The View from the Bottom
When it comes to conserving energy in compressed air nothing is sexier than a big, old, oil-free 300 horsepower variable speed drive air compressor coupled with a heat of compression dryer tied to an energy management system with all the trimmings. If you’re like me, it’s hard not to let out a manly grunt after reading that sentence. Conversely, pneumatics are at the bottom of the compressed air food chain. And yes, I admit it; big compressors that react efficiently to your plants demand by pulling power in a near linear way are cool. The real question is – is it the right solution for your plant?
Most companies who evaluate compressed air systems do so from the compressor room out. These companies assess compressor control, storage and piping systems ability to react to the plants current demand. What if the purchase of that new compressor was unnecessary? Could changes in the pneumatic system have an impact significant enough to alter the way you consume air? What if these changes were large enough to turn off a compressor? That would mean the velocity of your compressed air would slow. It would also mean that piping and storage upgrades you believe to be required may in fact not be. Most importantly, your future compressed air demand may match your current compressor control system perfectly.
|
|
Digital Pressure Monitor |

About a year ago a customer approached SMC regarding their compressed air consumption at the point of use. This customer was on the verge of purchasing a large upgraded compressed air system when SMC was asked to do a machine analysis on two of their case packers. The maintenance planner had gathered some significant data on lost production and downtime as a result of compressed air related issues and wanted us to take a closer look.
Our assessment focused on point-of-use inefficiency including:
• Intermittent demand
• Leaks
• Environmental impact including compressed air quality
• Point of use excessive pressure
• Machine design including actuator, valve and tubing sizing
• Inappropriate usage
The flow study that follows is a small part of the flow and pressure study taken.
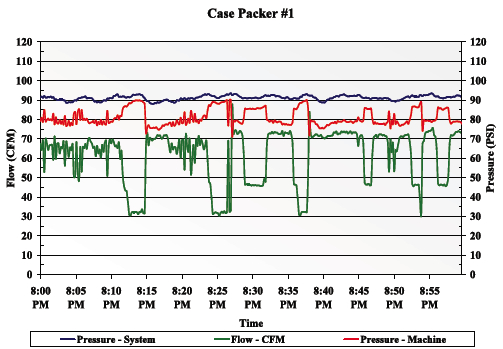
As a part of the machine analysis, we consulted with the OEM regarding the specified settings for this case packer. According to the OEM, the case packer was designed to operate at 60 psi and should consume approximately 30 CFM at full production. The OEM stated that this particular case packer was designed to operate at zero flow during the idle and hold positions. During our installation we recorded the pressure at the case packer and in the main header.
Artificial Demand
|
|
Artificial demand can be identified and defined as any period of time when a machine remains pressurized when compressed air is not required. As a result any unnecessary user such as leaks or purge will continually be supplied, thus increasing the cost of operation. Our flow study illustrated six distinct periods where the machine remains in an idle or hold state. These periods consumed between 30 CFM to 45 CFM and lasted approximately two to three minutes each time.
Leaks
Leaks typically account for 10 – 20% of compressed air usage. During our analysis we used an ultrasonic leak detector to search the case packers for compressed air leaks. We were able to locate and tag a total of 24 CFM in leaks; this is 39% of the current average flow for case packer number one. It is extremely important to note the affects that compressed air leaks have at the point-of-use. Leaks cause increased pressure drop, which ultimately leads to operators increasing supply pressures to compensate. Additionally, leaks contribute to a machines overall intermittent usage. Each time compressed air is supplied when not required leaks act as a continual drain of energy.
24 CFM = 6 bhp * .746 * 8,760 hours * \$.075 kW = $3,267 annually
90% avg. motor efficiency
There are periods both in the hold and idle state where the flow exceeds the 24 CFM leak load tagged. This additional demand may be leaking valves or cylinders where the leaking only occurs on the extend stroke.
Environmental impact including compressed air quality
Part of our analysis involved communicating with the machine’s operators and maintenance personnel regarding the case packers’ current state of operation. We learned many things about the case packers history and performance. One area of concern expressed by both the operator and maintenance was the life span of the valves.
“Upon tear down of this valve, the spool and sleeve assembly was found stuck in the “OFF” position, indicating that the solenoid could not generate enough force to shift the spool to its “ON” position.”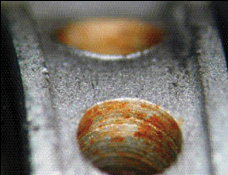
Examination of the spool and sleeve assembly showed signs of a rusty tacky substance (later identified as food grade oil). This contamination was also found on the spool and was impacted on the end of the spool. The spool was removed from the sleeve requiring 2.83 lbs. of force.
This valve required a high wattage coil for shifting force. This high wattage coil combined with food grade oil resulted in varnishing of the valve which hindered its ability to shift and thus resulted in valve failures. Additionally, most of the actuators installed on the equipment came lubed for life and required now additional lubrication. However, once foreign oil is introduced in mass to the actuators the lube for life is effectively washed out and the actuators begin to prematurely wear, the resulting - leaks.
 |
 |
Locking Regulator |
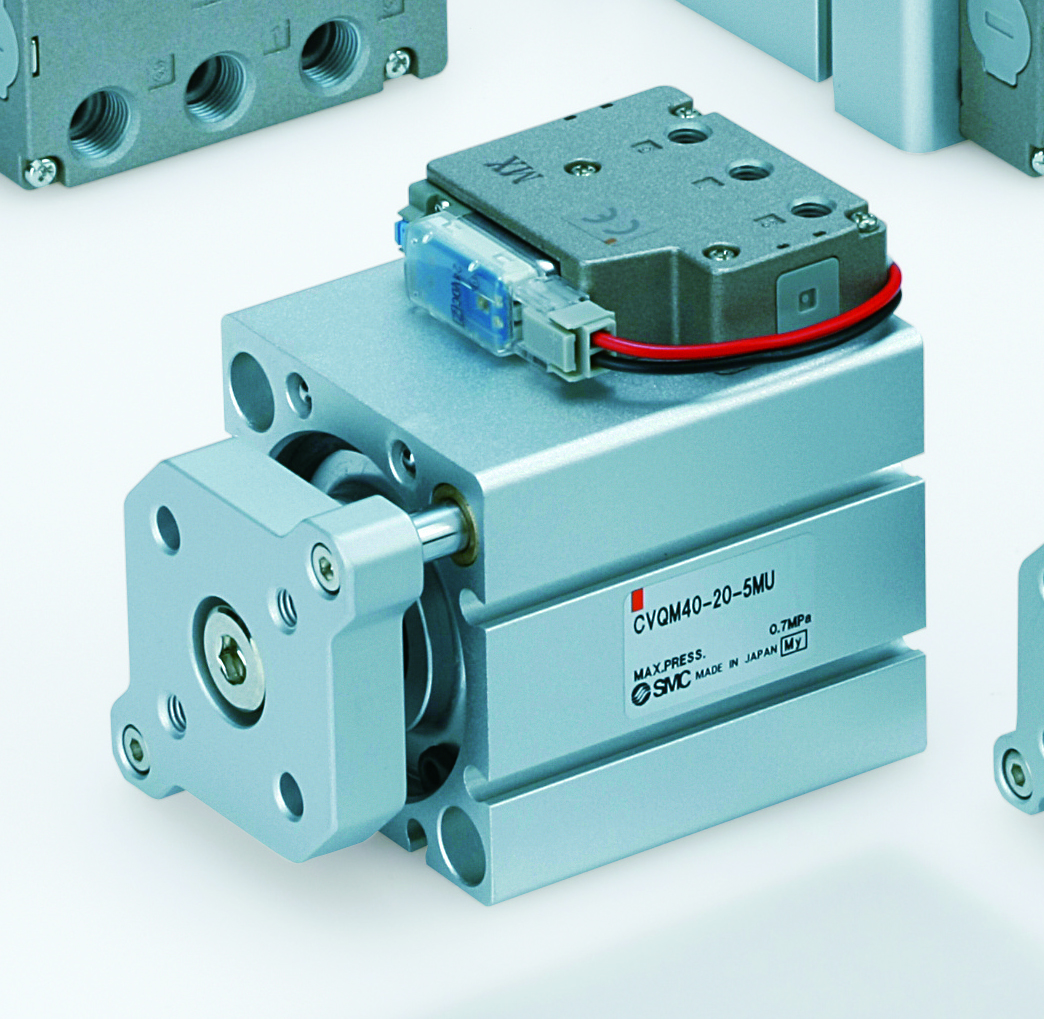
Valve-Mounted Compact Cylinder |
Point-of-use Excessive Pressure
Turning pressure up beyond what the OEM recommends will never help a process, it will only cost the facility additional money. Assuming that all 25 case packers operate in a similar fashion to two that we tested, excessive pressure on these machines is costing the customer a total of $20,425 annually for all 25 case packers.
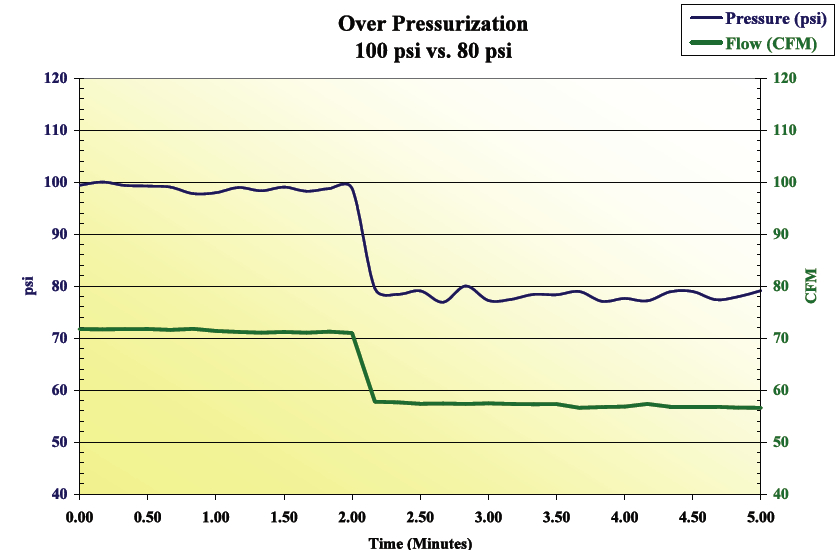

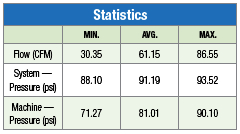
As can be seen in the chart above flow and pressure function in a very linear fashion, as the supply pressure is decreased we see that flow decreases in a similar fashion. It is noted that as a general rule of thumb that for every 2 psi of pressure reduced, 1% of the required brake horsepower (bhp) is conserved. When this is extrapolated over an entire facility, the savings can be quite significant. Using the current average flow of case packer number one (61 CFM), reducing the pressure from 85 psi to 65 psi will conserve 1.5 bhp:
1.5 bhp * .746 * 8,760 hours * \$.075 kW = $817 per machine
90% avg. motor efficiency
Machine design including actuator, valve and tubing sizing
As cylinders extend and retract they require air to be delivered through the valve and tubing at a given pressure and volume to create the required force. Over sizing or over extending tubing, adds volume that needs to be filled each time the cylinder actuates. What is the cost of over sized tubing? Below we have an example using four key cylinders that had excessive tubing size. The rest of the case packer cylinders had the appropriate size tubing for the application. This example shows the flow required using 3/8” inch tubing vs. the flow required using 1/4” tubing. It should be noted that these cylinders did operate at a reduced pressure relative to the rest of the case packer.
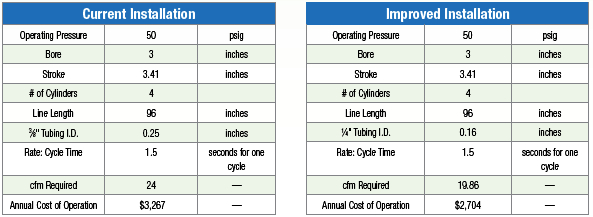
By reducing tubing size, a saving of 4.14 CFM, or a 14% flow reduction, from the case packers design flow (30 CFM) can be realized. This 4.14 CFM reduction equals \$563 per year for each of the 25 case packers. Assuming each of these case packers has a life span of 15 years that is a total savings of \$211,125.
An Additional Note on OEM Design
One area that drew our attention in this machine analysis was the potential for the OEM who built this equipment to design it in a way that would ensure these issues did not become a problem. Intermittent demand
 |
Reduce air consuption by regulating the non-operatingreturn-stroke side |
could easily have been addressed with a two position solenoid valve that would stop costly leaks and purge from being realized in the idle and hold positions. Leaks would have been significantly reduced if filtration designed to prevent food grade oil from entering the equipment would have been specified. Long runs of oversize tubing running from the valve to the actuator could have been shortened and sized correctly to reduce the flow required on each actuator stroke. Point-of-use excessive pressure could have been controlled by the installation of a locking regulator which prevents operators from over pressurizing equipment unnecessarily.
OEMs are great at building equipment to meet your design requirements but they rarely consider the environmental or energy impacts. Working with your machine builder to ensure environmental impacts and lifecycle costs should be considered before the equipment hits your plant floor.
In conclusion, this study shows there are significant opportunity for savings as a result of a high leak load, intermittent demand, tubing size reduction and point of use excessive pressure. Each case packer can reduce demand by a minimum of 34 CFM which equals $4,629 annually in savings. Assuming each case packer has the same inefficiencies as the two we tested (which seemed clear) there is a total $115,723 in compressed air energy savings to be garnered.
In this case, our customer did not need a compressor upgrade to operate efficiently. In fact they now have two extra compressors and the compressors they currently operate run efficiently near full capacity. Additionally, because the case packers did required the highest pressure in the plant (85 psi) moving the pressure from 85 psi to 60 psi on the case packers allowed the plant to lower their overall plant pressure from 92 psi to 85 psi which resulted in additional savings.
Before you buy that new super deluxe energy efficient compressor take a closer look at how you consume compressed air. While pneumatic improvements are at the bottom of the compressed air food chain, they are low cost/high return options and require minimal ongoing maintenance. Once point-of-use improvements are realized, evaluate your compressor controls. You may find you need a smaller variable speed drive than you originally anticipated. It may turn out you have several extra air compressors and your existing units react efficiently to your plants demand saving your facility significant capital.
For more information please contact Jon Jensen, SMC Corporation of America, tel: 630-449-0562, email:[email protected], www.smcusa.com.



