There are many ways to use storage in a compressed air system to improve the performance and repeatability of production equipment. No one method is a total solution. Some industry professionals will tell you that storage is not required for certain types of compressors. The system, however, can not afford the impact on either performance or operating costs. The alternative to applying storage is to operate at higher pressures with more power all of the time in order to support critical applications and the peak air demand experienced in the system. There are six basic areas where storage should be properly engineered and applied in the system. These are:
- Dedicated storage to improve the speed, thrust, or torque of an application.
- Dedicated storage to protect a critical application from pressure fluctuations.
- Dedicated storage to meter a high rate of flow application into the system.
- General or overhead storage to support applications during the transmission time to the supply side and to create transparency between applications.
- Control storage to support events in the system within an allowable pressure drop.
- Off line, higher pressure air stored to support large system events and reduce peak electrical demand.
There are a few fundamental principles which must be discussed to understand when and how to apply storage in the system. First, the article pressure in a system is the terminating pressure at the actual inlet connection to the device. It is not at the regulator or the header, so when someone says they have to have 90 psig for a particular device, it is very important to know where they are monitoring that pressure. This appears to be a small distinction but it makes a huge difference in what is required to support the article. Second, the purpose of the system is to deliver the required mass of air to the article within the required time. Compressed air travels at a limited velocity inside the system determined by the pressure differential that exists. At 1 psid, this velocity is approximately 250 feet/second which means if the compressors are more than 250 feet away, they won't see an event which is less than 1 second duration until after it is complete. If you forget to consider time, the value of these storage concepts will be very difficult to grasp. Third, the primary formula for applying useful storage or capacitance is the capacity to store times the allowable pressure drop. For example, if I have a 660 gallon tank and I can afford to allow the pressure to drop 10 psi then the useful storage is calculated as: (660 gallons / 7.48 gallons/cubic foot) / 14.5 psia = 6.07sscf / psi x 10 psi = 60.7 scf of usable stored air. With these principles in mind, let's take a look at each of the six areas where we can apply storage and discuss the benefits of each case.
Application #1. Dedicated storage to improve the speed, thrust, or torque of an application.
There are many pneumatic applications which actuate faster than a regulator can react. The result is a drop in article pressure which reduces the speed at which the required mass of air can be delivered. When someone speaks of this type of application requiring a certain pressure to work properly, they are usually referring to the starting pressure not the terminating pressure. The terminating pressure, however, is the final article pressure and is the actual pressure supporting the application. With actuation speeds of less than 1 second, virtually all of the mass required for the article will come from storage. With longer actuation cycles, the mass from storage will control the pressure drop while flow is established across the regulator to support the application. Controlling the amount of pressure drop will improve the repeatability of the application as well as the speed, thrust, or torque, as applicable. The alternative to applying storage or capacitance is to increase the terminating article pressure by cranking the regulator open to increase the starting pressure. If the performance is still unacceptable, then the system pressure is increased. Either solution increases the available mass but increasing the pressure has significant operating costs penalties and will increase the amount of the article pressure fluctuation. Applying storage reduces the pressure fluctuation and will allow you to reduce the header pressure if you are working on those applications which are dictating the operating pressure for the system. Remember, this is one of our fundamental principles: you can increase the capacity to store or you can increase the useful pressure differential. The additional capacitance should be located down stream of the regulator as depicted in DIAGRAM #1. The required storage can be calculated by using a variation of the primary formula:
(the size of the event in cubic ft) X (atmospheric pressure) / (the allowable pressure drop) = (required storage in cubic ft) X (7.48 scf/gal) = (required storage in gallons)
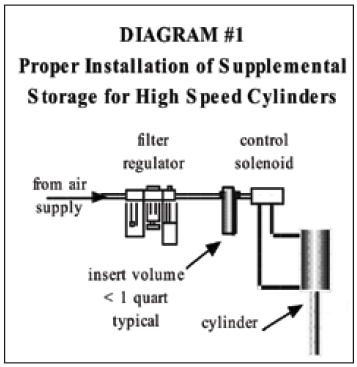
For example, the volume of storage required to control the pressure drop of a 0.01 scf use to 5 psi would be calculated as 0.01 scf x 14.5 psia / 5 psi = .029 scf or .22 gallons. This would be typical of small, high speed air cylinders in packaging or assembly applications.
Application #2. Dedicated storage to protect a critical application from pressure fluctuations.
Another type of a pneumatic application which can cause high system pressures is a critical application that must be protected from fluctuations in header pressure. Often, this type of application requires relatively low pressure, such as 60 psig, but the entire system pressure will be elevated to 95 or 100 psig to insure that the critical use pressure will remain above the minimum pressure experienced in the header. A better solution would be to increase the capacity to store locally and dedicate the additional volume to the critical application with a check valve. For example, the diaphragm actuator on a fail-closed valve might require 1 cubic foot of air at 60 psig. Using the primary formula, the storage volume required to control the pressure drop to 2 psi would be:
(1 scf x 14.5 psia / 2 psi) = 7.25 scf x 7.48 gal/scf = 54.3 gallons per actuation
The tank should be located upstream of the regulator and checked from the system as depicted in DIAGRAM #2. This arrangement will prevent transient system problems from impacting the availability of the required air for the application. In this example, the header pressure could be dropped to 72 psig which allows 10 psid across the FRL and still provides the required mass and pressure for the actuator.
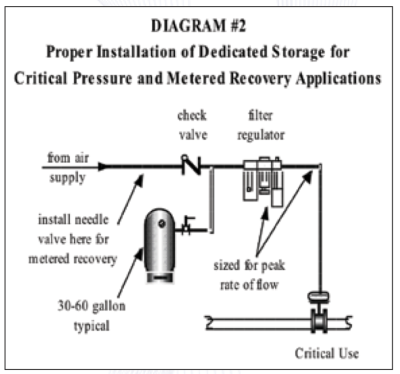
Application #3. Dedicated storage to meter a high rate of flow application into the system.
A variation on this use of storage is to protect the entire system from an intermittent application which causes header pressure fluctuations when it actuates. In this case, the storage volume is calculated and installed in the same manner as for protecting a critical application but a needle valve is installed along with the check valve. Upon actuation, the receiver provides the mass of air required. The needle valve is adjusted to control the rate of recovery of the receiver pressure which creates a more constant and lower rate of flow to the system. For this application to work well, the recovery time must be equal to or greater than the actuation time. The receiver pressure need only recover before the next actuation so the use volume can be spread out over the entire cycle time. For example, reverse pulse baghouses pulse on solenoids with open times less than 0.25 seconds. While the total volume of air required will only be approximately 2 cubic feet, the rate of flow created is 480 scfm (2 scf x 60 sec / 0.25 sec). This high rate of flow will cause the header pressure to drop with each pulse and could cause more critical users in the vicinity to require a higher pressure than otherwise necessary. The pulse occurs every few minutes so the recovery of the receiver pressure can be metered in easily over 15 seconds which will reduce the rate of flow to 8 scfm (2 scf x 60 sec / 15 sec). This significantly reduces the peak in air demand caused by such applications and will reduce the on line compressor horsepower correspondingly.
Application #4. General or overhead storage to support applications during the transmission time to the supply side and to create transparency between applications.
To appreciate the value of general storage, you must keep the time component in mind. When a large user enters the system, air flows toward the application drawing down the pressure in the surrounding header. The increase in air demand moves outward at 250 feet per second until it reaches the compressor signal location. When the compressors respond with adequate power and increased delivery, the pressure decay will stop. The amount of pressure drop which will be seen in the header is directly related to the storage volume in the header, the size of the event, and the distance from the event to the supply. Assume the largest event is the start up of a 600 scfm application located 1000 feet in header distance from the compressor room. This application will remove air from the header for 4 seconds (1000 ft / 250 fps) at a rate of 10 scf/sec (600 scfm / 60 sec). At that point, the event will have reached the compressor room and the supply can respond with storage or power. Assuming we want to control the pressure drop to less than 2 psi, the storage requirement would be (4 sec x 10 scf/s) = 40 scf x 14.5 psia / 2 psi = 290 scf x 7.48 gal/scf = 2,169 gallons. You can subtract the existing volume contained in the header piping from this figure if it is significant. Adding receivers to the header is the most economical means of increasing the storage volume. These receivers should be spooled in near the large events; it is not necessary to "flow through" the tank. In many systems the largest coincidental event will be shift start up when most users hit the system at very close to the same time. The alternative to adequate general storage is to raise the header pressure until the largest pressure fluctuations don't impact the highest critical use pressure. Unfortunately, as the pressure increases so does the demand for air in all unregulated uses such as leaks, open blowing, and users with the regulator cranked all the way open. This phenomenon is called artificial demand and it prevents the compressors from being able to equalize the pressure throughout the header. Eventually, the pressure rises to the modulation or unload setpoint on the compressor or in systems with high levels of artificial demand, the system actually absorbs the increased flow and the pressure stabilizes before the compressor unloads.
Application #5. Control storage to support events in the system within an allowable pressure drop.
If you have been around compressed air very long, you have heard, "... this type of compressor does not require a tank...". The compressor may not need the tank, but the system sure does! Consider a typical 500 hp rotary screw compressor system with 1,500 feet of 6" headers, 3" subheaders and no tank in a manufacturing plant. The total capacitance will be less than 19 scf/psi which is calculated by dividing the total volume of the piping by the atmospheric pressure (similar to the storage formulas above). If the system is operating two 200 hp and one 100 hp compressors, the failure of a 200 hp base load unit will result in a loss of approximately 1000 scfm or 16.7 scf/sec supply. The pressure will drop at a rate of .88 psi/sec (16.7 scf/s / 19 scf/psi) which means in 20 seconds the pressure will drop 17 psi. The first time this kind of pressure decay occurs, it is a pretty safe bet that production will be impacted and the backup compressor will be turned on and left on. To properly manage the system during a compressor failure, we must provide adequate storage in the compressor room to allow the backup compressor to autostart. This control permissive time varies from 10 seconds for rotary screws with full voltage starters to 120 seconds for many centrifugal compressors. The event volume that must be supported from storage will be the rate of flow in scf/sec times the control permissive time of the backup compressor. As we have demonstrated, useful storage or capacitance is the capacity to store times the allowable pressure drop. But we have been attempting to minimize system pressure, so how do we provide adequate storage without increasing the system pressure and incurring the associated higher operating cost? What we require is a means of separating the demand side from the supply side of the system. This is the function of a demand expander or flow controller.
A flow controller allows the system to operate at maximum efficiency by controlling the expansion of the air down to the lower header pressure. This minimizes waste and achieves more consistent and reliable results. On the supply side, the compressors can be operated at the design pressure which achieves maximum mass delivered per kW consumed. The difference between the two pressures eliminates artificial demand and creates true usable storage in the system. When a demand event occurs in the system, the controller will respond by modulating the flow control valve to match the down stream requirements. This is very different from a regulator in that it does not introduce an energy loss in the system but rather controls expansion across the valve to match the demand and maintain a fixed pressure on the demand side. Looking back at the 500 hp system example, we can increase the value of a receiver dramatically with the flow controller in place by increasing the supply to the design pressure which will be 125 psig for our example. If we add a 5000 gallon (668 scf) receiver to the system and operate the demand at 75 psig, we can calculate the usable storage as: (668 scf / 14.5 psia) x (125-75 psig) = 2,300 scf. This stored air can be accessed by the system at any rate of flow at any time without increasing the online horsepower. In the case of the failure of the 200 hp compressor, the pressure will now drop at 0.36 psi/sec (16.7 scf/sec / 668 scf / 14.5 psia). Now in 20 seconds, the pressure will only drop 7.2 psi on the supply side of the expander and the demand side pressure will not have changed at all. In a non-automated system, the autostart set point could be set approximately 10 psi above the expander setpoint. This would provide ample time to autostart a backup rotary screw compressor with control permissives of 10-20 seconds before the demand pressure would be impacted. In fact, the storage can support the demand after the loss of the 200 hp compressor for over 2 minutes ((125-75 psig) / 0.36 psi/sec) before there would be any impact on the demand side pressure.
Application #6. Off-line, higher pressure air to support large system events and reduce peak electrical demand.
There is another method for supporting large intermittent system events or compressor failures. This involves the use of higher pressure off line storage very similar in concept to a water tower. A water tower is supplied by smaller horsepower pumps that run continually to pump water up to the elevated tank. When peaks in demand occur, the water in the tank can be added to the on line system at almost any rate of flow without turning on large horsepower pumps. Each off-line, high pressure air system must be engineered and applied to the requirements of the specific system but typically will consist of two 10-20 hp compressors delivering air at >200 psig to a 10,000 - 20,000 gallon receiver which is isolated form the header system by a control valve arrangement. A flow controller and a PLC based automation system which constantly monitors the rate of change in the system are required to make off-line, high pressure air function properly. The automation system will open the high pressure air control valve and introduce the stored air into the header to support the event. The control of this process is critical because if the stored air causes the pressure to rise, base load compressors will unload which would lead to a system collapse when the high pressure air storage is exhausted. At the end of the system event, the automation system will close the control valve and begin recovery of the pressure in the 20,000 gallon receiver with the 20 hp units which produce approximately 75 scfm each. The 200 psig compressors depicted in DIAGRAM #3 are standard equipment available from several major manufacturers as single stage rotary screw units.
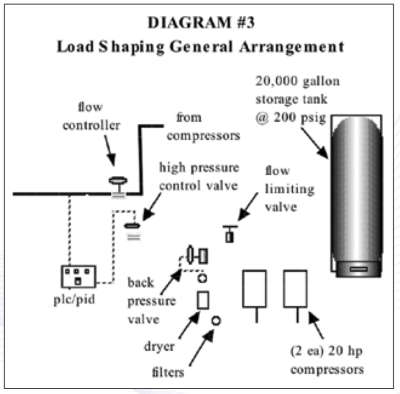
Off-line, high pressure air is useful to protect systems which are ultra-critical due to financial or safety issues. However, the primary reason for most systems is to avoid running a large, base load compressor to support large demand events or to support a large system during a compressor failure. For example, in centrifugal based systems there is almost always an extra compressor operating to support the system when a compressor fails or surges. This is due to the control permissives which can be 120 seconds and makes control storage impractical. For example, if the compressor that fails is 700 hp and 3,000 scfm or 50 scf/sec, the storage will have to support 6,000 cubic ft (120 sec x 50 scf/s). A 20,000 gallon receiver provides 184.4 scf/psi (20,000 gal / 7.48 scf/psi / 14.5 psia). Dividing the 6,000 scf requirement by the 184.4 scf/psi capacitance determines that the pressure will drop 32.5 psi to 142.5 psig in the high pressure air receiver. After the backup compressor starts and the high pressure air valve closes, the recovery of the receiver pressure will begin. Dividing the total event of 6,000 scf by the output of the high pressure air compressors at 75 scfm each indicates 80 minutes would be required if both compressors ran or 160 minutes for one compressor. The initial cost of this system will be a fraction of the cost of a backup 700 hp compressor and will obviously be much less expensive to operate when required.
Conclusion
By applying the basic storage principles involved in a compressed air system, you can immediately improve the performance of production equipment in terms of productivity and quality, and make major reductions in the operating costs of your compressed air system. The alternative to applying these basic storage principles in the system is to operate too much pressure and power all of the time to compensate for the lack of storage. The next time some one complains about insufficient air pressure, remember there are alternatives to raising the pressure and buying or operating another compressor.
About the Author
Dean Smith is the General Manager of iZ Systems, a consulting firm specializing in auditing and designing compressed air systems, and was formerly the Principal of Air Management, Atlanta, GA. He is a member of the Technology Core Group which wrote the training materials for the Compressed Air Challenge of the DOE. He has performed complete system audits on over 1,000 plant compressed air systems providing recommendations that have improved quality and productivity while reducing plant operating costs. For further information, Mr. Smith can be reached at (404) 307-6836 or email at [email protected].
To read more Piping and Storage System Assessment articles, please click here.



