There are some fundamentals when it comes to compressed air system improvements. One strategy that is overlooked is just drawing the details of whatever aspect of a system you are looking at. It is fairly common to see a misdiagnosis of some particular technical issue that would have been obvious should someone have created the drawing to describe the problem.
Sometimes data is required to be overlaid on the drawing but the combination often can combine to make something obvious. This happens whether the problem is in supply, distribution, or demand. Too often, the plant engineer, service technician, sales engineer, or auditor are in such a hurry they miss fundamental information that would have allowed the solution to be properly assessed.
Demand Side Example
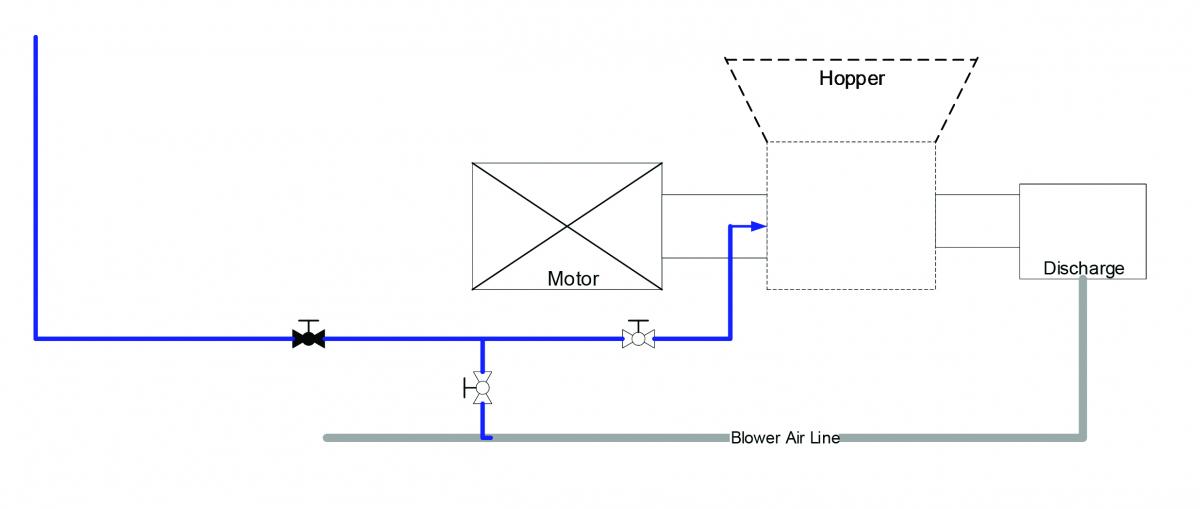
One plant in Europe had two dilute phase conveying pumps which required seal air to protect both the pump’s motor and outboard bearings. In this particular pump design, they are able to use an air source from the pump conveying system or compressed air. In both systems, piping was set up so the blower air would always serve the discharge bearings and the plant had an option to use compressed air or the blower air on the motor bearings. This set up is shown in Figure 1.
Figure 1.
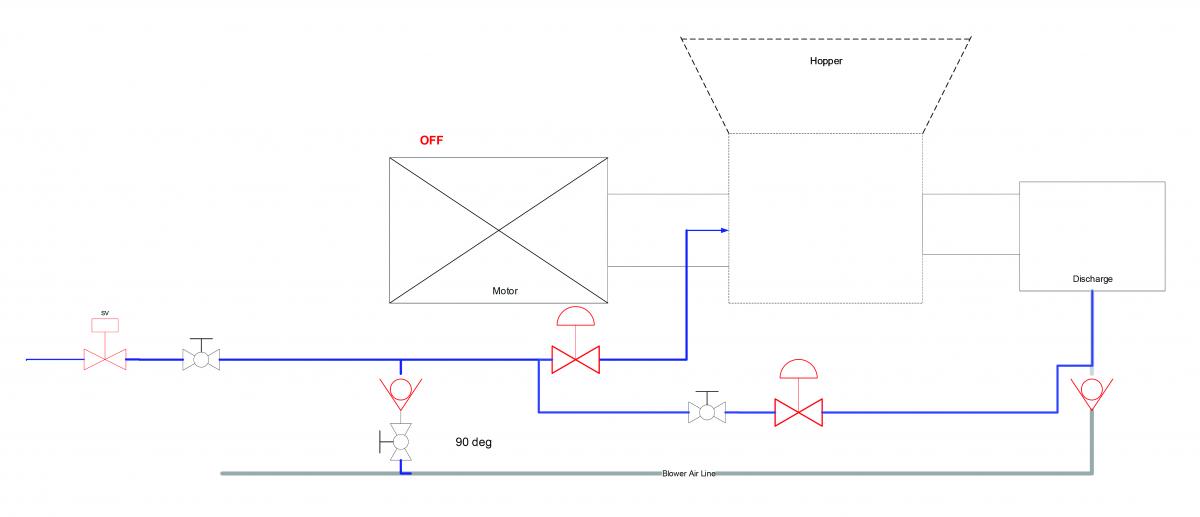
When the drawing (Figure 2) was created for the pumps, it was obvious the plant was wasting money while there was significant risk for a catastrophic failure.
- The “off” pump was consuming compressed air through a valve that was left partially open. Not only was compressed air feeding the idle motor seals, the bypass line was open allowing it to feed both the discharge seals as well as the low-pressure blower system. Energy consumption was 5,000 euros per year.
- The “on” pump had all of its air off, putting the machine at risk for the dust to work its way into the pump’s outboard bearings or motor bearings. This could turn into a 5,000 euros-plus repair.
The drawing also allowed that the solution would communicate the required changes, which included automating the feed air, regulating the compressed air while adding a check valve to ensure compressed air could feed the outboard bearings but not the blower system.
Figure 2.
Click here to enlarge.
Distribution Example
This particular plant was suffering from low pressure and was convinced the problem was the piping system. The auditor agreed to do a pressure drop map to help pinpoint the problem as he was suspicious the issue was something else. The best guess was the plant was consuming 800 scfm to 1,400 scfm and the piping system consisted of a three-inch loop system.
The pressure map (Figure 3) showed there were pressure issues in the air compressor room (not shown) but the bigger problem was in the distribution system as the plant suspected. However, the problem wasn’t in the main loop but in the individual branch lines. This drawing made it clear to the plant where the issues lay and that no modifications would be required to the main piping system.
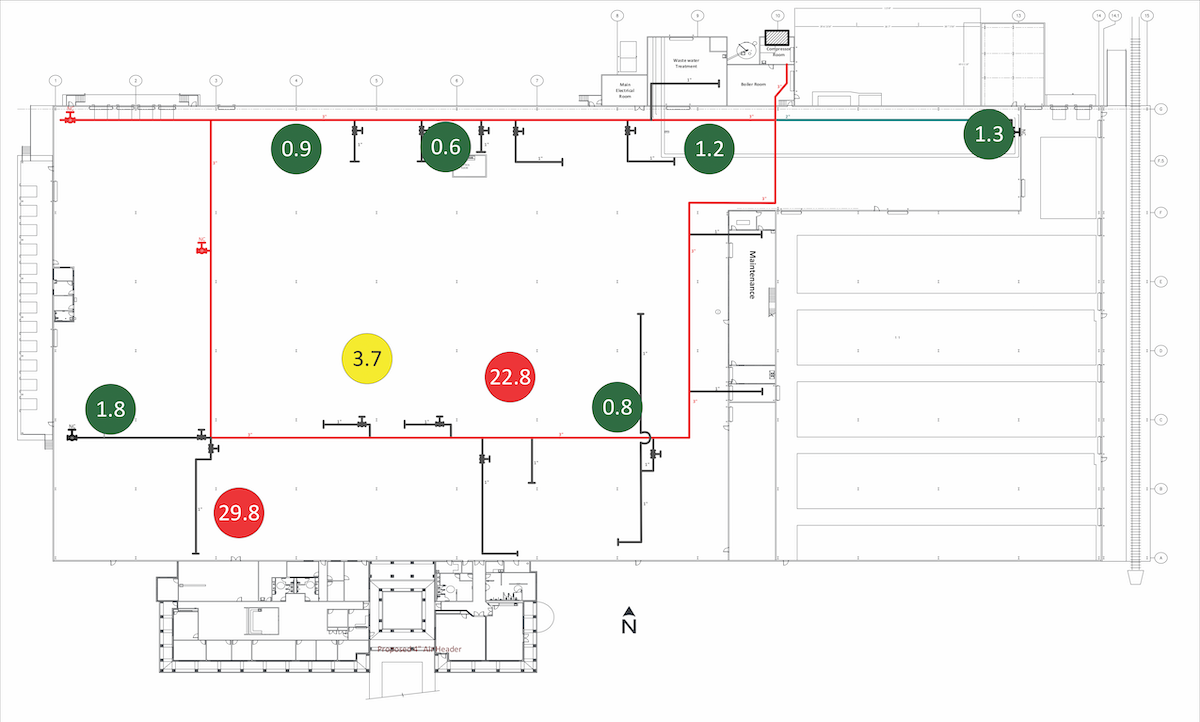
Figure 3: In this diagram, the existing three-inch header is in red and the existing two-inch header is in green. The black line represents the existing three quarter to one-inch existing air header. Pressure drop in each location is shown by the number within each circle. Click here to enlarge.
Supply Side Example
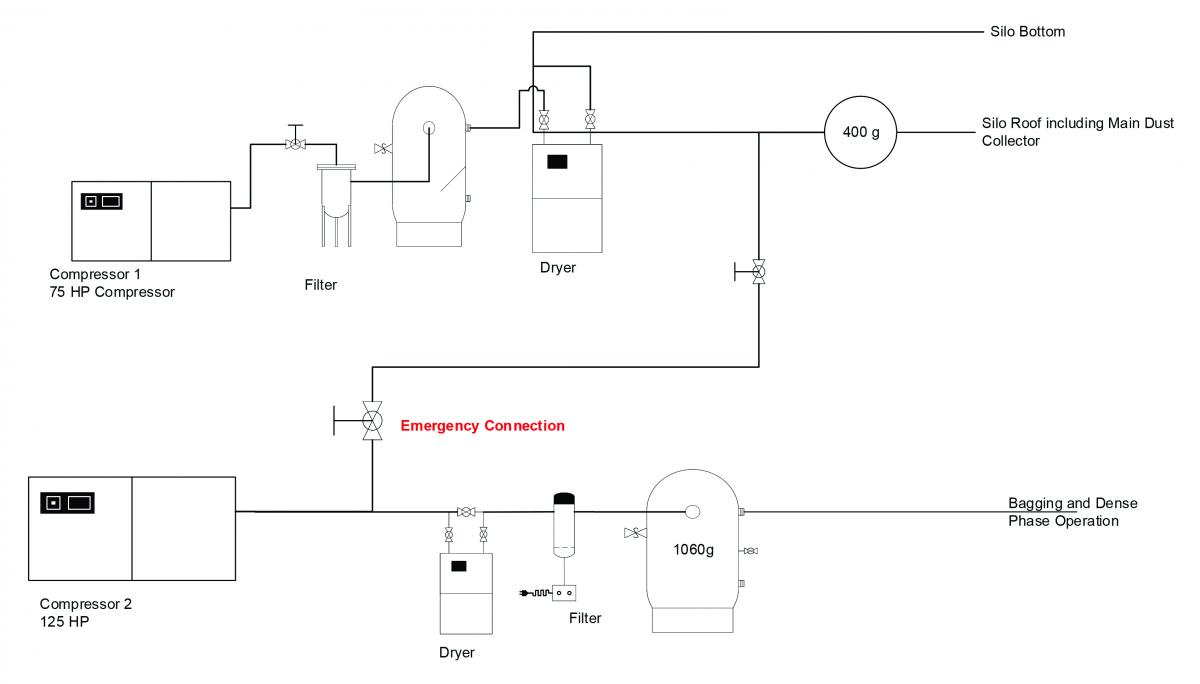
In the next example (Figure 4), there were numerous problems for this particular facility including wet air throughout the plant. The plant had called the local air compressor company to evaluate low air pressure and wet air throughout the facility. The plant originally had two systems serving different processes within the facility. The first was the area serving the trucks loading cement. The second was a bagging operation that included dense phase conveying.
Figure 4.
Click here to enlarge.
At some point in the past, the truck-loading air compressor failed and an emergency connection was made between the two systems. The individual responsible for making the connection was unaware of the importance of tying into a spot where the air had been dried, and as a consequence, made the connection upstream of the dryer. When analyzing the wet air in the system, the air compressor company assumed the problem lay with the dryer technology, and as a consequence, their solution was to add a desiccant dryer when a refrigerated air dryer would have been perfectly sufficient.
This root cause was missed and, as a consequence, other parts of the system were not sufficiently examined. This led to a recommendation for a \$50,000 project that would increase operating costs by \$20,000 to \$30,000 per year. Understanding the real root cause would have allowed the plant to fix the problem for \$1,000 to \$2,000 and decreased the operating cost by more than \$10,000 per year.
Drawings Save Money
Sometimes, troubleshooters neglect to create a drawing regarding a technical matter. Whether it is to save time or that the individual doesn't think the information is important to understand precisely, the consequences can cost tens of thousands of dollars in capital and tens of thousands of dollars in operating costs annually if missed. Any technical problem that has a substantial economic consequence to a plant is one worth putting onto paper.
|
For those interested in communicating technical information graphically, Edward R. Tufte’s book, “The Visual Display of Quantitative Information” is a classic. One particularly useful concept is “data ink” versus “non-data ink.” The idea behind that is the first should be maximized while the second should be minimized as a matter of principle. |
About the Author
Paul Edwards, with 39 years of experience in the compressed air industry, is the principal at Compressed Air Consultants, email: [email protected], tel: 704-376-2600, or visit www.loweraircost.com.
To read similar System Assessment articles, visit www.airbestpractices.com/system-assessments.



