Compressed air has moved to higher visibility in the energy conservation field, and the buzzwords abound: “the fourth utility” — “your most expensive utility” — “eight times more expensive than electricity” — “a quarter-inch leak costs \$9,000 in wasted energy.” This greater awareness has also produced compressed air auditors that are springing up like summer dandelions. With audits available from many sources, it is important to understand what plant operations, engineers and maintenance managers should expect from a complete audit — or more aptly — a complete air system review.
Begin with the Basics
Compressed air system reviews incur costs in the mid to high four figures or low five figures. However, paybacks are often measured in months — not years. These reviews allow development of longer term follow-up opportunities that continue to reduce the operating cost. Some plants recorded reductions up to 80 percent.
Although many companies look at energy expense as a variable cost, in reality, the production energy costs saved with a well-managed and well-controlled compressed air system represent a reduction in fixed costs. The reason is that as the electrical usage goes down, production stays the same or even increases.
A \$100,000 energy reduction will have the same net income effect as \$2,000,000 in sales at a net 5 percent margin.
Expect an effective plant air system survey or audit to reduce air demand and power costs from 25 to 50 percent almost immediately. Below are some frequently asked questions and issues about what drives energy costs in compressed air systems found during a survey:
- Is it leaks?
- Running excessive pressure?
- Lack of air-saving devices like venturi nozzles, air curtains, and the like?
- Producing high-pressure air only to use it at low pressure?
- Poor selection of primary air supply?
- Poor selection or application of compressor controls?
- Poor selection or application of filters, dryers, connectors, and regulators?
- Poor air receiver placement?
- Incorrect piping?
- Poor selection of compressed air to do the job compared to an alternate energy source?
- How can you compare relative costs if you don’t know the cost of compressed air?
- Or, all of the above?
The truth is that it is always “all of the above,” plus others.
The survey must provide a quality overview of the compressed air system at a cost commensurate with the system size, complexity, and potential recovery. The survey should generate both short- and long-term plans to establish basic control and management of the air system.
Focus on what is needed to pull together the interrelated parts of the system, and allow the user to understand the “basics” of these parts and their relationship. Create a general guide you can follow to continue to increase the efficiency of the system. Identify specific programs and actions to be implemented with estimated costs and payback. Develop a full sustainability program to include basic plans for expansion if required.
Certainly, this minimum effort should not be expected to produce the ultimate payback associated with more complete and detailed system analysis and training. The initial audit should lead to additional follow-up programs, or even to completely controlled and fully managed compressed air systems. The well-thought-out, simple audit has its place. It can generate significant savings, a success that should lead the user to more in-depth programs in the future press for efficiency and returns. Audits that do not contain this should be deemed unacceptable.
Assessing the System from the Supply Side
Evaluate the suitability of the existing air compressors as to the application and the general apparent performance and condition (without disassembly or mechanical work). The report should address the efficiency ratings, suitability of unloading controls, and capacity for translating lower air demand into lower power cost. If required, get the facts about the potential for modification, including: the capability for system sequencing; the installation and support systems, like cooling water and ventilation; and general advice on alternate types of equipment and controls that may be more preferable or more power efficient.
Also, expect an evaluation of the compressed air treatment equipment. This includes: installation, general apparent conditions, and performance; the suitability for application; and the general effect on efficiency and energy costs, along with effect on production and quality issues. Specifically, look for data on the following:
- For the aftercooler, you want to know about the effectiveness it has for delivering 100°F in the hottest ambient temperature. If not, then determine the possibility of using auxiliary coolers at the dryer inlet. You’ll also want a critique of the installation geometry to the dryer.
- Be sure the dryers and filters are suitable for the application with respect to sizing, efficiency, pressure drop, and the controls. Learn about possible modifications that would improve performance and efficiency. Are the auto drains applied correctly, as well as sized properly? Is the sizing and installation correct to meet the most extreme ambient temperature?
- The supply-side piping between the compressor and the system storage vessel should be evaluated for suitability, efficiency, and pressure drop. Finally, the placement of the air receiver should be consistent with good practices for control, storing dry air, and its ability to function with appropriate storage to offset capacity control response lag.
- It is vital that the operating control band for the compressor capacity controls includes the primary dry air storage for the production area to ensure the control is operating in relation to actual production and not in relation to false signals from internal piping and other pressure spikes.
An effective review or audit will evaluate all the compressed air generation, treatment and air distribution to the production area. It does not have to recommend new equipment but should identify any operating energy cost benefits currently available, and/or generic alternates for future considerations.
Any recommendations should reference the impact on productivity and quality. Are the unloading controls capable of translating lower demand for airflow into lower electrical usage? This is a most critical issue, and the capabilities depend on things like the type of compressor, type of control, condition of the equipment, the piping, and storage capacity.
Proper Auditing Reveals Significant Savings
Once the supply side is reviewed and modified as required to achieve controlled and monitored operation for continued sustainability, performance should remain optimum unless improper changes are made.
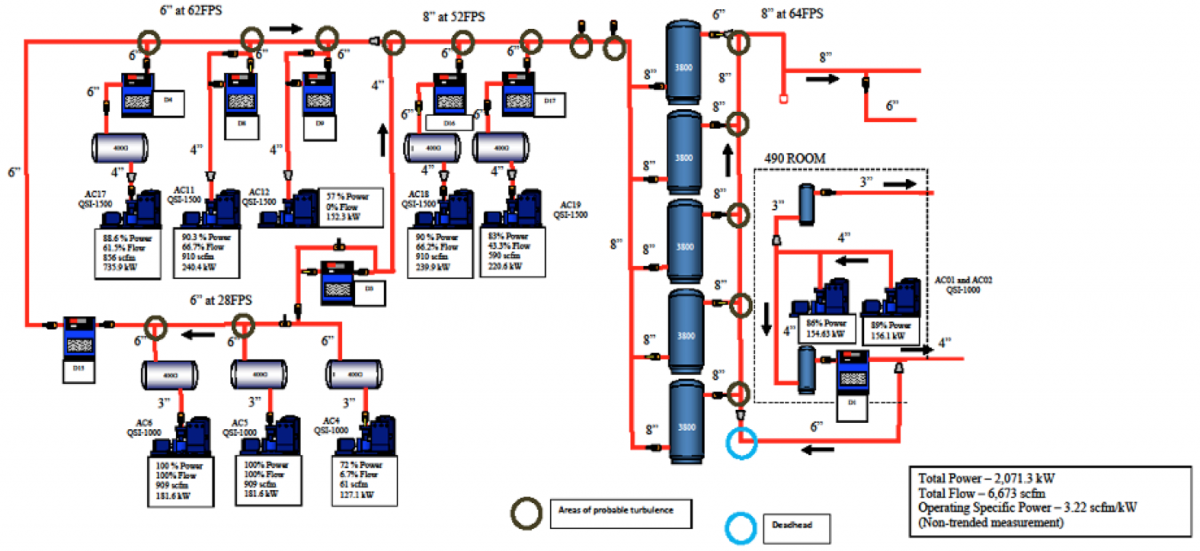
As an example, a Midwestern plant had twenty-two 300-hp, lubricant-cooled, rotary screw compressors all running simultaneously (Figure 1). A previous audit had them all at full load and recommended three additional units. Plant personnel also felt all the units were at or near full load, and additional units would be required.
A second professional system analysis revealed that several units were actually at no load, and all the other units at part load (Figure 2). Reconfiguration of the piping allowed the plant to deliver the same airflow at the same pressure with only 11 units. This resulted in annualized energy savings of \$800,000/year with 6 months simple payback.
Figure 1: Current System
Click here to enlarge
Figure 2: Proposed and Modified System

Click here to enlarge
The additional maintenance savings were also significant. Imagine the difference in fixed maintenance costs between 11 operating 300-hp rotary screw compressors and 22!
Supply-Side Summary
What are the key points we look for and their potential magnitude of savings? For supply management, the issues are these:
- Different types of compressors and basic performance can vary from 5 to 10 percent at full load. This can affect the power bill by 5 to 10 percent with conventional motors and controllers. General acceptable installation configuration includes intake and discharge piping.
- Types of unloading controls and their ability to translate reduced demand into a lower power draw can vary the savings from 10 to 70 percent in the unloaded condition and affect the power cost by up to 50 percent with conventional motors and controllers.
- Motor efficiency and basic performance characteristics of the main driver are important. Is it possible to install an effective variable speed drive (VSD)? If so, the potential part-load savings could run between 5 and 25 percent, but more than one VSD is rarely required. VSD drives may not deliver a significant energy reduction with oil-free rotary screws.
- Dryers, filters and each 1 psig of lost pressure may represent 1/2 percent of wasted power if the compressor has to run at a higher discharge pressure. Each auto drain has the potential to waste from \$300 to \$1,000 per year. Too much pressure drop will also impact the available effective storage and capacity control performance.
Analyzing the Demand-Side of a Compressed Air System
The demand side is another case altogether. Identifying and implementing energy-saving projects are always very significant. Continuous and diligent monitoring and review is essential to retain sustainability.
The actual projects will ultimately dwarf the supply-side savings over time. Many of the generic areas for energy savings continue to create new significant opportunities in the future as technology (particularly electronic) continues to improve. Many processes, such as blow-off efficiency, air-driven vacuum generators, cabinet cooling, and diaphragm pump controls, continue to evolve with new energy-saving designs and controls. All processes should be reviewed every two to three years.
Demand-Side Management / Waste Management
We often classify waste management and demand-side management as separate sectors, but they are, in reality, two parts of the same entity. Together they generate the air usage for which the compressors supply air. You should look at waste management separately, because it is obvious yet often ignored.
Everyone always jumps immediately to leaks, and they should and must be addressed. It takes proper equipment in the hands of trained personnel accurately evaluating leak size and measured system performance to identify the true recovery value in electric energy dollars for their repair and elimination. For example, a 1/4-inch air leak could be equal to the cost equivalent of operating about 286 light bulbs at 60 watts each.
Implementing a Leak Inspection Program
A continuing, economical program must be in place to effectively conserve air and manage leaks in the plant. Generally speaking, the most effective programs are those involving the production supervisors and operators working with the maintenance personnel in a positive manner. Most leak surveys identify leak rates as high as 20 to 35 percent of the total airflow. This produces a minimum impact of 10 to 20 percent on the power bill.
Consider these suggestions:
- Set up a continuing leak inspection program by maintenance personnel so that each sector of the plant is inspected once every four to six weeks. Identify and repair leaks. Keep a record of these findings and the results. The leak can be quantified and measured to estimate flow and assign a measurable cost value to it.
- Install a program that positively motivates production personnel (particularly the operators and supervisors) to identify and repair leaks. Establish and monitor continuing air conservation programs.
- Monitor airflow to each responsible sector (perhaps use of a recording or non-recording flow meters), and identify the air usage as a measurable part of the operating expense of that area. Too often the production supervisors closest to the problems are not held accountable for compressed air energy costs.
- This usually works best when combined with effective in-house training and awareness program for those involved. Leak detection and repair programs provide greater energy savings at substantially lower costs than any other procedure.
- Walk through and evaluate the compressed air distribution system. Review and identify air using tools and processes. Most importantly, talk to the operating and maintenance personnel to identify the opportunities for waste management and demand-side management.
Operate at the Lowest Effective Pressure
This is one of the most overlooked areas of opportunity in managing the cost of a compressed air system. Identify areas in the plant and the lowest possible pressure at which they can operate with optimum production.
Identify areas in the systems that are running off unregulated air with resultant “pressure spikes.” Realize that the actual volumetric airflow is directly proportional to inlet pressure on any fixed demand. Extra pressure means extra airflow with no commensurate increase in production. Excess pressure of too many processes (air tools, air-driven vacuum generators, etc.) can have a negative impact on production and quality.
Identify areas of wasted, but controllable, compressed air power in the air distribution system — particularly areas of excessive pressure loss in the system or the final user.
- Develop methods to measure the airflow delivered to various departments and areas of usage for follow-up programs.
- Identify the minimum optimum flow and pressure required to perform each job. Find ways to use flow control regulators, storage air receivers, intermediate controllers, and so forth.
- Look for unregulated air usage. Holding a regulated, steady, minimum effective pressure uses the least possible air, and the steady, predictable pressure enhances productivity and quality of almost any process.
- Review blow-off procedures and consider the use of air-saving devices, such as Venturi air amplifier nozzles, Venturi air curtains, and Vortex cooling tubes in place of open tube compressed air cooling.
- Look for areas of usage or event demands that may need their own storage area, and then use intermediate flow controllers to convert short-term high rate of flow to the low average flow.
- Review all piping configurations for possible use of directional connections in lieu of tees if there are converging airflows, completion of the loop system, possible flow chokes, and the like.
- Review location and effectiveness of all isolation valves. Check plant operating procedures to be sure these valves are closed except during production periods of their area or machine. This can be done automatically and/or controlled remotely.
- Review areas of higher pressure demand than most of the system that can be satisfied by such things as a satellite smaller unit, a small hydraulic booster system, a pneumatic booster, and so forth, and will allow overall production air pressure reduction.
What to Expect from an Effective Compressed Air Audit
Air systems have a supply side and a demand side. For optimum performance, we want the supply-side compressors to produce and store air at the highest necessary pressure. On the demand side, we want to run at the lowest effective pressure at each process. A good compressed air management program looks at the entire system. It recognizes interconnectivity to optimize compressed air energy cost to the corresponding productivity. Any program that does not deal with these areas on a continuing basis will not be effective nor have any permanent positive effects.
One of the most important components of any compressed air program is employee education and awareness. Every employee, from management to machine operators, should be made aware of the costs of air usage and waste. Company newsletters should include a column on air use. Employees should be encouraged to report air leaks. Machine operators must remember to turn off the air supply to idled equipment and to report any air-related problems.
Employee recognition is essential. Appreciation of those employees who have contributed to air loss prevention will go a long way to encourage others to participate. This can come from mention in a newsletter, a public announcement, or even by a plaque or notice on the company bulletin board.
Compressed air is not free, but it can be less expensive and more reliable with a proper systems analysis review and management program. Learning to manage and maintain your compressed air system now will save you time and money in the future.
For more information, contact Don van Ormer, Air Power USA or visit www.airpowerusainc.com.
To read more about System Assessments, please visit www.airbestpractices.com/system-assessments.



