This article reviews portions of an audit report commissioned to survey the condition of a compressed air system in a factory located in the U.S. The objective of this study is to determine the current operating conditions and make recommendations for improvement based upon application of industry recognized best practices. Due to article space limitations, this article will focus on portions of the over-all audit report provided to the factory.
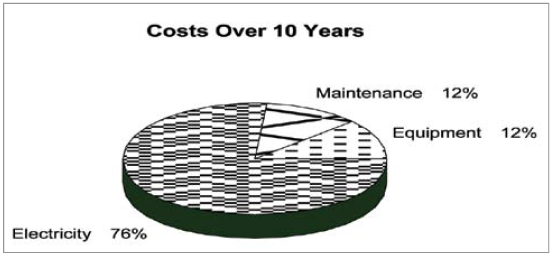
Below is a pie chart, developed by the Compressed Air Challenge®, used to dispel myths concerning the life cycle costs of a typical air compressor. Many operators are stunned to learn they may spend as much money, during the first year on power, as they spent on the capital appropriation of the compressor.
The Compressed Air System
Plant production personnel agreed we should use 6,240 operating hours per year and a purchased energy cost of \$0.0508 for the analysis.
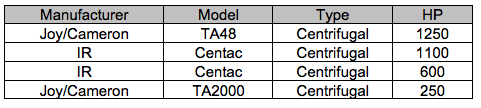
This plant has four centrifugal air compressors contributing compressed air to one 12” piping header. The compressed air goes into a 25,000-gallon receiver tank and then into a single ammonia dryer. Pressure dew point is at or near zero Fahrenheit. The compressed air then passes through a bank of particulate and coalescing filters. Installed in the 12” header at the filter outlet is a flow meter.
Compressed Air System Measurement
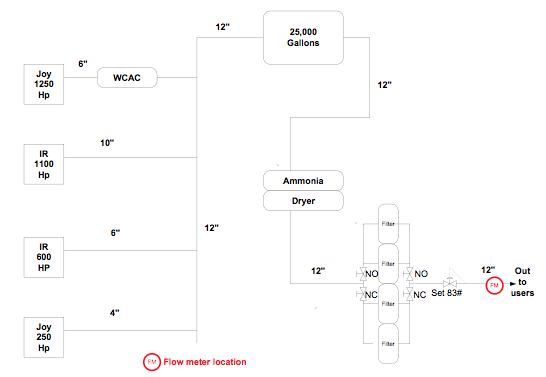
Compressed Air System One Line diagram
During the course of the audit, compressed air flow was directly measured (using a flow meter) at the outlet of the last compressed air filter in the 12” header. We also monitored compressor motor amperage on all operating compressors and common header pressure throughout the plant. This allowed us to measure the performance of the system in terms of Dynamic Efficiency (DE). Dynamic Efficiency is defined as scfm per kW. Dynamic Efficiency is a key indicator of system performance and is a readily and easily repeatable measurement. We use this audit measurement as a key benchmark to guarantee and measure improvement in system performance.
Below is a histogram representing the actually measured demand side flow data for a full production period of one week. This production period was chosen by plant personnel as a good representation of the yearly average production.
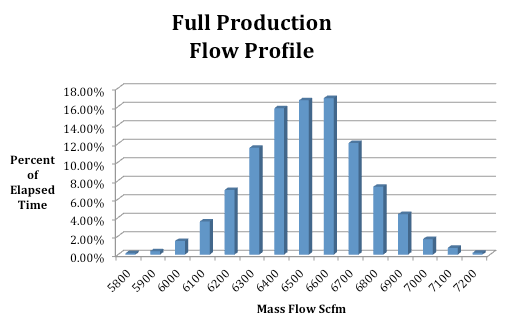
We directly measured the compressed air flow going out to the users (using a flow meter in the 12” header) at twelve-second intervals while continuously measuring the air compressor power in 12-second intervals for five days. We then compiled a frequency analysis of total system flow in 100 scfm increments.
In order to model the annual power required by the compressed air system, we measured both the flow out to the plant and the average amperage on each compressor over the course of the data collection period. We then extrapolate this data over a year. The annual cost-of-electricity calculations, for the compressed air system, were based upon an entire year of full production (6240 hours) and electricity cost of 5.08 cents per kWh.
The compressed air system at this plant has a relatively poor DE (dynamic efficiency) of 4.18 scfm/kW and week-day full production energy costs of \$490,070.
A Load-Sharing Compressor Control System
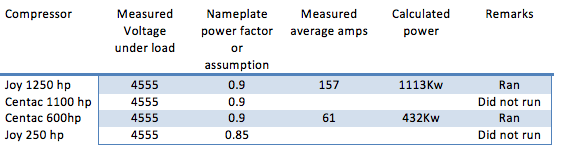
Compressor power management has a significant impact on the cost of operating the compressed air system. This system normally operates with all manually energized compressors operating against their individual onboard controls. This will usually be the 1250 hp Joy and the 600 hp Centac. The Joy runs fully loaded and the Centac operates in blow-off mode just above the surge line. This strategy insures maximum capacity is available whenever it is required automatically without operator intervention.
During weekend periods only one air compressor operates (usually the Joy 1250 hp) and it operates in turndown around 120 amps. Obviously in this condition there is no opportunity to save energy by load sharing since only one compressor operates and it is not blowing off. Note the DE is fairly good at 5.03 scfm/kW. Total annual energy consumption for the two modes of Full Production and Weekends is about \$604,000.
By introducing a master load-sharing compressor control system, two air compressors will be run in the most efficient manner possible – automatically. The proposed compressor control system will automatically and continuously closely match supply output with demand requirements under all load conditions, including future changes in production levels or compressed air utilization.
Included in the proposed load-sharing compressor control system are measuring instruments to help plant management monitor and manage the compressed air system in a persistent manner. Total system flow and power should be continuously measured and DE (dynamic efficiency) will be displayed on the HMI with the touch of one keystroke from the Main Menu screen. Instantaneous DE, average DE for the last 30 days, and DE since reset should be displayed. This will allow otherwise focused management the ability to quickly and accurately assess the performance of the system in real time continuously.
In this application, our analysis details the savings possible during the Full Production period by appropriately Load Sharing the 600 hp Centac and the Joy 1250 hp. We set the 600hp Centac just above blow off at 85% of Full Load and not blowing off. It will delivery approximately 2500 Scfm and consume about 433 kW for a DE (dynamic efficiency) of 5.77. The Joy 1250 hp will deliver the rest of the required compressed air flow while in turndown. The DE will increase to 4.98 Scfm/Kw and over 1,546,550 kWh/year will be saved during Full Production periods alone. The energy savings for this retrofit are \$78,565 per year.
Leak Management
We surveyed the entire plant with an Ultrasonic Detector over the course of two days and identified approximately 50 leaks that were tagged, documented, and lined up for correction by the responsible maintenance mechanics. We estimate each leak is on average approximately 5 scfm. At our efficiency rating of 4.18 scfm/kW this represents about 524,000 kWh/year in power. These leaks will be corrected very shortly and are estimated to be worth \$26,619 per year in purchased power. Between leaks and inappropriate uses we calculate about 680,000 Kwh in savings with an ROI of under one year.
Leak Management must become a Standard Operating Procedure at the facility. Leaks were estimated at about 20% of flow. This is typical for an existing plant with lots of motion and heat. We noted many normal leak modes including push-pull connectors, connections subjected to excessive heat and vibration (behind the safety fence) and many final connections to applications including unions, pipe clamps, and FRL’s.
We recommend the plant invest in an ultrasonic UE Systems Ultraprobe 3000 hand-held leak detector. These can be easily used by the average plant mechanic to quickly locate
the most easily correctable leaks. The individual must be given time for proper training (hours not days) and assigned the task and responsibility to take corrective action up to and including changes in plant standard operating procedures, material and methods.( i.e. compression fittings in lieu of pipe clamps and push pull connectors). Behind-the-safety-fence leaks account for much of the plant leak load. During planned maintenance outages, an effort should be made to find and correct these leaks. Common leak modes can be identified and corrected on a regular basis. For instance, use of pipe clamps on flex hose will always result in leaks. Good quality compression fittings such as used in hydraulic systems may cost more but will reduce leaking permanently. Consult with the local Swagelok or Parker Hannifin outlet.
This monthly shift task, with the ultrasonic leak detector, can ultimately achieve a reduction in leak-loss levels to 10% of compressed air flow. In this plant, this could be responsible for up to \$49,000 in yearly savings using our allocated cost model. The annual cost in manpower and parts is typically about ½ of this for a 6-month payback. This is a never-ending on-going effort. Total annual savings (and costs) can be expected to decline over time as the effectiveness of this practice improves.
6400 Scfm x ( .20-.10) x 1.23 \$/100Scfm x 6240 hr/yr =$49,103
A simple weighing of the cost and benefit here will show you the way. With the automatic and continuous compressor power management system in place, lower leak loads will translate directly to lower power consumption and cost.
An effective leak management program is wholly contingent on plant management recruiting, not drafting, a Plant Champion who is committed, challenged and resourced to take on this part-time job with a full-time commitment. He/she must be someone with the knowledge and concern to follow through on this long term objective. Through a series of leak detection surveys over 12-18 months, leak modes and defective practices can be identified and eliminated and real leak levels reduced. The important fact to remember is the slow incremental nature of the fix and the potential to become distracted by bigger fish and lose interest and management commitment. This is not a full time job but requires a full time commitment.
Allocated Costs for Compressed Air
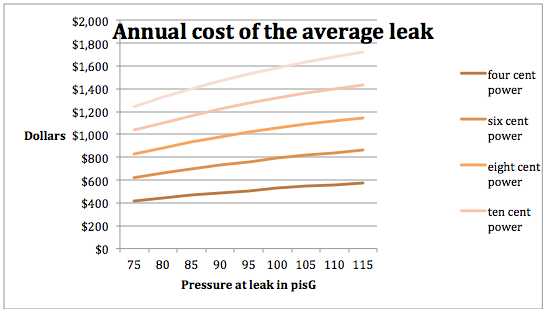
The allocated unit cost for compressed air at this factory is \$1.23 per hour of operation per 100 scfm of usage. This number is derived from the total cost of compressed air operations, the average demand side flow rate observed in the system during full production (6400 Scfm), and the total hours per year (6240). It is a useful number when comparing costs. This number is about average for a facility of this type and size in the United States and is partially explained by the comparatively low cost of energy at this plant.
The allocation of unit cost will allow plant management to estimate the financial impact of various management decisions including the operating cost associated with new equipment and the efficacy of better (more) intense maintenance practices. Caution: It is not the marginal cost of the next 100 scfm of use nor the savings derived from the last 100 scfm of use eliminated.
Condensate Drainage Practices
In order to provide cleaner and dryer air to the plant, efforts must be made to eliminate condensate from the saturated compressed air leaving the after-coolers, dryer and filters. The best way to accomplish this is through the use of a high quality, low maintenance, automatic trap that eliminates condensate only and not compressed air. Currently, there are Zero loss traps in use in the plant. This trap will give you a long period of service before requiring cleaning or replacement. They are not, however, maintenance free. We recommend all operating traps be tested daily and only when replacement is necessary they be replaced with an On Demand trap.
Every drain installation must include a manual bypass arrangement and ability to visually inspect the effluent ( i.e. do not hard pipe into sanitary sewer).
All after-coolers require continuous automatic purging of condensate. A typical 200 hp after cooler will remove over a gallon of condensate per hour in summer conditions. We recommend on demand reservoir drains for every after-cooler.
All drains will require cleaning and de-fouling. Identifying this need is the purpose of a daily or shift operational check. We recommend spare traps, cleaned and ready to go, be maintained for immediate redeployment. We also recommend all drains be piped such that their operation can be visually confirmed during maintenance rounds. A manual bypass arrangement will allow the operator to confirm operation of each automatic trap.
Here is the complete inventory of automatic drain locations. Two traps need to be cleaned and have the valves reseated.
Summary:
The compressed air system at this factory is not operating near peak performance. In fact, it runs at a combined efficiency of about 4.18 scfm/kW during full production periods. The total existing annual energy cost of the compressed air system is \$604,000.
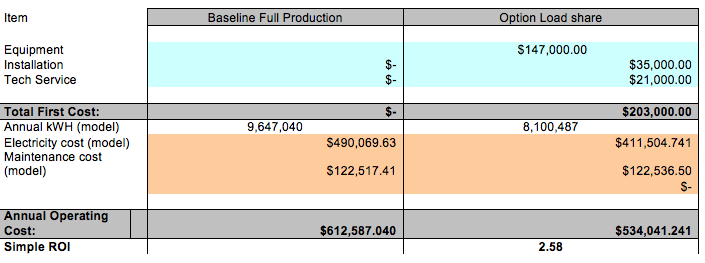
The solutions recommended in the audit can boost this efficiency to 5.0 scfm/kW and save up to \$113,154 in annual energy costs.
The total cost to implement these solutions is estimated at about \$220,000. This provides a very attractive simple payback of about one year when factoring in an expected utility rebate of approximately \$123,000 based upon savings of over 1,500,000 kWh.
Below is a summary of the savings recommendations contained in this report:
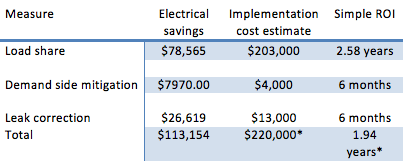
*ROI expected to be improved to 1 year by \$123,000 utility rebate.
Prioritized Action Plan
This is a step-by-step action plan to implement the recommended changes:
- Apply for and gain approval for the Utility Rebate. This is \$123,000 and will pay down the investment toward a very attractive one year simple ROI.
- Fix documented leaks, including two leaking condensate traps in compressors room.
- Mitigate open-blowing applications listed.
- Institute daily operational checks on all automatic drainage points and after-cooler discharge temperatures. Keep records to spot over-heating trends and clean spare traps for immediate redeployment.
- Implement load-sharing compressor control system. Add flow, power and DE calculations. Any mal-adjustments will be immediately indicated on the controller, one push-button from the main screen. Instantaneous DE, last 30 days, and since reset will be calculated and displayed. All this open protocol information can also be uploaded in real time to a plant network if desired and available.
- Implement a leak management process to further reduce operating costs. Consider your recruits, select well, and delegate responsibility with authority.
For more information contact James G. McAuley P.E., tel: 832-563-6395, www.JimMcAuley.com.
To read more System Assessment articles, visit www.airbestpractices.com/system-assessments.



