
The CertainTeed Gypsum Board plant located in Winnipeg, Manitoba, has renewed their compressed air system and improved their air quality, as a result of information learned at Compressed Air Challenge’s Fundamentals of Compressed Air seminar, some wise choices for new equipment, and thorough investigation of their system. A close look at their distribution system uncovered some surprising results that, once changed, resulted in better system operation. The improvements saved significant operating costs and resulted in a financial incentive from their power utility.

When James Gunning inherited the compressed air system by accepting his job as Engineering Maintenance Manager he knew there were potential improvement opportunities in many of the plant’s systems. “I arrived here in September 2008 during the down swing of the economy, about the time of the US credit crisis, so funds were tight.” says Gunning, “The system needed renewing because of its age. The refrigerated air dryers were running sub-optimally, the dust collectors were not tuned to be as efficient as possible, and there were times when plant air pressure was reduced.“ This pressure loss resulted in slower production and yield. On top of the reduced production, James estimates the plant was spending about \$10,000 per year on pneumatic parts.
| CertainTeed Gypsum is part of Saint-Gobain, the world’s largest gypsum board manufacturer. Saint-Gobain at a Glance: http://www.saint-gobain.com/en/press/saintgobain-glance |
To try to fully understand the plant’s issues, the CertainTeed team attended a Compressed Air Challenge seminar to learn about common compressed air issues and what to do about them. They then asked their compressed air supplier to data log their system to determine baseline costing and if there were any improvement opportunities. The power utility, Manitoba Hydro, helped fund the study and analyzed the data. The results showed an existing 100 HP base compressor was running fairly efficiently during full production because it was almost fully loaded, but efficiency dropped off when the loading was light, or when the load increased to a point where the second, older 100 HP compressor was required. There was also a nagging pressure problem in the mill, creating additional maintenance requirements during production equipment service.
Placing pressure loggers at strategic locations throughout the system allowed CertainTeed to visualize what was happening to the pressure as the air passed through the piping and valving on its way to the final end uses. The results of these pressure measurements were very surprising. A very large pressure differential was detected between the compressor room and the mill, where the raw material for the gypsum board was prepared before board production. While the air compressors produced an adequate pressure of between 100 and 105 psi, the data loggers showed the pressure at critical points near the mill dust collectors was only averaging about 80 psi. Further to this there were times where the pressure differential was very high, with the pressure falling as low as 55 psi during short transient events.
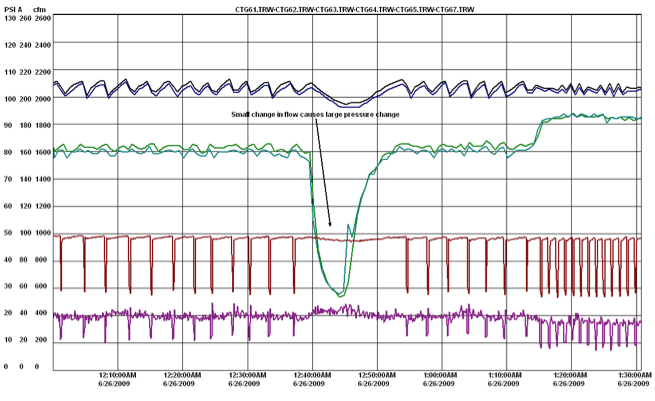

Chart 1: Data logging showed a surprising pressure differential
The strange thing about the pressure differential was that the plant piping was well designed and was of much larger diameter than the air demand required. An inspection of the piping system showed that there were no sections of piping that should have caused this excessive differential, yet excessive pressure drop was occurring. Additional data logging was done and flow meters were installed to measure the plant flow characteristics. The flow meters showed that at a certain flow point the pressure differential reached so high that no further flow could pass through the restriction in the piping system piping, a sign the compressed air was reaching sonic velocities somewhere in the system.
Further careful inspection and measurement isolated the pressure differential to a section of distribution piping between the point where the air entered the mill area and the dust collector bag houses. Strangely, the pressure differential across smaller, one-inch piping was far less than what appeared across the larger two-inch main piping, yet the flow in these sections was nearly the same. The section of two-inch pipe was very simple, just a fairly straight piece of two-inch pipe, a couple of T connections and a wide open butterfly valve.
In investigating the piping, the maintenance staff finally tried to operate the ball valve and found that, at some point in the past, the valve handle had sheared off of the main valve stem and what looked like a wide open valve was, in fact, a valve that was almost fully closed. This was an excellent lesson in checking assumptions. A repair was quickly scheduled and the large pressure differential disappeared.
This repair had secondary benefits. “The main issue that it solved was the restoration of adequate compressed air flow and good pressure to our mill,” says James Gunning. “Considering that two-thirds of our compressed air consumption is in the mill dust collector bag houses, the improvement was noticeable on the cleanliness of the bags and our ability to tune them for better operation. From a mechanics standpoint, our Raymond roller mill is a very high maintenance piece of equipment by nature and requires a ¾” air-driven impact gun to get parts apart. Before this particular find, the mechanics were complaining that the impact gun didn’t have enough power, but in reality it was related to the failed butterfly valve.”
The existing air dryers were of refrigerated style and the peak air flows caused issues when a high flow transient event called the ”kettle discharge” occurred. The kettle discharge is a protective event that quickly expels the calcined gypsum from the kettle, a large natural gas heated cooker. During production, in the very rare event that the raw material is left to solidify in the kettle, it is almost impossible to remove. Short duration, high flows of compressed air are used to very quickly expel the material from the vessel. This causes a second compressor to start and run, basically doubling the air loading for a short period of time. The system dryers need to be sized for peak flows to adequately dry this peak compressed air flow. The dryers were also located in a dusty and hot location above the compressor room. This caused additional maintenance needs over a period of time. Since the mill areas were largely unheated, during the harsh Manitoba winters the air flow was occasionally not adequate to prevent water and ice from forming in colder areas.
But adding a properly sized heatless desiccant air dryer would have presented a problem, the new equipment would have increased the average compressed air loading to a point above the capacity of the main compressor, forcing the second compressor to continually run lightly loaded to make up the difference. This additional 150 cfm of purge loading would have increased both the energy and demand charges by almost double if the existing compressors were used, units that had high unloaded power consumption and inadequate storage capacity with which to work. The estimated kW consumption per 100 cfm, called the specific power, was projected to exceed 23 kW/100 with this new situation, up from a level of 18.6 kW/100, when supplying the 47% increase in compressed air loading caused by a new dryer.
Upgraded System
CertainTeed could have installed a new heatless desiccant dryer with their existing compressors; however, there were significant incentives available from Manitoba Hydro to improve system efficiency and avoid additional costs by purchasing more efficient equipment. The following enhancements were made to their project:
- Purchase of a 125-HP, premium efficiency two-stage air-cooled variable speed drive (VSD) screw compressor to work with an existing 100-HP compressor,
- Installation of an externally-heated desiccant air dryer with dew point dependent control,
- Selection of dual inlet filters on the air dryer to reduce pressure differential,
- Use of a 3,000-gallon storage receiver to better stabilize the plant pressure during transient peak demands and to make the compressors run better by slowing down load/unload cycle frequency (and VSD start/stop),
- Design and installation of a compressor control system to allow the units to be turned off and back on for weekend shutdown in an orderly fashion,
- Recovery of heat of compression to supplement natural gas building heat,
- Installation of a permanent power and flow monitoring system to track system Key Performance Indicators (KPIs), further measures of energy efficiency, impact on production yield, and overall quality.
“Our current state of the compressed air system is vastly different from five years ago. It was a long and sometimes painful journey, but we are seeing that the results are worth it.” says Gunning. “I heard comments from the maintenance shop that our entire system was performing much better and the air is of a better quality now. We had auto drains and can now take them out to save even more air. The last part of the journey will be training the team on the new flow meters to ensure we make the most of the new, high tech system that incorporates additional monitoring capability for improved process control.”
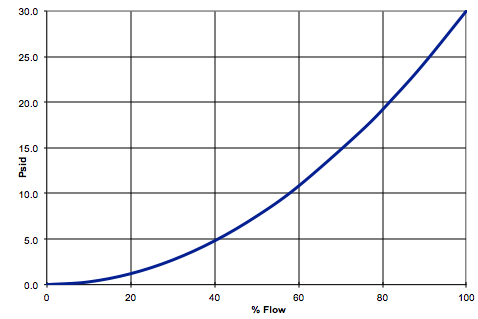
Chart 2: Pressure differential follows an exponential curve, on the steep part of the curve very small flow change results in large pressure differential
Manitoba Hydro estimates the savings for the project are 70 kW peak and 370,000 kWh per year for a 50% savings over the base case. At 2013 rates this saves about \$30,000 in operating costs. Further savings of about 8,500 cubic meters of natural gas worth about \$2,000 per year are estimated due to heat recovery. The project gained a substantial power utility incentive that covered almost half of the project purchase and installation costs. Simple payback for the project was less than 2 years.
Is CAC Training for You?
Projects like this can be yours for the taking; the secret is to apply some knowledge gained from a CAC training seminar and do some baseline measuring. There are pre-qualified instructors available now to help you host your own seminar. More information on CAC’s many instructors is at http://www.compressedairchallenge.org/training/instructors/
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more System Assessment articles, visit www.airbestpractices.com/system-assessments.



