used in the industrial market, always show the specific power of the compressor at full load. In real world conditions, however, compressors are not always running fully loaded. Figure 2 shows the characteristic curves of lubricant injected rotary screw compressors at various part loads and storage capacity volumes. The line identified as the “Ideal Compressor” is often incorrectly used to calculate part load power under part load conditions, but this does not represent real world conditions.
If a compressor was running at 40 percent loading conditions with one gallon per cfm of storage volume, a 10 psi pressure band and 40 second blow down time, it would be consuming 82% of its full load power. With these conditions its specific power would be more than double its full load rating.
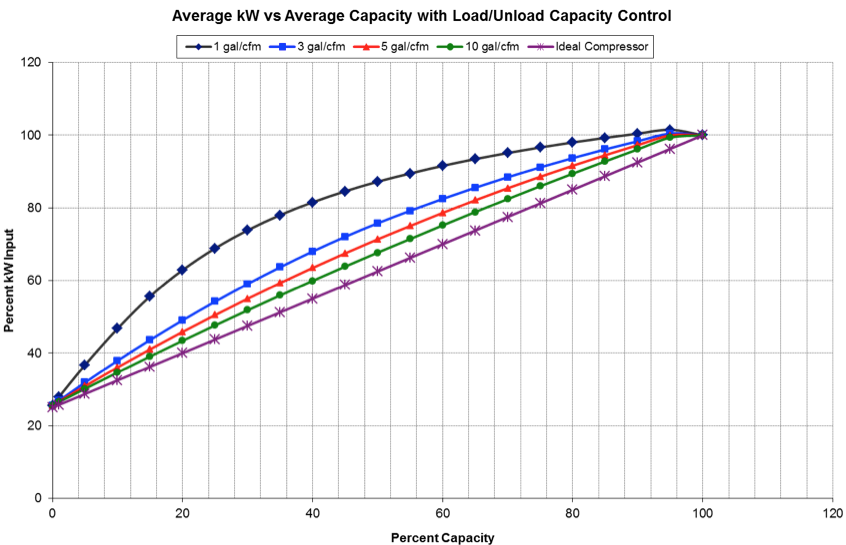
Figure 2: Lubricant Injected Rotary Screw Compressors are less efficient at part loading. Source: Compressed Air Challenge®
Real World Problem #3: Systems have leakage losses
The model used in the calculation of the ratio assumes that all the air produced by the compressor is consumed by the air motor. In real world conditions compressed air systems have losses. The USDOE and Compressed Air Challenge studied many compressed air systems and found that typically only half of the compressed air produced by the compressors actually makes it to appropriate end uses. Some of the air is wasted by compressed air consumption caused by pressure that is higher than required (as caused by problem #1). This is called artificial demand. A portion of the air is used by inappropriate equipment that should not be connected to the compressed air system because there are other more efficient ways to do the same function. And typically about 25 to 30% of all the air produced is lost before it gets to the air motor due to leakage from the system. This 25 to 30 percent is an average value, in some extreme cases leakage rates as high as 85% have been found.
Since in a real world system you must produce more air that you actually consume, the effective specific power of the system increases to compensate.
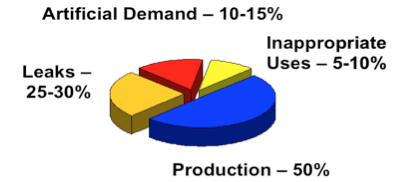
Figure 3: Typically half the compressed air produced is wasted. Source: Compressed Air Challenge
Real World Result
So what does this all mean? Let’s adjust our model for an example real world system:
- Producing air at 10 psi higher pressure than it is used to overcome pressure differentials might increase the specific power to 19.6 kW/100 cfm
- Part load efficiency reduction due to 40% loading and inadequate storage might double the specific power to 39.3 kW/100 cfm
- Producing more air than actually required by compressed air equipment to overcome a 25% leakage rate would boost specific power by 33% resulting in a final number of 52.3 kW/100 cfm.
- This number yields a real world ratio of 21 hp input to 1 hp output. In this example case only about 5% of the energy input would result in equivalent mechanical output.
What can be done?
Can you improve on this efficiency ratio if you are seeing these same conditions in your system? The answer is yes, by applying commonly applied efficiency measures.
Basically there are three ways to reduce the operating costs of a compressed air system:
- Produce the air more efficiently
- Produce less compressed air
- Use the heat of compression for some useful purpose
Producing More Efficiently
There are a number of ways to produce compressed air more efficiently; most of these apply to equipment located in or near the compressed air room. These measures apply to both the air compressors and the compressed air treatment systems (air dryers, filters, drains). Some of the most common measures are:
- Purchasing compressors with low specific power (consulting CAGI specifications) including a properly sized VSD controlled compressor.
- Controlling the compressors to minimize unloaded run time, reduce discharge pressure, and to run the most efficient compressors at times where appropriate.
- Applying large storage receiver capacity to allow compressors to run efficiently and turn off when not required.
- Reducing compressor discharge pressures by minimizing pressure differentials caused by air dryers, filters, undersized piping. Piping, fittings, compressed air conditioning equipment, connectors and hoses should be selected so that these provide a minimal restriction to flow even in peak conditions to allow the lowest possible compressor discharge pressure.
- Purchasing efficient air drying equipment that cycle to reduce power a reduced load and turn off when the associated compressor is off.
- Turning the compressors off when compressed air is not required.
- Eliminating wasteful condensate drainage and leakage.
- Application of pressure/flow controls to reduce plant pressure and eliminate artificial demand while maintaining an adequate supply of stored air for better compressor control.
Using Less Compressed Air
This category represents the biggest payoff in reducing compressed air costs. Some common ways to do this are (not a complete list):
- Starting and maintain a leakage repair program and reduce leakage rates to a target level of 5% of average flow.
- Investigating compressed air uses to determine if the consumption of compressed air is appropriate. Eliminate all inappropriate uses that could be operated using direct drive electric or some other more efficient method.
- Eliminating drainage from downstream filter separator bowls and condensate drainage points.
- Redesigning problematic compressed air powered equipment that forces compressor discharge pressure up, causing inefficient artificial demands for all other end uses. Target a maximum plant pressure of 90 psi or lower as an overall plant policy.
- Designing in shut off valves to automatically turn off the flow of compressed air when production stops. The best kind of shut off strategy is to completely turn off the flow of compressed air to zones of equipment during non-production hours, reducing leakage.
Use the Heat
The product air compressors best produce is heat. This heat can be used to:
- Displace building heat
- Create hot water for boiler or process use
- Regenerate the desiccant in heat of compression dryers
Want to learn more?
If you are new to compressed air terminology some of the terms used in this article may be unfamiliar to you. If you want to learn more about compressed air energy consumption and what to do about it go to compressedairchallenge.org and sign up for one of our awareness seminars. Higher awareness of the energy related issues involving the production and usage of compressed air is one of the most important first steps in controlling your compressed air costs.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more Compressed Air System Assessment articles, please visit www.airbestpractices.com/system-assessments.



