Compressed air is often overlooked in energy studies. For those willing to look, however, it is a land of opportunity. Since it takes about 8 hp of electrical energy to produce 1 hp worth of work with compressed air, it is also particularly rewarding to evaluate and optimize the compressed air system in your facility. In this article, we evaluate four specific areas of a compressed air system that can provide significant energy savings.
Just how expensive is compressed air? Well, as a transfer of electric-to-air power, it is a really lousy deal. It takes about 8 hp of electrical energy to produce 1 hp worth of work with compressed air. Do you think your electric power is expensive? Your air power is 8 times more!
What Is Going On?
Every process in your plant that has a need for compressed air has a minimum supply in cfm (flow) and psig (pressure required) for the process to run at optimum levels. When you supply air at a higher pressure and consequently more volume, you create extra expense — but with no increase in productivity or quality. This situation is often called Artificial Demand.
Do you know the lowest effective pressure / flow requirement at each process? Do you measure and monitor to stay on target? Do you use/supply too much air? The compressed air system will continue to use more air volume as the pressure rises. For that matter, do you know your cost of compressed air? How much air do you use? It is probable that someone knows the cost of your electric power and usage every month. You cannot manage the use and cost of compressed air if you do not measure and monitor.
Some Helpful Tidbits
- The electrical energy cost of producing compressed air is generated by the horsepower used to create flow and pressure. Simply put: Input kW x \$/kW Rate x Hours = Electrical cost per year associated with compressed air.
- In order to actually reduce energy cost, you must reduce the pressure and flow from the compressor supply. Actions on the demand side that do not translate into lower input energy do not provide an economic savings.
- Typical energy cost of air:
At \$.06 kWh at 8,000 hours per year, with an air supply that produces 4.0 cfm per input horse power:
1 cfm cost = \$100 per year in energy cost
2 psig cost = \$398 per year in energy cost for every 100 hp
4. In industrial plants, 50 percent of the air produced is not used for production. This is what we call savings opportunity.
What follows are the most common opportunities for energy savings we observe in air systems during our audits.
Savings Area #1: Management and Operator Awareness of Compressed Air Energy Costs
Air compressors driven by electric motors will use a surprisingly large amount of energy every year they are in operation. The annual cost of power for operating a compressor will equal or exceed the initial cost of the unit.
The initial purchase price of a 100-hp air compressor will range from \$30,000 to \$50,000, depending on the type and option. The same 100-hp compressor operating some hours per year (a power rate of \$0.06/kWh and a motor efficiency of 0.90) will have an annual power cost of \$43,265. This is for three shifts, 7 days a week, and 47 to 48 weeks per year.
You can estimate the appropriate annual electric power cost of your compressors with this formula. First, multiply the horsepower of the compressor by 0.746, times the hours of operation, times your power rate (i.e. hp x .746 x hours x power rate). Then, divide that number by the motor efficiency.
Everyone in the plant should know the total power cost for operating the compressors. This is especially important for anyone working with air-operated equipment.
Savings Area #2: Reduce Pressure Losses in the Interconnecting Piping and Air Treatment Equipment
The piping and air treatment equipment found between the air compressor discharge and the process is the most overlooked area in air systems. Even though the calculated Friction Pressure Loss may be low for the pipe, poor piping system designs (convoluted piping, crossing tee connections and dead heads) may cause significant “turbulence-driven” backpressure. This not only wastes power, but can also cause the unloading controls to become ineffective. Poorly selected filters and dryers — without regard to pressure loss — merely compound this.
In a well-configured system, the interconnecting piping from the compressed air supply to the process (and to the header distribution piping) should create no pressure loss — thus including the main piping headers as part of the “effective storage.” Some of the more common piping opportunities we find are:
1. Tee Connections
A tee connection is a feed line of compressed air trying to break into a flowing stream of air. This type of connection is very common, and the turbulence caused by a 90° entry often amounts to 3 to 5 psid of pressure loss (The pressure loss is a factor of relative pipe sizes, flow, velocity, etc.). In our 100-hp example, you spend almost \$600 to \$1,000 every year to produce the pressure lost here with no increase in production.
a. The back pressure sends a false “unload” signal to the controls, causing premature unloading or extra compressors to be online, resulting in multiple units running at part load and short cycling.
Use of a 30 to 45° directional angle entry instead of a 90° Tee will eliminate this pressure loss (shown below). The extra cost of the directional entry rather than a standard Tee connection is usually negligible. When the interconnecting pipe is sized to 20 fps velocity or less, this type piping may well not create a problem.
|
|
 |
Figure 1: Typical Tee Connection |
Figure 2: Typical Directional Angle Entry |
2. Dead Heads
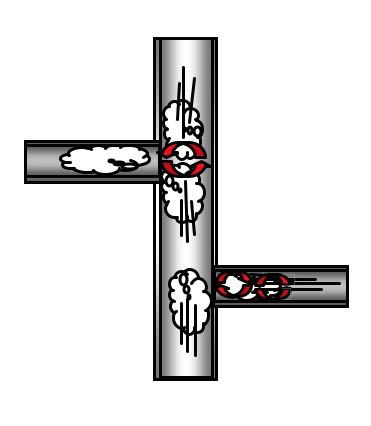
“Dead Heads” are where piping flows together at opposite ends of a Tee connection causing extreme turbulence. In Figure 3 below, the pressure loss was almost 10 psig. The correction of the dead head with a long Ell and a 30° directional entry reduced their loss to 0 psig. This is 300 hp worth of air — about \$1,200 per psig in our example — or \$12,000 in annual power costs to produce the 10 psig wasted at the dead head. Plus, we have two compressors at “less power efficient” part load.
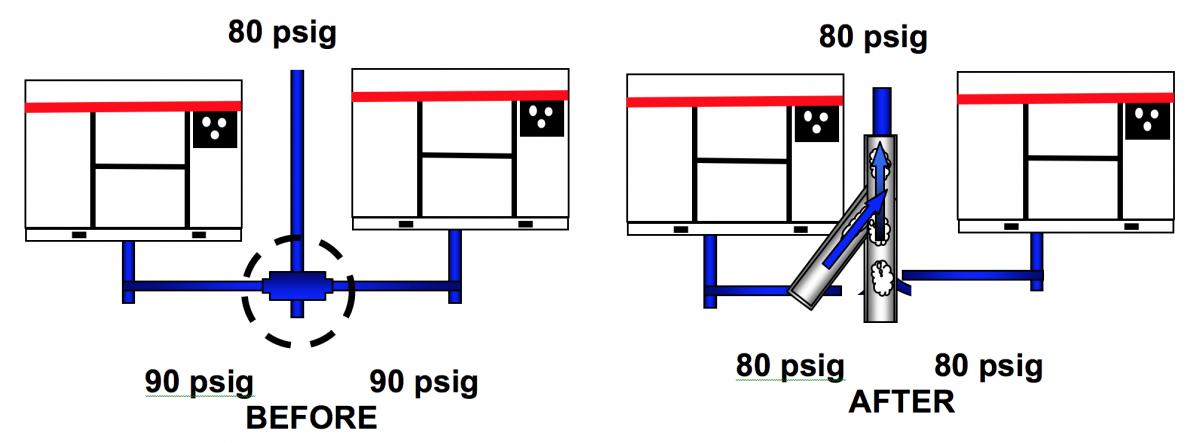
Figure 3: Correcting a dead head with a long Ell and a 30° directional entry helps reduce pressure loss.
3. Turbulence-driven pressure loss is also a function of compressed air velocity in the pipe. To be safe, we size interconnecting and distribution piping to velocities of 20 fps or less whenever possible.
4. Do Not Pipe by Opening Size: Size pipe by the length and flow required. Use conventional pressure drop charts that show loss based on entry pressure, pipe internal diameter and flow. Select pipe size, which will register no pressure loss. When in doubt, compare the material cost of the next size pipe up or down. You may find very little difference in the installed cost. Most of the material cost in piping installation will be in the labor, valves and fittings. You do not have to run the same valve size as the pipe — you can often “bush up” to a larger pipe and retain little or no pressure drop and minimize cost.
5. Figure 4 shows an example of a chemical processing plant in West Virginia. Let us see what excess back pressure does to this.
Figure 4: Contrasting two compressor rooms in a chemical processing plant.
6. In the preceding case study, 8 psig of pressure loss was “frictional loss” in the pipe. Turbulence-driven back pressure from the “crossing tees” at the high velocity caused an additional 10-psig pressure loss. We see this problem in more than 90 percent of the multiple-unit plants we review. With step controls, this would cause short cycling, which keeps more than one unit on at part load and can lead to premature failure of components such as coolers, bearings, motors, etc.
Savings Area #3: Compressed Air Leaks
Assuming the interconnecting piping and controls are operating correctly, and will now respond with a proportional reduction in input energy to a reduction in air demand, leaks are the next critical target.
It has been our experience that plants that have no formal, monitored, disciplined compressed air leak management program will have a cumulative leak level equal to 30 percent or more of the total air demand.
All plants can benefit from a formal ongoing leak management program. The most effective programs are those that involve the production supervisors and operators working in concert with the maintenance personnel. Accordingly, it is suggested that all programs consist of the following:
- Short Term: Set up a continuing leak inspection by maintenance personnel so that for a while, each primary sector of the plant is inspected once each quarter — or at least once every six months — to identify and repair leaks. A record should be kept of all findings, corrective measures and overall results. Inspections should be conducted with a high-quality ultrasonic leak locator during production and non-production.
- Long Term: Consider setting up programs to motivate the operators and supervisors to identify and repair leaks. One method that has worked well with many operations is to monitor the airflow to each department and make each department responsible for identifying its air usage as a measurable part of the operating expense for that area. This usually works best when combined with an effective in-house training, awareness and incentive program.
Savings Area #4: Running the Header Pressure Higher Than Required
This is often caused by excessive system pressure float, which are piping, regulator and sometimes compressor control problems. However, more often then not, it is a certain process or processes that “need” a certain “minimum pressure.” These claims should always be reviewed as to where they come from, i.e. “perceived” operation, OEM specifications, etc.
For Example:
“My grinders need 98 psig to run. Therefore, the air system has a required minimum of 98 psig.”
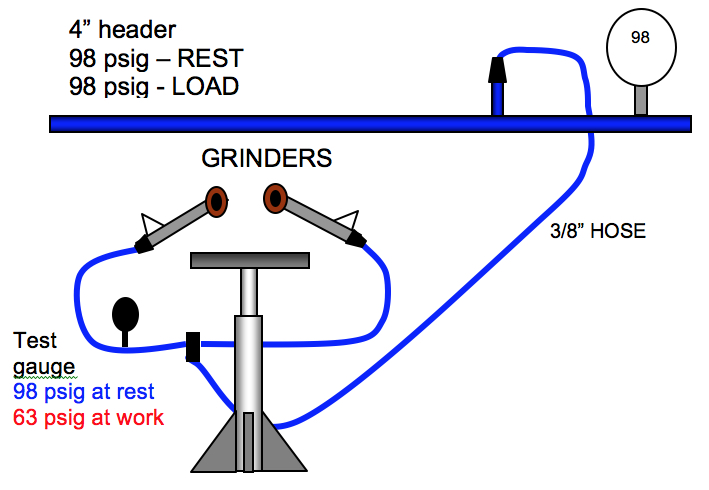
Figure 5: Grinder operation prior to the audit.
When you hear these words, start looking for what the operator is really telling you: “When the system header pressure falls below 98 psig, his grinders don’t work well.” Often the production personnel do not know the actual pressure at the tool — and they probably do not know how much air the tool uses.
Selection of the production accessory equipment was:
- 1/2-inch hose is too heavy, use 3/8-inch hose
- Use two 3/8-inch quick disconnects (lower cost)
We found this scenario on a recent Air System Energy Audit. The rest of the plant could run on 80 psig. The system was at 98 because the grinding area (20 percent of the total demand) required it.
Testing revealed that the actual inlet pressure to the tool was 63 psig at load — the header pressure stayed at 98 psig. In other words, we had 35 psig of pressure loss through the 3/8-inch hose and quick disconnects. Further testing indicated that the optimum inlet pressure for these particular tools was 75 psig.
Figure 6: Grinder operation after the system assessment and recommended changes.
The standard 3/8-inch quick disconnect with a combined pressure loss of 23 psig per station was changed to industrial quick disconnects (\$2.50 extra per set — \$5.00 per station) with a combined pressure loss of 5 psig per station.
The 3/8-inch hose was replaced with a 1-inch pipe running to the base of the station (cost \$30 per station). A regulator was selected to deliver full flow to the grinders at 75 psig with 80 psig feed pressure (eliminate artificial demand). The header pressure was lowered to a controlled 85 psig. Results after 18 months:
- Tool repair went down for the grinders
- Production was increased throughout the plant by 30 percent (including 17 new grinders) and other new equipment
- The cost of implementation to change grinder area distribution:
(9 stations):
- Quick disconnects: \$180.00
- Piping \$270.00
- Regulator \$912.00
- Total \$1,362 .00 *
*Not a bad return
- Total air demand fell from 1600 to 1400 cfm average. Production was increased by 30 percent with an actual drop in air usage.
What did we do here? We started with the process of: What pressure do you really need at the tool? How much air? How can we get it to the tool in a consistent and economical manner?
The trick here is to calculate or measure the airflow to the tool or process workstation inlet pressure both at rest and at work, while measuring the header pressure at the same time. If the header pressure stays steady and the process inlet pressure falls, then we know the restriction is in the feed from the header to the process.
Shown below, the worktable and bander are an example of the most common errors in header feed to process — FRLs (filter, regulator, lubricator) and QDs (quick disconnects). In many cases, these are selected with little or no thought given to performance, i.e. how much pressure loss at actual flow? Rather they are usually selected by “hole size,” i.e. what size quick disconnect is needed? This is the connection size to the hose, pipe or tool — it has nothing to do with application sizing.
For example:
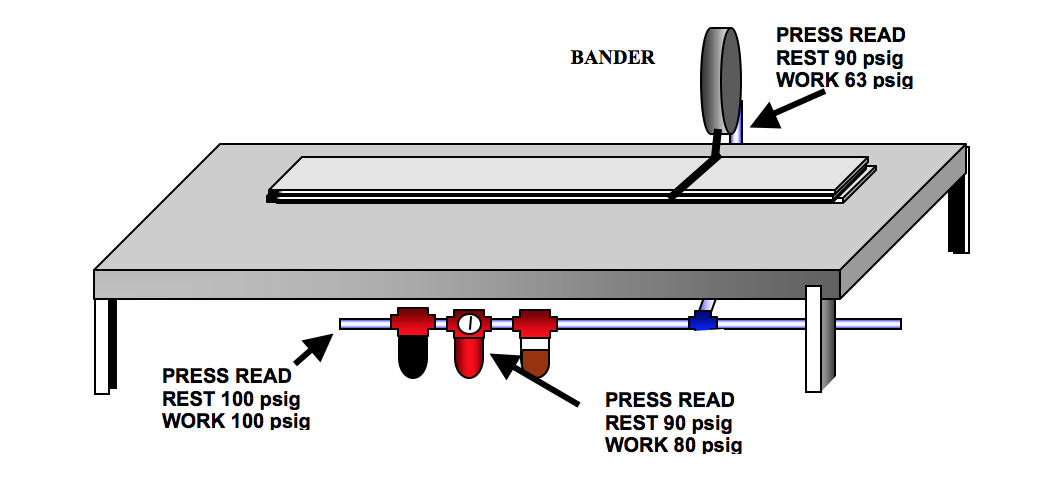
Figure 7: Worktable and Bander
In Figure 7, we have 17 psig of pressure loss through the 3/8-inch pipe and the bander. This bander draws about 50 cfm when it operates.
The operating pressure loss is (80-psig-entry pressure):
- 30 ft 3/8-inch pipe @ 6 psig loss (1/2-inch would have 0 psig loss)
- Standard 3/8-inch disconnects (1 set of 2 at bander = 22 psig loss)
Replacing the “standard quick disconnect” with an “industrial” rated disconnect (set of 2) for more flow/less drop reduces pressure loss from 22 psig to 8 psig. Extra cost per set of quick disconnects is \$3.36. Energy wasted for 7 psig, using our example, resulted in \$1,400 per year.
The obvious “real fix” for this is to use 1/2-inch pipe and 1/2-inch industrial disconnects, thereby eliminating most, if not all, of the pressure loss.
Using the same example, let us look at the FRL selection at 20 psig of pressure loss or droop. How did we select this equipment?
- What size regulator? 1/2-inch
- Do you need a filter and lubricator? Why?
- The filter protects the regulator and the lubricator lubricates the bander.
Let us examine the actual case. The regulator selected is “rated for 140 cfm flow.” So, will it be OK for 100 cfm? It is a rare regulator selection that gets this much thought! But this is still not enough. What is the “droop” or outlet pressure at 100 cfm flow? It is 30 psig for just the regulator. What about the filter and lubricator? As a team, the total droop is now 45 psig.
Do you need the filter? If you don’t, why waste the energy? The lubricator is not well applied to the air motor on the bander. The bander would be better served with a correctly selected lubricator applied right ahead of it.
All too often, FRLs, quick disconnects and feed lines to the process are selected by size, convenience and price — with little or no regard for flow and/or pressure loss allowance. The cornerstone of any effective compressed air energy savings program on the distribution or process side is to identify the lowest effective pressure that will run the process at optimum performance. Programs can then be implemented to deliver this at the lowest possible cost and pressure loss by utilizing all the tools we have, including piping, connections, pressure/flow controllers, appropriate storage, etc.
When you have a plant with a low-pressure problem, most of the time (90 to 95 percent) we find the problem is not in the header, but in the feeds from the header. Headers should be sized between 20 and 30 fps or higher velocity and looped whenever possible.
Suppose There Really is a Need for High Pressure
You may want to supply the local high-pressure need with a secondary, smaller high-pressure unit or an appropriate “booster” rather than drive whole system higher. The filter press shown in Figure 8 required 100-psig minimum, while the rest of the chemical plant ran well on 90 psig.
In this situation, always checks whether the high-pressure air is actually required. If it is, the next question is: Can we modify the process to lower pressure air? For example, change to a larger diameter air cylinder. If not, there are several alternate ways to handle this situation.
For Example
The first job is to calculate or measure the amount of air (cfm), the required pressure (psig), and the cycle time (time on / time off). With this data, we can calculate the most effective and efficient answer:
- Use a separate air compressor and system to supply dedicated air to the process.
- Use a booster compressor or hydraulic booster to supply high-pressure air.
- Use storage.
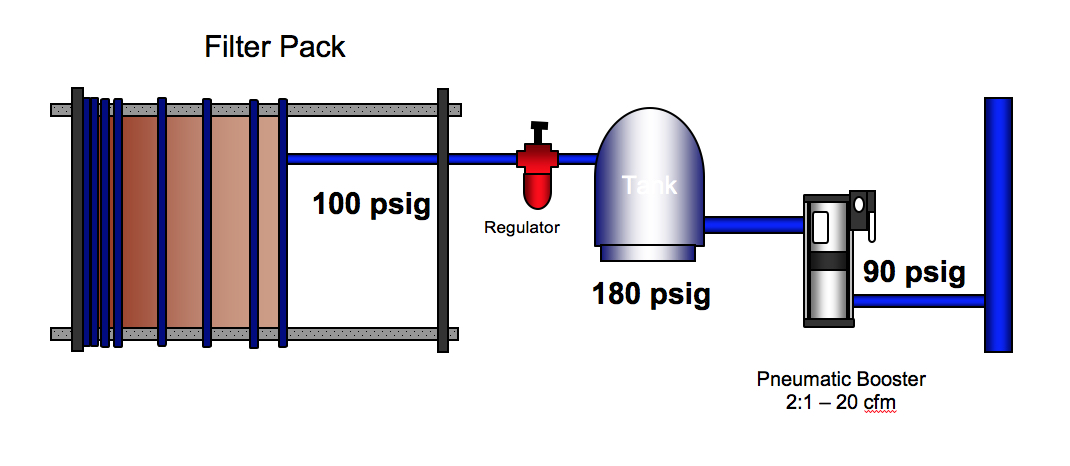
Figure 8: Using a booster, storage and a regulator to efficiently supply higher pressure.
Summary
I believe you can see this journey through the system has been one of investigation. We observe measure, calculate, test, and treat the compressed air like an expensive utility — because it is one. Identify its cost and apply it to a controllable production cost to a process, just as you would with electricity, steam, etc.
Compressed air is a very energy-intensive utility — 7 to 8 times more expensive than electricity. Yet, it continues to stand in the “Doorway of Opportunity” rather than moving through to area of Effective Cost Control and Management.
Control and management of this utility cost have significant opportunities at both the supply and demand side. In order for any program to “optimize” the economical opportunities, those responsible for short- and long-term implementation must be focused on all the interrelated parts of the system and understand the working parts.
For more information, contact Hank van Ormer, President, Air Power USA, tel: 740-862-4112, or visit www.airpowerusainc.com.
To read more about System Assessments, please visit www.airbestpractices.com/system-assessments.



