The Facility
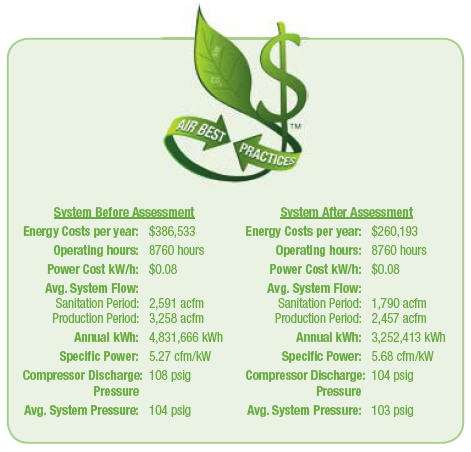
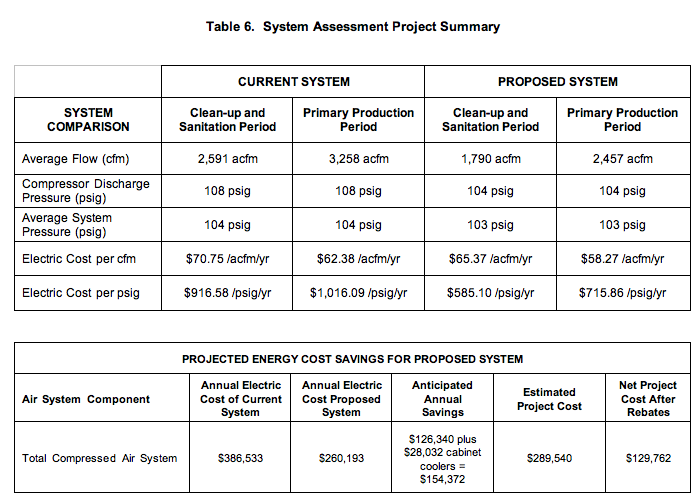
This food industry factory, located in California, was spending \$386,533 annually on energy to operate their compressed air system. This system assessment detailed eleven (11) project areas where yearly energy savings totaling \$154,372 could be found with a investment of \$289,540. A local utility energy incentive, paying 9 cents/kWh, provided the factory with an incentive award of \$159,778. This reduced the investment to \$129,762 and provided a simple ROI of ten months on the project.
This project represents a true “supply and demand-side assessment”. The demand-side work identified significant opportunities to reduce compressed air consumption in blow-off air applications and in leaks. Due to article length space constraints, this article will detail how the factory reduced compressed air consumption by over 841 cfm.
It is important to note, that the supply-side, of the compressed air system, had to be modified in order to turn the reduced compressed air consumption into energy savings. A new variable speed drive air compressor and a compressor control automation system was required to turn the reduced compressed air demand into energy savings.
Supply-Side System Overview
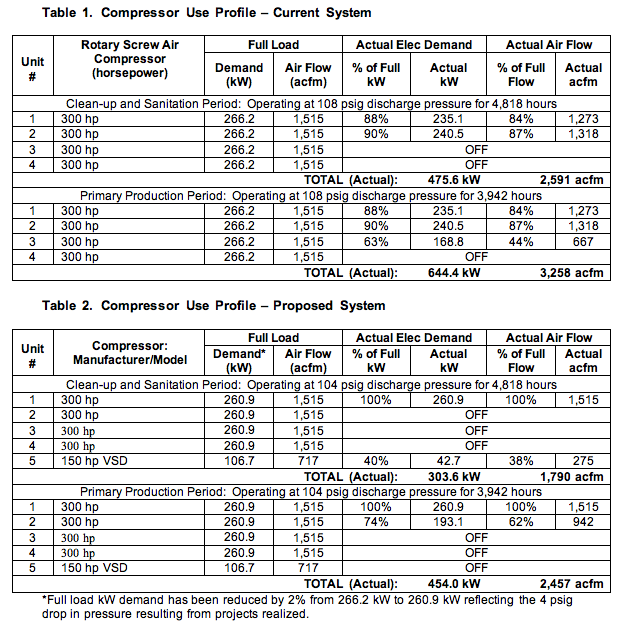
The “specific power” rating of the current system was 5.27 cfm/kW. This energy efficiency metric means that for every one kW consumed, the air compressors generate 5.27 cfm (cubic feet per minute) of compressed air flow.
The air system operates 8,760 hours per year. The load profile or air demand of this system varies during the day based on production cycles (not shifts) – 55% of the time two compressors meet the demand while 45% of the time three compressors meet the expanded demand. Overall system flow ranges from an average of 2,591 acfm during two-compressor periods to 3,258 during three-compressor periods. The system pressure runs from 103 to 104 psig in the headers during production.
The #1 and #2 300 horsepower air compressors run as primary lead air compressors and the #3 air compressor runs as the trim (lag) unit. All the existing air compressors are sequence controlled and are rotated in sequence on a scheduled interval.
When doing system assessments, the energy savings estimates depend, in part, on the air compressor capacity control system effectively translating lower air use into reduced electric cost. The currently installed air compressors have this type of unloading controls-but they are oversized. It was necessary to install a smaller (150 hp) variable speed drive air compressor to improve the specific power of the system to 5.68 cfm/kW. Additionally, the existing piping system will allow the controls to accomplish their goals.
The focus of this article is to detail the projects realized to reduce the consumption of compressed air.
Project #1: Leak Identification and Repair
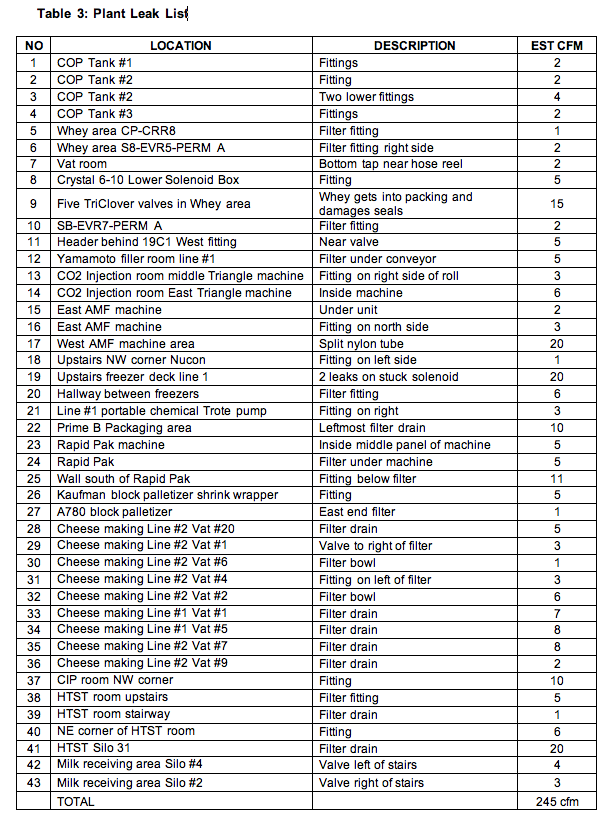
A partial survey of compressed air leaks was conducted at the plant and 43 leaks were identified, quantified, and logged. Potential savings totaled 245 cfm for the 43 leaks that were identified. We recommend an ultrasonic leak locator be used to identify and quantify the compressed air leaks in an ongoing manner. The plant already has such a leak detector in house. Some of the areas surveyed in the leak study included a great deal of high background ultrasound noise that shields many of the smaller leaks. In continuing the leak management program, plant staff should perform leak detection during non-production hours in order to eliminate some of the high ultrasonic background noise.
| Estimated reduction of air flow by fixing 43 leaks | 245 cfm |
| Recoverable savings from air flow reduction | $110.70 /cfm/yr |
| Annual electric cost savings with proposed project | $27,120 /year |
| Unit cost of leak repairs ($25 materials per leak and \$75 labor per leak) | $100 |
| Total project cost (materials and installation) (43 x \$100 each) | $4,300 |
Project #2: Thermoelectric Refrigeration
An older technology now emerging into the commercial industrial cabinet cooling market is “Thermoelectric Refrigeration”. It was originally developed and applied to internal cooling of computers and other electronic components. The thermoelectric plates utilize an efficient Pelletier cooling design. As current is supplied to the plate, it cools the surface. As current to the plate is reduced, the cooling effect is reduced. The control system modulates the amount of current to maintain the target temperature.
The energy cost to operate a thermoelectric refrigeration cabinet cooler is from 50% to 80% less than Freon refrigeration units. This technology does not always have the capability to develop the higher temperature differential of some others, particularly vortex tube cooling. In some higher ambient areas (such as furnaces, etc.) with poorly insulated cabinets they may not be usable. We have applied thermoelectric cooling very successfully in manufacturing plants all over the continental United States.
Thermoelectric Coolers Summary
- No refrigerated type cooler has lower electrical energy cost than the thermoelectric air conditioner. Today its practical limit is 1500 Btu/hr cooling in a single unit (or multiples of 1500 Btu/hr). This will handle many of today’s cabinet cooling jobs in the industrial environment. It will cool below ambient or the surrounding air temperature. It does have limited cooling temperature differential (10 – 30oF) from ambient.
- Thermoelectric can cool in a sealed cabinet and does not have to exchange cool air for hot air!
We saw 53 refrigerated cabinet coolers in the plant. All of these 1,500-4,000 Btu/hr-rated coolers can be replaced with similar rated thermoelectric refrigeration with automatic temperature control units with a savings of 3 to 6 kW each. They will also provide much longer life than the normal 1-3 year life of refrigeration units.
The five 4,000 btu/hr rooftop units might be replaced with two 1,500 btu/hr thermoelectric units each because the existing ones are likely oversized. Proving that the proposed solution works is one reason why we suggest experimenting to find the most economical approach instead of just replacing all 53 cabinet coolers today. It may be that a single 1,500 btu/hr unit will work if insulation is added to the sides, bottom and door of the cabinet.
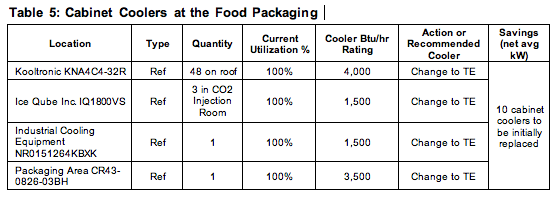
We proposed the plant only replace 10 of the 53 refrigerated cabinet coolers initially. Replace the other 43 refrigerated cabinet coolers as they fail during subsequent months and years.
| Current energy use of the ten refrigerated cabinet coolers is at least (5 on roof, plus 5 inside) | 45 kW |
| Energy use of each 1,500 btu/hr thermoelectric cooler | 280 watts |
| Number of thermoelectric coolers needed to replace the ten refrigerated units | 16 |
| New energy use with thermoelectric units (0.28 kW * 16) | 4.5 kW |
| Electric cost savings with proposed project | 40 kW |
| Annual electric cost savings with proposed project (40 kW * 8,760 hours * \$0.08/kWh) | $28,032/year |
| Project cost (material and installation) | $30,000 |
Project #3: Use Venturi Air Nozzles for Blow-off Air
This food industry plant can save substantial energy by installing venturi nozzles in four open blow areas. The following open blow projects are based on using stainless steel nozzles rather than the usual nylon composite nozzles. In total, these four open blow projects can save an average 440 cfm over all shifts at a cost of \$6,000.
- Whey area, northeast corner, tube blowing out 25 cfm – use 9 cfm amplifier nozzle and automatic solenoid shut off valve for half the time. Savings are 19 cfm all the time. Cost is \$800.
- Yamamoto filler room, line #1 there are 4 open blows of 25 cfm each all the time – add regulator ($200) and amplifier nozzles ($200) at 12 cfm each and automatic solenoid shut off valve (\$750) for half the time. Savings are 76 cfm all shifts. Cost is \$1,200.
- Yamamoto filler room, line #2 four directional wedge nozzles at 32 cfm each used to fold plastic bag flaps could be replaced with amplifying wedge nozzles and regulated air to 80 psig and then use only 16 cfm each. Operate 20 hours a day. Savings are (32-16) times 4 nozzles at 20/24 hours = 52 cfm all shifts. Cost is \$1,000.
- Block cheese room uses 4*4 wedge nozzles at 32 cfm each used to blow water off the cheese (512 cfm). Operate 80% of time. Replace with 4*1 air knives each using 36 cfm, or 144 total cfm. Savings are [(512-144) x 80%] = 294 cfm all shifts. Installed cost is \$3,000.
| Current average air flow to nozzles currently in use | 642 cfm |
| Proposed average air flow to amplifying nozzles and air knives | 202 cfm |
| Total air flow saved | 440 cfm |
| Recoverable savings from air flow reduction | $110.70/cfm yr |
| Annual electric cost savings from flow reduction | $48,707/year |
| Total estimated cost of project (all materials and installation) | $6,000 |
Project #4: Use Venturi Nozzle Blow Guns
Additional savings can be created by replacing the blow guns with venturi nozzle blow guns. The system assessment recommends replacing 12 existing blow guns with OSHA-approved venturi amplifier blow guns.
| Current average air flow with existing blow guns 60 cfm each (5/16” at 100 psig) times 12 guns times 2 hours/24 hours | 60 cfm |
|
Proposed average air flow with venturi blow guns 7 cfm each times 12 guns times 2 hours/24 hours |
7 cfm |
| Total air flow saved | 53 cfm |
| Annual electric cost savings from flow reduction | $110.70/cfm yr |
| Total estimated cost of project ($45 each times 12 blow guns) | $540 |
Project #5: Tank Agitation
This food industry factory has nine (eventually twelve) cleaning tanks which need agitation for maximum cleaning to occur. Cleaning takes place at night with each wash tank being agitated for about 2 hours.
The plant has built air lines with about forty-one 1/8” holes drilled every couple of inches for blowing compressed air into the water. Generally these lines are submerged only 24” and therefore have about 1 psig of water pressure on them. Thus low pressure air will work just as effectively to agitate the water, instead of using regulated but still much higher pressure compressed air.
We suggest the plant use these same lines in the same wash tanks, but beta test use of a small 7 psig blower to feed the system instead of hooking up to the compressed air system. This blower will require an electric hookup, but it appears service is available nearby each wash tank. The blower probably can fit under each tank so that it is out of the way.
| Current air flow with compressed air 13 cfm per hole (1/8” regulated to 60 psig) times 41 holes times 2 hours/24 hours | 45 cfm |
| Compressed air flow with blower air | 0 cfm |
| Total air flow saved | 45 cfm |
| Recoverable savings from air flow reduction | $110.70/cfm yr |
| Annual electric cost savings from flow reduction | $4,981/year |
| Total estimated cost of project (blower and installation) | $5,000 |
To be fair in the analysis, the blower will consume electricity. This will depend on the blower, but it will be in the range of 1 kW. This will cost 1 kW * 2 hours/day * 365 days/year * \$0.08/kWh = \$58 annually to operate. In other words, the blower solution is about 85 times more energy efficient than using compressed air. If this project is completed the utility company rebate will be calculated on the net energy savings (\$4,981 less \$58). Once this beta approach proves successful, modify all 9 (or 12 once line #3 comes online) wash tanks. The energy savings and the utility rebate will scale up arithmetically.
Conclusion
This project is a good example of the opportunities that exist in a modern factory to significantly reduce compressed air consumption. It is also a good example of the fact that simply reducing compressed air demand doesn’t guarantee energy savings. In fact, it is usually the case that the supply-side system (the air compressors) must be reconfigured to deliver the energy savings.
Contact Hank van Ormer; tel: 740-862-4112, www.airpowerusainc.com
To read more System Assessment articles, please click here
April 2012



