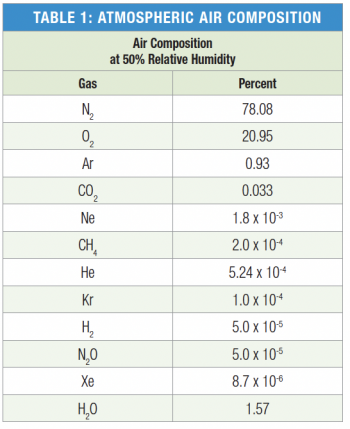
Atmospheric Pressure (ATM)
Atmospheric pressure (ATM) is expressed in many units of measure. At room temperature a cubic foot of contained air at sea level – the random movement and molecular impact on the walls of the containment vessel equal a force of 14.7 psia for every square inch of the walls.
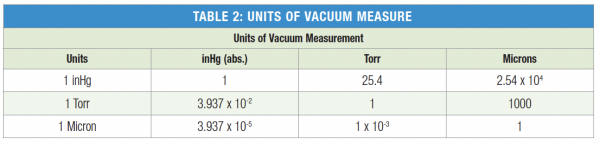
Some of the most common units of measurement are:
- HgAbs – Inches of mercury absolute with a nominal 30” (29.92) column of air = 1 ATM
- Torr – the 30” nominal column of air is set at 760mm- 760 Torr = 1 ATM
- A common counterpart with these:
- 1 ATM (Atmosphere) = 29.92” HgAbs
- 760 Torr = 14.7 psia
HgAbs (inches of mercury absolute) is a very reliable and accurate measurement. However, the measurement range is relatively narrow. If a wider range is needed, Torr offers more increments of measure for high vacuum. Note: “high” vacuum equals a lower vacuum reading!
Micron measurement (and some others) are used for ultra-high vacuum, deep space, etc. where there are fewer measurement increments.
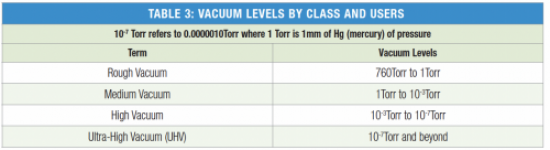
Vacuum Levels by Class and Typical Applications
Vacuum applications are often loosely classified into different levels using terms like low, medium, high and ultra-high vacuum. Here are some definitions and common applications.
Low Vacuum – generally applied to such commercial products as vacuum cleaners.
Medium Vacuum – typically achieved by a single stage vacuum pump and measured with basic equipment – generally HgAbs or Torr. Medium to lower high vacuum serve many industrial markets such as:
Glass Container Manufacturing
Material Conveying (bulk and production lines)
Production Furnace (processes such as heat treatment and procedures)
Printing, paper, rubber, and plastic procedures
Food processing, meat packaging, electrical, pharmaceutical
High Vacuum – usually requires multi-stage pumps. There are some single stage positive displacement pumps that serve significant sectors to this class.
Ultra-High Vacuum (UHV) – usually requires heating or a chamber to remove trace gases and other special procedures. Most standards recognize this to a level of 10-7Torr and beyond.
Evaluating Pressure Drop in a Vacuum System
When a vacuum system is first selected and set up, much energy and attention is spent selecting the pump to achieve and continue to supply the correct target vacuum levels required.
The operating system accessories and connectors to equipment not purposely selected or applied can generate vacuum leaks (outside air enters the system or the demand side) that unchecked can destroy its performance.
Often in industrial applications the term “High Vacuum” is desired but may or may not be required. Accordingly, be sure of what vacuum level is the “True Target Pressure.”
Vacuum pumps must operate at the higher level of vacuum to compensate for unplanned excessive pressure loss in the system. Too small or restrictive piping configuration will compound this issue due to “pressure drop” in the flow.
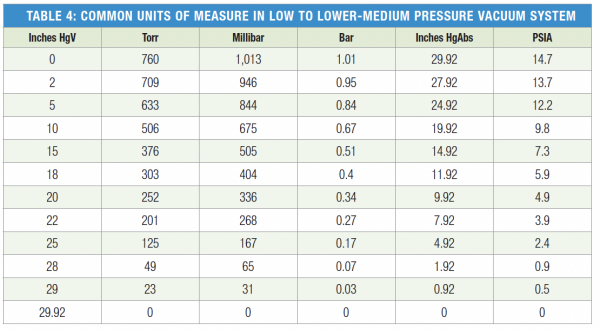
Pressure Drop is the difference in system operating pressure from the pump supply to the point(s) of use. It is very common in the vacuum industrial system to measure the required points in inches of mercury/absolute (HgAbs.). Refer to Table 4 that covers the range of various common units of measure from atmosphere to nominal “Perfect Vacuum”.
Measuring for System Pressure Drop
When a compressed air system has higher positive pressure than is required at the process, it creates increased air flow with no improvement in quality or productivity and is referred to as “artificial demand.” The same is true in a vacuum system; excessive pressure drop will make the pump work harder to achieve the same productivity and quality, production hence “Artificial Demand.” As the system vacuum falls below the “True Target”, there is need for a higher vacuum at the pump requiring the system to compensate for the loss. Depending on the type of pump and the operating curve, this may well be an increase in operating energy cost.
If the total loss is significant enough to demand extra flow capacity to allow the operating system to hold true target pressure, it may require another pump to produce the needed acfm. There will be an increase in operating cost along with the ancillary cost of the ownership operating units.
Figure 1 provides an example of where to measure to understand operating pressure drop. Measure the vacuum at the inlet to the vacuum pump (A) and using the same gauge measure the vacuum at the point(s) of use (B).
The difference is the total system operating pressure drop. This can range from a fraction of inches of mercury to about 15 inches. High pressure drop requires increased volumetric flow (ACFM) to compensate.
Generally, as the vacuum level increases, ambient air entering the system expands proportionately, which alters the vacuum level. The higher the vacuum level, the greater the expansion This is called the “Expansion Ratio.” To maintain the target vacuum level, more pump volumetric capacity is required (ACFM). At some point, if left unchecked, additional pump capacity will be required, increasing the operating energy cost and can associate ownership costs.
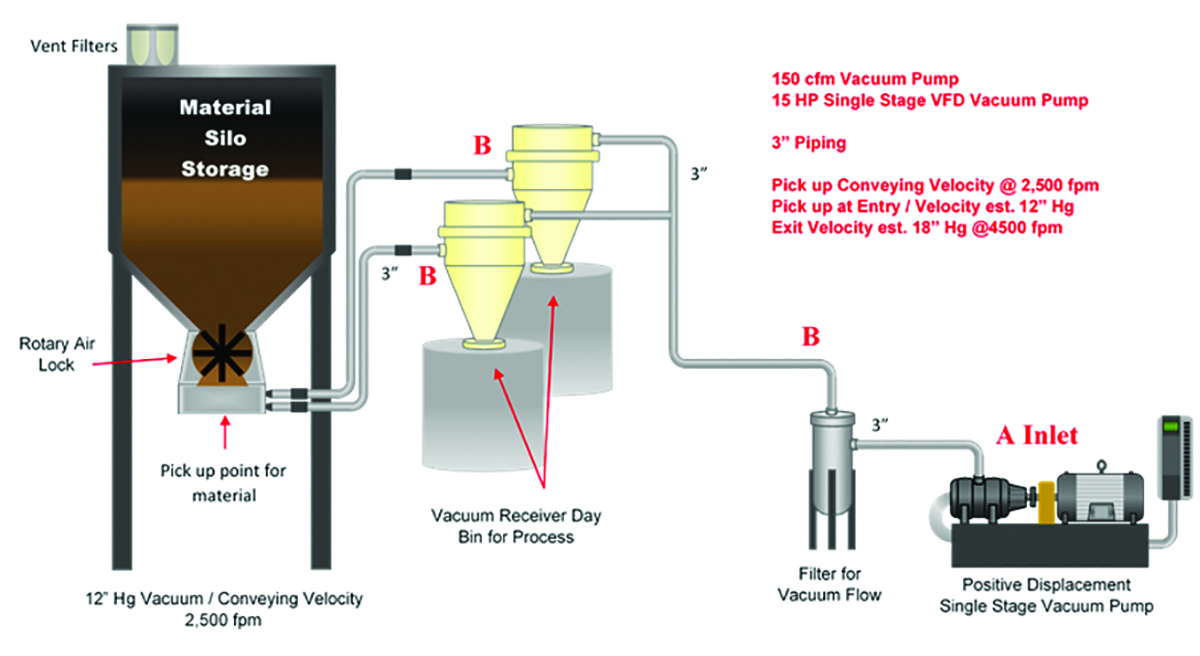
Figure 1: Typical Vacuum Dilute Phase Conveying System for Particle Material.
For more information contact Hank van Ormer, Technical Director, Air Power USA at tel: 740.862.4112, email: [email protected] or https://www.airpowerusainc.com/contact/.
To read similar articles on Industrial Vacuum Technology, please visit https://www.blowervacuumbestpractices.com/technology/rough-vac.
Visit our Webinar Archives to listen to expert presentations on Industrial Vacuum Systems at https://www.blowervacuumbestpractices.com/magazine/webinars



