We all hear it time and time again, leakage reduction is one of the first things we can do to reduce compressed air system electrical costs. Yet almost every industrial compressed air system assessment finds high levels of leakage, and too often plant maintenance staff are fully aware they have a problem but fail to act.
This condition is so very common it results in millions of dollars of wasted power all across the world. This article discusses leak assessments and the barriers to effective leak management. Some best practices will be discussed as suggested tips to help you get the most of your leakage reduction efforts, should you choose to act.
Leakage Levels of 80% Not Uncommon
Many years ago, detailed studies of hundreds of industrial sites were done by the U.S. Department of Energy and it found that only 50% of all the compressed air produced in the average plant is used wisely. The other 50% is consumed through higher airflow caused by high pressure (called artificial demand), lost through inappropriate use, and wasted by general leakage. The average leakage level was found to be between 20 and 30 percent of the total. (Source: https://www.compressedairchallenge.org/.) Experienced leak auditors will tell you some plants waste far more than average, with leakage levels of over 80% not uncommon.
Typically, plants with very large compressed air systems, ones that might be oversized for the current production levels, have less worry about large leakage levels because they have more capacity to waste. For this type of plant, levels of 40 to 50 percent or higher will not usually affect the compressed air system pressure at all, because they have lots of spare capacity.
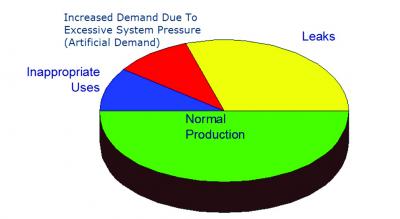
Leakage accounts for between 20 and 30 percent of the total compressed air demand in an average plant. Experienced auditors report levels of up to 80% in some poorly performing plants. Image source: Compressed Air Challenge.
It is very common to see industrial plants with extremely tight maintenance budgets and a shortage of maintenance staff. As a result, routine maintenance falls by the wayside and only priority breakdown maintenance is done. Leakage management becomes a lower priority because the wasted compressed airflow typically does not cause any immediate problem unless it becomes extreme. Many times, there is no regularly scheduled leakage management program programmed into the plant work management system. And often the employees responsible for any leakage repair have little or no awareness of the high cost of the compressed air waste, nor are they aware of the changes to this airflow month-to-month.
The Cost of Leakage
Compressed air is a very costly way to transmit energy to industrial machines and processes. It usually takes between seven and eight horsepower (hp) of input energy to produce one hp of work at the end use. This high cost also makes it very costly to waste compressed air. For a compressed air system running at its peak efficiency, 24 hours/day, seven days a week, consuming electricity worth 10 cents per kilowatt hour, even a leak sized at 1/16th of an inch, which is a hole smaller than the head of a match, will consume over \$1,000 worth of electricity per year.
This cost becomes even greater if the system pressure is jacked up to overcome system pressure loss, or to compensate for transient low-pressure events. It can be seen in Figure 1 that the flow of compressed air increases as higher pressure is applied to a constant sized leak. The relationship is about 1% more airflow for every one psi in higher pressure. If the air compressor discharge pressure is increased at the same time, the power consumed by the air compressor per unit of compressed air output also goes up by 1% for every 2 psi in pressure increase.
The costs shown in Figure 1 are for a compressed air system running at 18.4 kW per 100 cfm, which is below average for a typical compressed air system. Often the system air compressors will be running above 25 kW per 100 cfm due to poor air compressor control mode choices, which significantly increases the cost of leakage shown in the table.
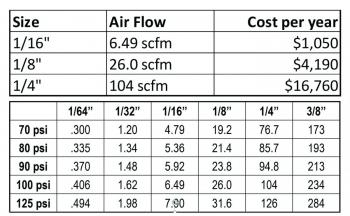
Figure 1: At 8,760 hours per year and 10 cents per kW an efficiently operated compressed air system will consume the airflow and cost listed in the upper table while running at 100 psi. The bottom table shows the effect of increased pressure on leakage airflow.
Poor control might limit the savings achieved by leak reduction efforts due to poor system power turndown characteristics. Figure 2 shows the problem: If a compressed air system is operating on Curve No. 1 or Curve No. 2, the power reduction as the airflow reduced is limited to only about 3% for every 10% reduction in leakage airflow. Best practice would be to have a system control characteristic very near Curve No. 4, which is near a 1:1 ratio of power reduction for reduction in airflow.
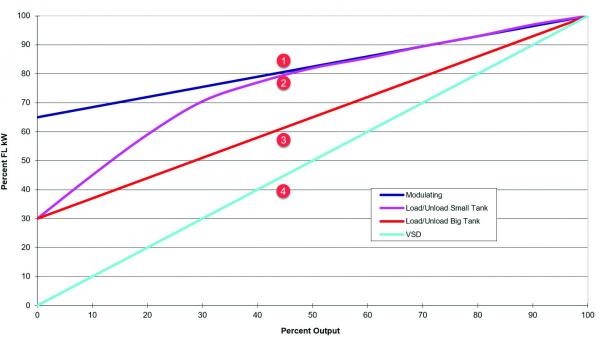
Figure 2: Air compressor control mode choice often limits the savings that can be gained from leakage repair efforts. If system air compressors run on Curve No. 1 or Curve No. 2, they gain only about 3% savings for every 10% leakage airflow reduction. Best practice would be to improve system control to run near Curve No. 4.
Challenges Preventing Leakage Repairs
When asked if he had repaired any of the 170 leaks detected in a recent assessment, one client answered this way, “No, not even one…. Problems in scheduling work, overloaded people, and overspent budget money all prevented any action. And the question came up, ‘Does it cost more money to fix it than it is worth?’ This was hard for me to answer.”
A leak detection and repair service provider said this about typical plant repair efforts, “Don’t get me started about leak repairs! We’ve had some spectacular success…because we took responsibility for the leakage survey. We’ve also had some spectacular failures. By far the biggest issue is that there is almost never any money allocated to the end-user maintenance budgets for leakage surveys or repairs. And if assessments are done, the repairs will always be much more costly than the leakage survey, but with no allocated budget there will be few or no repairs done.”
Too often when a leak auditor shows the client their leakage detection equipment the maintenance staff will root in their tool cabinet to find a dusty, top-of-the-line leak detector, purchased years ago, but sitting unused in its storage case. The staff will cite lack of training, instrument complexity, and a shortage of time for reasons why they never use this expensive equipment.
Obviously, getting leakage repaired after the detection effort is done is extremely challenging and sometimes frustrating in today’s economy. But, where many plants fail, others do extremely well in managing their leakage levels. The latter plants are the ones using best practices.
Pressure Drop and Leaks: Repairing Regulators/Filters on Production Equipment - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Four Best Practices Leakage Assessment Steps
In conducting leak assessments four important steps come up when researching the practices of the best performing industrial plants. These are:
- Baseline and monitor: The best plants keep track of their leaks with flow meters and are able to identify where they are at and how much they have saved each time they do their leakage assessments.
- Proper tools for the job: Top-performing plants have an excellent set of ultrasonic detection tools at their disposal, with available staff trained on the use of the devices. There is a wide range of available leak detectors out on the market, from basic small budget units costing less than \$500 to top-of- the-line units costing over \$10,000. For compressed air leakage auditing it is usually best to use simplified leak detectors of mid-range cost. Very complex detectors designed for other ultrasonic work are often so complex they defend themselves from use, therefore staff with rarely want to place these into service.
- Detect, document and fix: Best-practice plants have a simple set of procedures in place where leaks are detected and tagged with brightly colored identification. The leaks are all documented and recorded in a database with accompanying photographs so the location can be easily found again and the required parts for repair procured. Staff are all trained on the cost of leakage and the use of leakage detection equipment. The database will provide an ongoing record of the trouble locations and the financial savings, which is available for staff and management. In all cases, a successful program requires someone to take responsibility for the follow-up of the leakage repair.
- Verification: Excellent leakage reduction programs ensure the results of the leakage repair is captured by some sort of easy to use monitoring system, with real savings calculated. This can go a long way in proving to management the benefits of spending the staff time in repairing the leaks. The monitoring systems can also serve as a catalyst to further efforts. If the plant leakage level is regularly monitored, and a significant change is detected, emergency detection and repair efforts can be initiated.
Addressing Leaks: Best Practices Examples
There are a number of superior compressed air leakage management programs running in plants that can be used as examples to follow for success, some of these have already been written about.
A past article published in Compressed Air Best Practices Magazine, entitled “Compressed Air Training; It’s a Gold Mine!” showed the benefits in training plant staff about the high cost of compressed air and what to do about it. (The article is available at www.airbestpractices.com/system-assessments/leaks/compressed-air-training-it’s-gold-mine.) In the article Andrew Cooper, the plant site’s award-winning Energy Manager, describes how he trains each and every employee about the efficiency of compressed air and how they can help reduce system waste. His plant maintains a leakage tag board that assists in identifying individual leaks for not only the compressed air, but also other utilities such as steam and water.
With a large group of trained employees Andrew now has hundreds of partners to help him find and detect costly system waste. Andrew has had many of the key staff attend the Compressed Air Challenge’s (CAC) Fundamentals and Advanced Compressed Air Systems trainings. Recently CAC has developed a new, one-hour awareness training session called “Compressed Air: It Isn’t Free,” that can be self-administered and delivered by plant staff. This is something all plants should consider delivering to their production line staff.
As another example, a very good compressed air maintenance program is being delivered by Monarch Industries in Winnipeg, Canada. This company is one where plant management holds a keen interest in reducing compressed air costs. They offer some important key points to their success:
- Monthly auto-generated work order to audit the facility (using ultrasonic leak detection equipment).
- Identify leak locations with red tags and assign responsibility to repair.
- Supply lines to all equipment distribution points are hard-plumbed with shutoff valves to prevent main supply leaks.
- Machine operators are encouraged to report leaks.
- Elimination of quick couplers where possible (crimp fittings only).
- Elimination all ratchet-type hose clamps.
- Better quality airline/hose utilized.
- Remove leaking air tools and blow guns from service for repair/replacement (spares in stock).
- Regularly reinforce awareness and importance with maintenance staff.
To add to this list, a manager said, “And most importantly, I express extreme displeasure when leaks are not dealt with as soon as detected. Most are simple fixes and there is no excuse to ignore them. I expect our total facility leakage at any given time to be no greater than 50 cfm. I occasionally verify this when I am in the building during off hours.”
As the manager points out, dealing with leaks is likely the most important element of a leak management program. It shows management is very involved in reducing the waste due to leakage, and this attention drives corrective action.
One very experienced compressed air auditor, Chris Beals, owner of Air System Management, Inc., put it this way when asked about getting superior results from his leak assessment efforts, “When I do my audits, I always insist on having at least one employee with me with tools and supplies. Many times, when we find a leak, we can fix it right away. This saves everyone both time and money.”
Chris hits on a key important point; in achieving successful leakage reduction, the contribution of the plant staff in reducing leaks is very valuable. Chris uses his wealth of experience to help plant staff find even well-hidden leaks, and also finds a large number of inappropriate uses. His experience guides the customer to quickly and efficiently reduce the contributing leakage flow. He, rightly so, is not content with simply finding the leaks and leaving them for the production staff to ignore. Many of the best leakage management programs have a good set of well trained and motivated staff who can immediately repair problem areas and will always arrange for more complex repairs to be entered into the plant work order system.
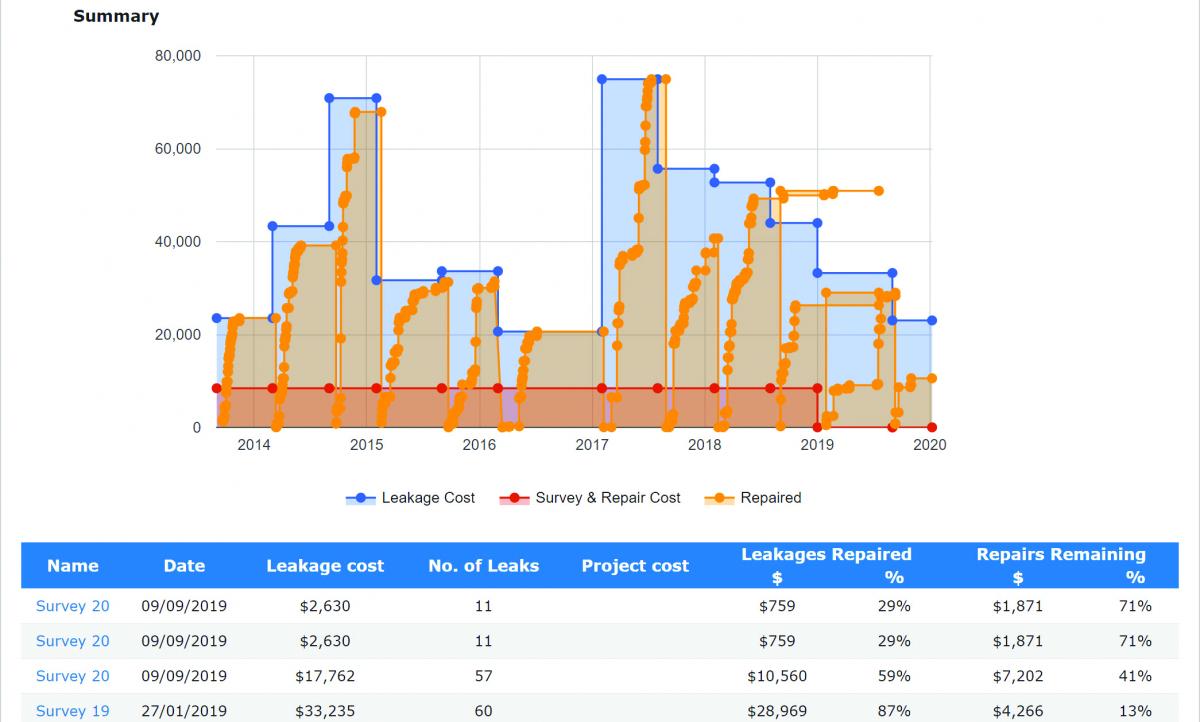
Shown are the results of 20 different leak assessment and repair efforts over the past seven years at one plant. In all cases the value of the leaks found always exceeded the cost of doing the assessment. Image source: Basil V. R. Greatrex. Click here to enlarge.
Additional Tips to Maximize Leak Reduction
Additional things that can be done to maximize leakage reduction efforts:
- Make sure your air compressors have good power turndown.
- Lower the pressure (double savings in reducing airflow and air compressor power).
- Turn your system off at night and on weekends when not needed.
- Fix the biggest leaks first.
- Continuously monitor leakage levels.
- Make sure found leaks get repaired using a maintenance work order system.
- Track the savings and report regularly.
Getting Help: Wide Range of Available Resources Available
You may feel you need some assistance with your leakage problem. Here are some suggested sources:
- Compressed air service providers: Many compressed air vendors can offer leakage detection services as well as efficiency monitoring.
- Monitoring and control system vendors: There are new compressed air monitoring devices and services available that can help you track your leakage levels and verify the results of your efforts. Most are offered on a permanent basis as a subscription service.
- Leak detection equipment manufacturers: There are many newly developed ultrasonic leak detectors available. Some of these instruments have detectors, cameras and data tracking databases all-in-one to make your tasks much easier. Some even work coupled to a smartphone. Many of these companies also have software and smartphone apps available for you to keep track of your leaks and measure your progress.
- Independent auditors: There are a few independent system auditors available to provide advice that is unbiased, because they don’t sell specific compressed air equipment.
- Power utilities, which offer a variety of services:
- Incentive programs: Some utilities have financial incentives to help you with your efficiency efforts if it involves spending funds to do the work.
- Equipment lending: A few companies have services loaning out leak detectors for your use.
- Energy manager programs: Some utilities have energy manager programs where the wages of a technical support person can be supported by special grant. One of the duties of this manager could be leakage program management.
- Compressed Air Challenge (CAC): There are compressed air awareness training sessions going on across North America every month. Check out the CAC website calendar for more details: www.compressedairchallenge.org. The newly developed “Compressed Air: It’s Not Free!” training session can be run in any plant by your own staff at reasonable cost and with limited time expenditure.
Protect Well-deserved Profits
In summary we know that compressed air is an expensive utility to waste. Most compressed air systems have a significant number of leaks that reduce system efficiency and increase costs. High system pressure and poor air compressor efficiency can further increase the electrical bill.
Key to managing system waste is to do regular compressed air leakage assessments. Capturing a baseline, carefully finding and documenting leaks, and ensuring they are quickly repaired is an important part of plant maintenance. Verifying the savings gained through your efforts can inform management their money is well spent.
It is important to have strong management support for your programs and a budget to support leakage reduction efforts. Training and awareness is a very important part of a successful program as well as the partnering with plant personnel. Continuous monitoring of your compressed air system airflow can go a long way in keeping the leakage levels low and alerting staff of any unforeseen problems that might rob you of your well-deserved profits.
For more information about this article, contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read similar compressed air system leaks articles, please visit www.airbestpractices.com/system-assessments/leaks.



