Many passenger cars on roads in Germany contain efficiency concepts that make a considerable contribution to lowering emissions. Automotive manufacturers such as VW have gone even further than this, by applying efficiency strategies in their own value added chain. Because the benefits of pneumatics in automotive industry production processes have seen pneumatic actuation win over other drive technologies, efficient use of compressed air plays a key role in increasing energy efficiency.
As part of the Green Car Body Technologies innovation alliance, Festo, with its partners VW, Boge and the Fraunhofer Institute for Machine Tools and Forming Technology (IWU), have set themselves the goal of saving up to 50 percent on energy during the automotive production process.
In a subproject, Festo – as an expert in automation – is developing optimization potential (use of compressed air) in body manufacture due to its comprehensive approach on the consumer side and adding to this potential on the compressed air generator side. The goal, with the aid of reference models, is to describe compressed air generation, distribution and use as inputs for the entire energy consumption model for body manufacture.
A for analysis: Identifying Parameters
“The situation today is that we are lacking transparent consumption data that can also be applied in relation to acquisition, operating and maintenance costs and that will thereby enable us to make comprehensive assessments for automation solutions according to Total Cost of Ownership (TCO) criteria during production,” explains VW employee Thomas Rommel. "We want to know how to realize efficiency pragmatically.” To this end, Festo has performed measurements and analyses on production systems in body assembly along with its partners. The link between consumption of compressed air calculated theoretically and data measured was then established, thereby identifying the parameters for increasing energy efficiency.
“Examples of parameters are leak prevention, reduction in volume due to shorter hoses, lower pressure levels or optimal configuration of drives. During this observation, we will initially be pursuing a top-down approach,” explains Jan Bredau, Customer Solutions Product Manager at Festo. “This means we will work from the greatest to least efficiency potential. There’s no point in replacing or optimizing individual components if the greatest potential for increasing energy lies in optimized configuration and maintenance of a system.”
This is the case with body production at VW. In the body assembly systems examined, compressed air is used primarily in over 350 pneumatic actuators such as in loading and unloading stations, robots with handling and processing functions or encapsulated laser welding stations. Automation functions executed include conventional or servo-pneumatic welding tongs, grippers, toggle-lever clamps and pin pulling cylinders. A smaller proportion of compressed air is required for the process itself, for example in the form of air blast for laser welding. View Figure A at the end of this article.
B For the Benefit of Pneumatics: an Example
A trend toward controlled pneumatics is evident, particularly with servo-pneumatic drive systems for welding tongs, with more than 5,000 Festo systems already in use in automotive construction worldwide. A benefit of servo technology in this application is the unrestricted, rapid positioning of electrodes, which reduces cycle time and enables obstacles to be worked around. Soft application of electrodes increases the quality of spot welding, service time of electrodes and reduces noise levels. Controlled build-up of forces leads to better force reproducibility, reduction in cycle times and constancy of spot welding quality. Servo-pneumatic solutions are positioned outstandingly between standard pneumatics and servo electrics here due to their better TCO
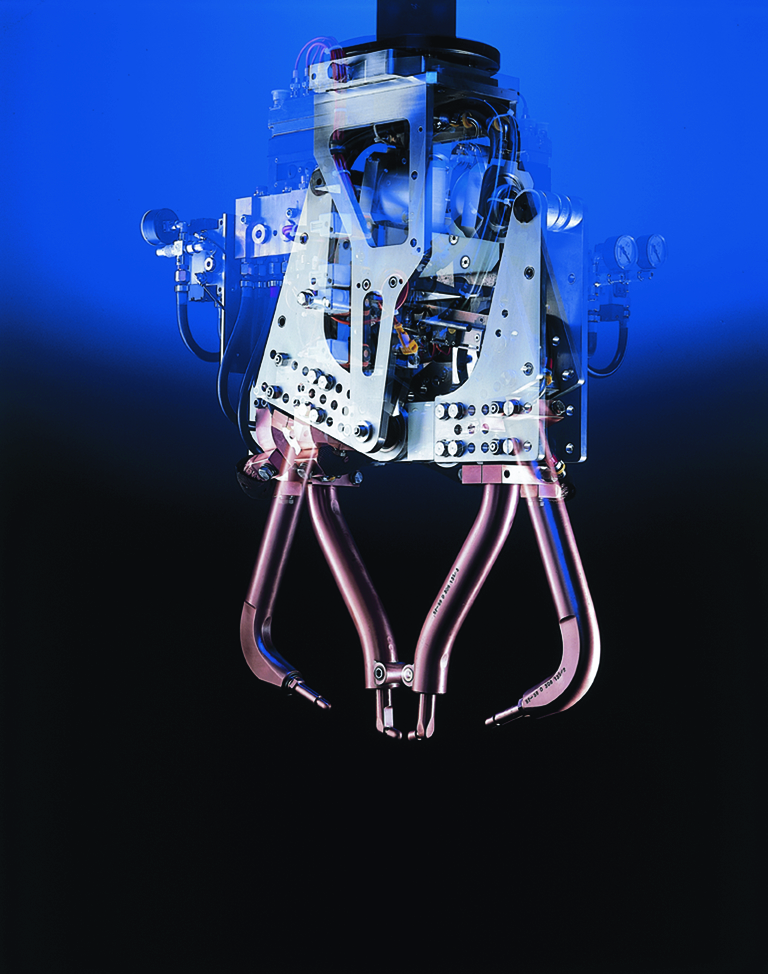
- Fig. B: Servo-pneumatic drive system by Festo for welding tongs
C For Condition Monitoring
As part of the Green Car Body Technologies innovation alliance, diagnostic systems known as condition monitoring systems are made available by Festo that permanently monitor consumption and any deviations, thereby deliberately recording leakage. Depending on a system’s age and technological state, there are various optimization possibilities for increasing energy efficiency. The simplest is the rectification of leakages by repairing or replacing defective hoses, fittings or components. One system undergoing condition monitoring required steady 34 Nm³/h, which corresponds to ~18 percent of total consumption. Since idle consumption could not be traced back exclusively to leakages in the example system, however, based on Festo’s experience of system analyses and leakage investigations and in view of the size of the system and number of actuators, the leakage rate could be classified as low to average.

Figure C: condition monitoring
D For Definition: Detection of Consumption Patterns
One approach to increasing efficiency is to optimize existing systems. Measurements are made during active production in order to assign consumption and typical consumption patterns of individual subareas or components in existing systems.
Any peak values or drops in pressure are recorded, and air consumption is generally divided into dynamic consumption and idle consumption. Actuators in production condition (for example, closing clamping devices or setting spot welds) define dynamic consumption, while consumption in idle condition is defined by leakages and consumers that have been left on. And companies often fail to entirely switch off their production systems, meaning in turn that idle consumption takes place on a round-the-clock basis In the case of systems monitored by Festo at VW, idle consumption accounted for 10-30 percent of the overall consumption.
Figure D shows an example of accumulated consumption values due to recording the flow pattern for one manufacturing cycle. These values depend very much on the size of the systems. If consumption costs of a few cents/feet3 of treated compressed air are reckoned with as a common average value for the automotive industry, it can quickly be seen that, measured against the number of actuators, energy costs for entire pneumatic systems are very low. It is only when leakages occur that this figure rises.
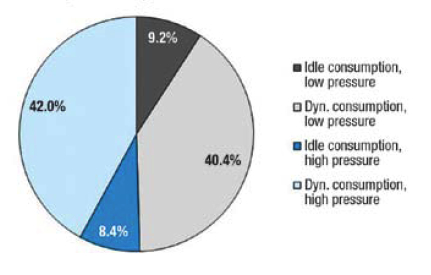
- Fig D: Example measurement results
P For Planning: Efficiency in the Planning Process – at a glance
Besides the actual measurements made, Festo also calculated theoretical air consumption of the systems it examined. The aim of these observations was to show the extent to which air consumption can be calculated for later planning, in order to do justice to the claim that energy consumption of entire systems is transparent and easy to reproduce. “VW wanted a direct comparison of the costs for various solutions at a glance as early as the system planning phase,” explains Daniel Ditterich from Innovation and Technology Management at Festo.
Festo is currently implementing a planning-support tool, both for simple estimations of energy consumption at system level and dynamic simulation at component level. This enables – virtually at the press of a button – the primary consumers to be identified and requirements for compressed air distribution and generation to be derived. Early integration in the factory planning process thereby enables users to develop potential for saving energy early on.
Features of this tool are:
- Illustration of the hierarchical system structure with aggregated results for the individual automation functions
- Illustration of current functions in automotive construction (clamping devices, grippers, drives for pneumatic and servo-pneumatic welding tongs)
- Graphical and numerical evaluations with simple break-even point definition
- Expansion possibilities via function plug-ins
- Connection to simulation backend for complex functions for which energy consumption cannot be defined empirically or by using calculation formulas.
Data may be subject to variant calculations in relation to the entire system, individual cells or components. The illustration below shows two different configurations for handling robots with the same function. Robot B with optimized consumption uses clamping devices, among other things, that generate the same power due to their special kinematics, despite a smaller pressurized area, and that are significantly more expensive to acquire. Nevertheless, the higher investment is amortized, assuming compressed air costs of approximately .095 cents U.S./ feet³, after around just 15 months, but with costs of .075 cents U.S./feet³ only after approximately 45 months. Based on this, a planner may decide which type of clamping device makes more sense economically in the long term. Similar comparison calculations may also be generated for other components such as welding tongs.
Consumption data and key figures that were not previously available in this form now give a clear indicative value as to the amount of energy costs for pneumatics. Based on these orders of magnitude, the planner can decide the extent to which these are relevant for his or her needs and what financial benefits a change to different drive technologies would actually bring.
Z For “Zukunft” (the future): Efficiency for All Concerned
Energy-efficient production assumes a holistic view of energy consumers, operating resources used and transparent possibilities for comparisons. Appropriate considerations and calculations must be applied during the factory planning stage. Based on the use of automation technology, this means estimation of consumption and costs as in the Total Cost of Ownership (TCO) approach. Considering actuators alone is not enough here.
The most important planning criteria are:
- Requirements for applications that will always need to be met (statics, dynamics, required forces, etc.). In many cases these factors will also preclude the use of certain technologies. This requirement essentially leads to the use of suitable selection and configuration tools, in addition to the know-how of production planners, taking into account internal company standards. A distinction needs to be made here between drive technology such as pneumatic cylinders, clamping devices, grippers, electrical drives and control technology (controllers, valves etc.) and operating resources required due to the process such as blast air for machines.
- Resulting procurement costs, consumption data and consumption costs, including maintenance
- Suitable generation of the required operating resources such as compressed air and optimally coordinated distribution systems. Secondary use of energy types such as heat recovery also needs to be included in consumption and cost calculations here.
- Appropriate concepts to obtain consumption of a system from commissioning to its withdrawal from service. With existing compressed air systems, this also means detecting leakages and rectifying these for the long term. Permanent condition and energy monitoring systems create transparency and highlight any deviations.
Outlook
For years now, Festo has been pursuing a holistic approach to increasing efficiency, from its products to the design of entire systems. With the Boge Company likewise working on a tool for configuring distribution and generation compressed air, Festo, as part of the Green Car Body Technologies innovation alliance, is now in a position, along with its partners like Boge, to create standard interfaces so that comprehensive statements on increasing energy efficiency can be made in the future. This represents a further milestone in the road to green production – realized by a comprehensive A to Z approach.
|
The goal of the Green Car Body Technologies innovation alliance is to save up to 50 percent on energy during the production process for a car. The subproject, planning the efficient use of compressed air, has a goal of saving energy during compressed air applications due to better coordination between the generator and consumer sides. Taking the example of body production, consumption data is recorded, parameters for increasing energy efficiency calculated and planning and operating losses highlighted. In addition, planning tools for estimation of compressed air consumption are arising that, even beforehand, will enable optimal and energy-efficient coordination between the consumer and generator side in compressed air applications. |
We would also like to express our thanks at this point to the German Federal Ministry for Education and Research (BMBF), which supported this projected as part of the overall concept of "Research into the production of tomorrow” and the project executing organization Karlsruhe (PTKA), which has also been active in a support role.

Figure E: Festo air consumption and energy savings services.
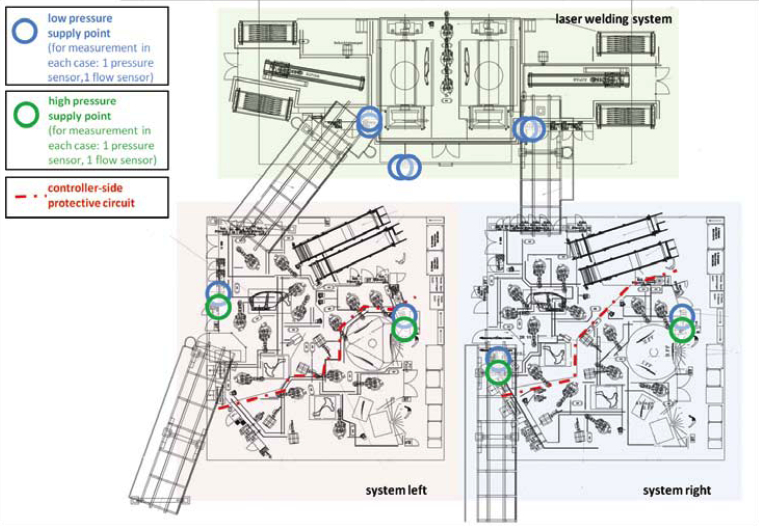
- Fig. A: Example system for body production with measurement points
For more information on air consumption analyses, energy savings, and air quality assurance services from Festo, please contact Sachin Kambli, Festo Corporation, tel: 631-404-3228, 1-800-993-3786, email: [email protected], www.festo.com/usa.
For more Pneumatics System Assessment articles like this, please click here.



