A couple of key principles must be considered if we want to understand and control the operating costs of your compressed air system. First, compressors pump air, they do not make pressure. The system creates the back pressure which the compressors must pump against. When the compressor delivers more air than the demand requires, the pressure rises and of course, the reverse is also true. Secondly, any component or application which forces the pressure to be higher than necessary creates wasted energy in the system. This waste is not linear to the increase in pressure but can be exponential for many reasons. However, the main contributors are artificial demand and the size of the compressors in the system.
In our experience, 25-30% of the horsepower on line in most systems is due to unnecessarily high system pressure. Therefore, if we identify and correct the applications that are driving the requirement for higher system pressure, we can turn off compressors. This is not to say that there aren't problems and opportunities in the compressor room, but the production department's requirements for pressure will normally out-weigh any available compressor control refinements. The key benefit which must be communicated to production is that the application will no longer be sensitive to system pressure. It becomes more reliable and repetitive, which increases quality and productivity.
Determine Where the Inefficiency Lies
The simplest way to determine which applications are driving the system pressure is to ask the compressor operators which applications are the most sensitive to pressure fluctuations. The compressor operators usually receive a phone call from production personnel if a compressed air application is not performing correctly. Talking to the production personnel who call identifies the application which is not performing reliably. Unfortunately, the phone call often generates an adjustment in the compressor operating arrangement or pressure until the application performs acceptably. This is a minimum acceptable standards approach which does not look at the process to determine what may have changed. Instead, it compensates for all problems with increased system pressure.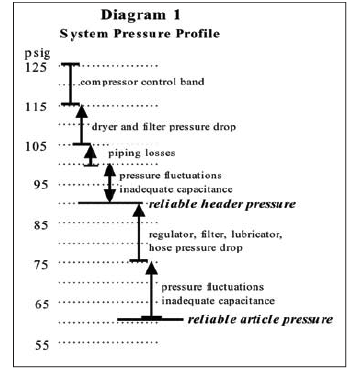
For example, if a filter clogs up or a leak occurs at the point of use on a critical application, higher pressure for the entire system will be required to provide the same pressure to the application. Therefore, the pressure required is determined by the cumulative delta pressures in the system added to the actual pressure required at the inlet to the device - called the article pressure. Diagram #1 depicts an actual system pressure profile and is typical of most systems we audit. When a profile is presented in this manner it is easier to determine where the greatest pressure losses are located and how to improve the performance of an application.
Improve the Efficiency
There are two ways to increase the pressure at the article on this application. We can raise the system's pressure, or we can decrease the pressure losses between the compressors and the article pressure. Raising the system pressure is the easiest but most expensive solution in terms of operating costs. But, since most organizations do not track the cost of compressed air, the additional costs are lost in the general budget and are not associated with the decision to raise pressure. The rule of thumb is that every increase of one psi in systems pressure increases the required on line compressor horsepower by 0.5%. So, if one operates a 500 hp system and raises the header pressure by 10 psi to overcome a problem with an application, an increase of 5% or 25 hp is expected.
In an actual system, however, this is only part of the story. The increased pressure increases the demand for air by all users that are unregulated, including leaks, open blowing, and users with the regulator cranked completely open. This is called artificial demand. In a system of this size in good repair, artificial demand will easily account for an additional 100 scfm of demand or another 25 hp due to the increased pressure. If this increased demand requires that an additional compressor be turned on, the increase in power will be disproportionate. If the backup compressor were 200 hp, the online horsepower would likely increase by 100 hp or more.
The alternative approach is to analyze the pressure losses and then, wherever feasible, to reduce the losses between the compressors and the article pressure of the critical application. In the system pressure profile shown in the diagram, there is more than 30 psi of pressure loss from the header pressure to the reliable article pressure. A portion of this loss is attributable to inadequate capacitance and was addressed in detail in an article published in the January 1997 issue of AFE Facilities Engineering journal - Six Ways to Use Storage to Control Compressed Air Costs. Here, we will examine the other obvious opportunity which is the pressure loss created by the point of use components- the filter, regulator, lubricator (FRL), and hoses.
Find the Pressure Drop
It can be very difficult to measure the pressure drop on an intermittent application with a pair of gauges. So, purchasing an accurate delta pressure measuring instrument is recommended. Observing the regulator gauge gives a general idea of the delta pressure at a particular application. The difference between the setpoint of the regulator when static and the stable pressure when the application is flowing will approximate the pressure loss. Usually, the results of the analysis are that the point of use components- the filter, regulator, lubricator, and final hoses- are the places to easily and significantly reduce the pressure losses.
In the sample profile, the pressure loss due to these components is shown as 15 psi (90 to 75 psig) but it is often as high as 25-30 psi. This is true frictional loss due to the resistance to flow and is therefore dependent upon the pressure, temperature, and rate of flow of the application. But these components are normally sized to match the connecting pipe size and are not selected based on the acceptable pressure loss. For example, at 90 psig and 40 scfm, a standard 1/2" FRL causes more than 18 psi of pressure loss. On an application that determines the operating pressure of the system, a different approach is warranted. Higher quality components are available in the same nominal size with lower designed deltas. Or, standard components can be oversized by one or two nominal sizes to achieve a similar result. (Over sizing FRL components can increase hysteresis which may lead to other problems in intermittent or critical applications, see referenced article on storage). Designing a total point of use component pressure loss of <6 psid, which allows for filter dirt loading to increase the delta to 10 psid, is recommended.
Do the Analysis
It is critical to remember that this analysis must be based on rate of flow not the average consumption. Rate of flow is the volume required in a specific period of time corrected to scfm. For instance, if a device uses four standard cubic feet in six seconds once a minute, the average consumption would be four scfm and one could improperly install 1/2" components expecting minimal pressure loss. But the rate of flow in this example, is calculated as (4 scf x 60 secs / 6 secs = 40 scfm) and will generate the >18 psi pressure loss discussed above. To obtain this rate of flow from a manufacturer of pneumatic equipment, one must ask very specific questions because they will always quote the average rate of consumption not the highest rate of flow at any specific time.
Reducing the pressure losses one identifies allows a more reasonable operating pressure, and the resultant reductions in on-line compressor horsepower may be surprising. But, because storage in a compressed air system is a function of the physical size of the receivers plus the piping and the useful pressure differential which is available, reducing the system pressure reduces the storage capability. This is a relatively straight forward problem and is discussed in the article previously referenced. Approaching poor application performance in the manner described requires some additional effort, but the good news is that these are the least expensive problems to fix in the system.
Conclusion
In most plants, a few of these point of use problems dictate the operating pressure for the entire system. Concentrating on those applications requiring higher pressures and those applications with performance problems, one quickly learns what the lowest practical header pressure should be. The improvement in the performance of the individual applications is a side benefit, but it will win the support and endorsement of production personnel.
![]() Dean Smith is the General Manager of iZ Systems, a consulting firm specializing in auditing and designing compressed air systems, and was formerly the Principal of Air Management, Atlanta, GA. He is a member of the Technology Core Group which wrote the training materials for the Compressed Air Challenge of the DOE. He has performed complete system audits on over 1,000 plant compressed air systems providing recommendations that have improved quality and productivity while reducing plant operating costs. For further information, Mr. Smith can be reached at (404) 307-6836 or email at dsmith@izsystems.com.
Dean Smith is the General Manager of iZ Systems, a consulting firm specializing in auditing and designing compressed air systems, and was formerly the Principal of Air Management, Atlanta, GA. He is a member of the Technology Core Group which wrote the training materials for the Compressed Air Challenge of the DOE. He has performed complete system audits on over 1,000 plant compressed air systems providing recommendations that have improved quality and productivity while reducing plant operating costs. For further information, Mr. Smith can be reached at (404) 307-6836 or email at dsmith@izsystems.com.
To read more System Assessment articles, please click here



