Kirsh Foundry, a prominent manufacturer of high-quality metal castings based in Beaver Dam, WI, is recognized for its innovation and commitment to operational excellence. The company’s operations hinge on a consistent and reliable supply of compressed air that is essential to its manufacturing process, powering critical tools, machinery and production systems from molding and casting to finishing. However, as the foundry’s compressed air system aged, inefficiencies began to emerge. Rising energy costs, outdated equipment and an increasingly complex compressed air system layout contributed to higher operating expenses and production bottlenecks. To maintain efficiency and improve system performance, it sought a strategic partner to optimize its compressed air infrastructure.

Kirsh Foundry in Beaver Dam, WI.
In addition to compressed air, the foundry relied on externally delivered nitrogen for its heat treatment process, which is vital for ensuring the strength and durability of its castings. The nitrogen supply played a critical role in displacing oxygen in the holding furnace to prevent oxidation. However, rising nitrogen costs, supply chain disruptions and equipment failures – such as a malfunctioning blow-off valve that wasted nitrogen – led to increasing operational expenses. Space constraints within the plant made integrating an on-site nitrogen generation system a challenge. These factors highlighted the need for a more efficient, cost-effective and self-sustaining nitrogen supply solution.
Recognizing these challenges, it partnered with the Wasmer Company, an engineering firm in Sheboygan, WI, to modernize its compressed air and nitrogen systems. Through a comprehensive assessment and strategic upgrades, Wasmer developed a tailored solution to enhance efficiency, reduce costs and improve overall reliability.
Identifying Compressed Air Inefficiencies
Kirsh Foundry faced significant challenges in maintaining an efficient compressed air system and nitrogen supply, both of which are essential to its production process. To address these issues, the Wasmer team conducted an in-depth evaluation, using advanced diagnostics, pressure mapping and data analysis to identify inefficiencies and develop targeted solutions.
The compressed air system presented several key challenges. The original piping layout was unnecessarily complex, with excessive bends, T-joints, and dead-end connections that created significant pressure drops throughout the facility. These inefficiencies forced air compressors to work harder, increasing energy consumption. Additionally, the air compressor room layout restricted access to critical equipment, making maintenance difficult and creating potential safety hazards. Technicians faced challenges navigating the space, increasing downtime risks and reducing overall compressed air system reliability. The system’s storage capacity was another concern, as Kirsh Foundry operated three compressed air storage tanks totaling 3,750 gallons, yet the system failed to effectively use this storage. As a result, both of its air compressors were required to run continuously, leading to excessive energy consumption and unnecessary wear on the equipment. These inefficiencies translated into high operating costs, with an annual energy expenditure of $104,405 and an average power consumption of 161.6 kW. The constant operation of both air compressors not only inflated costs but also reduced the lifespan of the equipment.
In addition to compressed air inefficiencies, Kirsh Foundry also faced issues with its nitrogen supply. The company relied on bulk-purchased nitrogen for atmospheric purification in the sintering furnace, an expense that added $24,960 annually to operational costs. This dependency highlighted the need for a more cost-effective and sustainable solution. Equipment failures, particularly a faulty blow-off valve, led to significant nitrogen losses, requiring frequent tank refills and further increasing expenses while compromising production stability. Furthermore, space constraints complicated the integration of an on-site nitrogen generator. The initial plan to place the generator on the plant floor would have required sacrificing 120 square feet of valuable production space. The air compressor room, which was the most practical location, was already overcrowded with compressed air tanks and piping obstructions, making installation a logistical challenge.


Before the redesign, the compressed air piping configuration was unnecessarily complex.
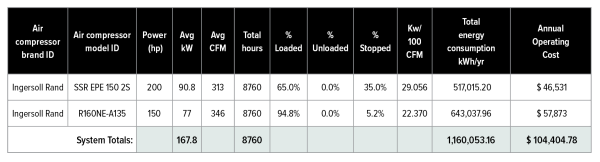
Table 1: Equipment summary before the redesign. Click to enlarge.

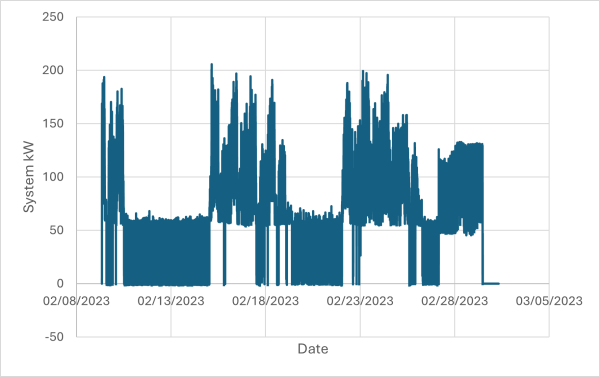
Compressed air system energy use before the redesign.
An Efficient, Reliable, Cost-Effective Redesign
To address the identified challenges, the Wasmer Company developed a strategic redesign aimed at improving long-term efficiency, reducing operational costs and enhancing safety. The first major improvement focused on optimizing the compressed air piping layout. The existing 400 feet of inefficient steel piping was replaced with just 90 feet of optimized black iron piping, significantly reducing compressed air pressure losses and improving airflow efficiency. Unnecessary bends, T-joints and valves were removed, while 90-degree sweep bends were strategically installed to minimize turbulence and resistance, ensuring a more streamlined and effective distribution system.
Another critical enhancement involved reconfiguring equipment placement within the air compressor room. The previous layout restricted access to essential components, making routine maintenance challenging and increasing safety risks. The redesign repositioned air compressors, compressed air dryers and compressed air storage tanks to create clear pathways for personnel, facilitating easier maintenance, reducing downtime and improving overall workplace safety.
Additionally, the foundry’s air storage system was redesigned to better regulate compressed air distribution. The original setup, which relied on inefficient compressed air storage methods, was upgraded to include one wet tank and two dry tanks. This reconfiguration ensured a consistent supply of high-quality, moisture-free air, optimizing air compressor performance. As a result, the need for continuous air compressor operation was minimized, ultimately extending the lifespan of the equipment and reducing energy consumption.
To further enhance operational efficiency, an on-site nitrogen generation system was implemented. A modular pressure swing adsorption (PSA) nitrogen generator was installed within the air compressor room, eliminating the foundry’s reliance on bulk nitrogen deliveries. The system has the capability to produce 2,340 scfh at an initial 99.95% purity, with real-time adjustments available to modify nitrogen levels based on production needs. This flexibility ensures optimal nitrogen usage while significantly lowering procurement and transportation costs.
A Phased Implementation to Minimize Disruptions
The redesign and implementation process was carefully structured into phases to ensure a smooth transition without disrupting production.
In the first phase – the piping system overhaul – the outdated steel piping network was dismantled, while new black iron piping was installed with precise alignment to reduce pressure drops. Engineers conducted rigorous system testing at each stage to ensure optimal airflow and efficiency.
In the second phase – equipment optimization and system reconfiguration – defective compressed air dryers were replaced, and compressed air storage tanks were realigned to support the new piping system. The foundry’s maintenance teams received hands-on training to familiarize themselves with the new setup.
In the third and final phase – nitrogen generator installation and integration – the PSA nitrogen generator was installed within the air compressor room to free up valuable plant space previously used for bulk nitrogen storage. The system was seamlessly integrated into the foundry’s operations, eliminating logistical delays and nitrogen waste.
Throughout the project, Wasmer worked closely with the foundry’s team, providing regular updates, hands-on training and detailed operational insights. This collaborative approach ensured employees were well-equipped to operate and maintain the upgraded system.

Kirsh Foundry employee Mario Rodriguez pouring iron into molds.
A Transformative Impact on Efficiency and Cost Savings
The redesigned compressed air and nitrogen system delivered significant, measurable improvements across multiple areas. One of the most notable enhancements was in overall efficiency. By streamlining the compressed air piping system and optimizing the compressed air storage tank configuration, pressure drops were significantly reduced, ensuring a consistent and reliable supply of high-quality, moisture-free compressed air throughout the facility. This improvement not only enhanced performance but also minimized unnecessary energy consumption.
Safety was another key area of improvement. The reconfigured equipment layout eliminated tripping hazards and improved accessibility, making maintenance tasks safer and more efficient for plant personnel. By creating clear pathways and strategically placing air compressors, compressed air dryers and compressed air storage tanks, the redesign reduced operational risks and improved workflow efficiency.
The most impactful result was in energy savings. With the system operating more efficiently, average power consumption dropped from 161.6 kW to 70.7 kW – a substantial 47% reduction. This decrease in energy use translated to significant financial savings, as the foundry’s annual energy costs were reduced from $104,405 to $54,826. These improvements not only enhanced day-to-day operations but also positioned the company for long-term cost reductions and sustainability gains.

Installing the nitrogen generator.

After the redesign, the piping setup was far simpler.
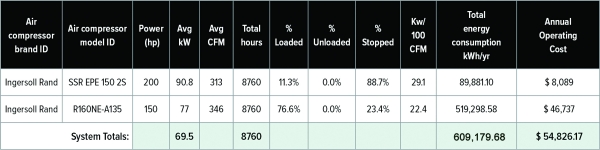
Table 2: Equipment summary after the redesign. Click to enlarge.
Having on-site nitrogen gas generation reduced the foundry’s annual expense to $16,358, achieving a 34% savings compared to previous costs. The foundry gained greater control over nitrogen supply and quality, enhancing production reliability.
Compressed air system energy use after the redesign.
Measurable Returns on Investment
The project delivered measurable financial and operational improvements. The energy savings amounted to 550,873.5 kWh per year, resulting in a reduction of \$49,579 in energy costs annually. Additionally, nitrogen savings were significant, with annual expenses dropping by \$8,602 due to the installation of the on-site nitrogen generator. Overall, the project achieved total annual savings of \$58,181, with implementation costs of \$74,676 and an impressive payback period of just 1.28 years.
Driving Sustainability and Efficiency
The reduction of 550,874 kWh per year at Kirsh Foundry has a tangible environmental impact, equivalent to planting approximately 8,125 trees, which would absorb the same amount of carbon dioxide annually. Additionally, the energy savings correspond to removing 85 cars from the road for an entire year, significantly reducing greenhouse gas emissions. By eliminating bulk nitrogen deliveries and optimizing energy usage, the foundry has taken a proactive step in reducing its carbon footprint, reinforcing its commitment to sustainability and resource efficiency.
Innovation and Long-Term Impact
The redesign aligns closely with the foundry’s long-term sustainability goals. By cutting energy consumption and eliminating dependence on bulk nitrogen deliveries, it has successfully minimized waste and improved operational efficiency. These enhancements not only drive cost savings but also showcase how innovative engineering solutions can create meaningful environmental and economic benefits.
A key feature of the project was the installation of a modular nitrogen generator, a forward-thinking approach to resource management. This system’s ability to adjust purity levels in real time allows the foundry to fine-tune nitrogen usage based on production demands, ensuring efficiency without compromising quality.
A Model for Industrial Excellence
The collaboration between Kirsh Foundry and the Wasmer Company highlights the power of data-driven energy solutions in industrial settings. By identifying inefficiencies, modernizing equipment and optimizing resource use, the project successfully achieved significant cost savings, improved plant safety, enhanced operational reliability and made a measurable reduction in environmental impact.
For the foundry, this initiative represents a major step forward in sustainable manufacturing, proving that innovative energy solutions can drive both profitability and environmental responsibility.

Juan Espindola, CEM.
About the Author
Juan Espindola, CEM is Facility Optimization Leader at the Wasmer Company, where he champions engineering teams in Wasmer’s Innovation by Observationâ (IbO) and On.Site Optimizationâ (OSo) programs. He earned a Bachelor of Science degree in Mechanical Engineering with an emphasis on mechanical design from the National University of Columbia and a Master of Science in Mechanical Engineering with a research focus in renewable energy, clean energy and energy efficiency.
About the Wasmer Company
For more information about The Wasmer Company’s compressed air optimization and energy efficiency solutions, visit https://wasmerco.com.
To read more Compressed Air Piping System Assessment articles, visit https://www.airbestpractices.com/system-assessments/piping-storage.
Visit our Webinar Archives to listen to expert presentations on Compressed Air Piping System Assessments at https://www.airbestpractices.com/webinars.



