Larger air compressors, typically over 500 hp, in refineries, pulp and paper plants, chemical and other processing plants often have high-speed, multi-stage air compressors called “centrifugal” air compressors. As seen from a total system perspective, they are not much different than screw air compressors. They compress air to plant pressure from atmospheric conditions, and deliver it to the dryer. These types of air compressors have no internal wearing parts, besides bearings and seals, and are very reliable and efficient, at their best efficiency point.
Centrifugal air compressor flow rate is relatively constant at a given pressure and inlet temperature, at full load. In common screw air compressor parlance, they are considered “base-load”, meaning they should be running at full capacity all the time. That is a simplified, but correct view of how one should see most applications of centrifugal air compressors, if in fact there are properly controlled screw air compressors used as “trim”, and their inlet conditions are relatively constant. However, in most actual systems with centrifugal air compressors, they are not running base-loaded, and inlet conditions change dramatically throughout the seasons. Sometimes, centrifugal air compressors are in a centrifugal-only system, where they are oversized and at a poor part-load efficiency point, with one running and one in back-up. Or there are multiple units running at different parts of a large plant air system, running independently, sometimes efficiently and sometimes not. Or they are in mixed screw / centrifugal systems where they are running in parallel with the screw air compressors, also at part load. In our view, a common reason for these less than optimal applications is the lack of knowledge of controls and maintenance by most vendors, technicians and engineers who are more familiar with screw air compressors.
In this article, I aim to describe the essential way a centrifugal air compressor is controlled and how to size one properly. In order to do so, I need to cover some basics, as follows:
- Describe centrifugal air compressor basics.
- Describe a centrifugal air compressor’s curve.
- Describe centrifugal air compressor control.
- Discuss implications for air compressor sizing.
Centrifugal Air Compressor Basics
A centrifugal air compressor develops pressure by accelerating a gas from the center of the impeller, through the “impeller”, by centrifugal force, and then slowing it down in a “diffuser” through expansion. The velocity energy is converted into pressure energy (by Bernoulli’s principle, pressure is inversely proportional to velocity squared). See Figure 1.
Figure 1. The basic internal structure of a centrifugal air compressor.
Typical centrifugal plant air compressors have three stages, because they typically can compress about 2:1 to 3:1 per stage, and a plant air system needs about an 8:1 pressure rise. They have intercoolers between stages and an aftercooler after the third stage. Modern centrifugal air compressors are reliable, efficient and compact. They are mounted on a common base with driver, gears, coolers, piping and controls all integrated. Modern controls manage the air compressor capacity and reliability at a relatively constant pressure, making it easy to “set it and forget it”. See Figure 2. The basic components are:
- Motor
- Bull gear with pinion gears to drive air compression stages.
- Inlet throttling valve or inlet guide vanes (IGVs)
- First air compression stage
- Intercooler 1
- Second air compression stage
- Intercooler 2
- Third air compression stage
- Aftercooler
- Blow-off valve
- Check valve
- Control panel
Figure 2. This diagram maps the basic internal processes of a centrifugal air compressor.
Centrifugal Air Compressor Performance Curves
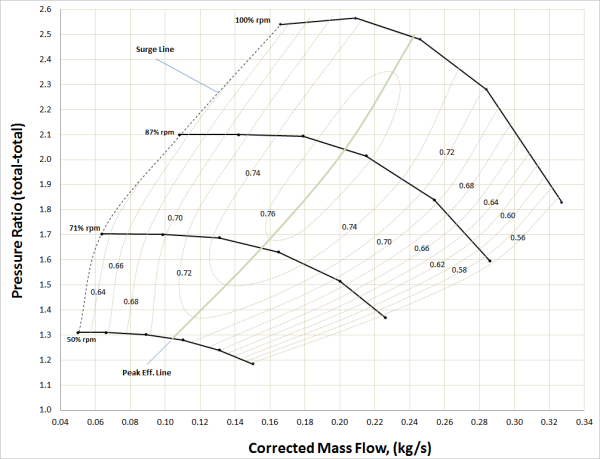
Figure 3. Typical 1-stage centrifugal air compressor curve.
So what is “surge” anyway? It is an aerodynamic term describing the phenomena when the flow reduces and the pressure differential across the first stage gets too high and flow temporarily “backs up”. It is caused by aerodynamic “stall”, or “separation”. With an air foil on a plane, too high of an angle of attack can cause boundary layer separation and stall. Similarly, in a centrifugal air compressor, too low of a flow or too high of a pressure differential changes the angle of attack within the impeller, creating separation and surge. This causes air compressor flow instability and shocks the bearings and gears, as well as system pressure instability. In a typical centrifugal plant air compressor, this is usually caused by the inlet density and flow dropping due to excess throttling, hot air, a clogged intake filter, or a combination of these. You don’t want to go there.
Centrifugal air compressor controls are supposed to be set conservatively to avoid surge. In newer air compressors, a surge control line is developed based on “polytropic head”, a pressure value normalized for temperature. A skilled technician “surge tests” the air compressor, and enters the surge control limits in “feet”. Then, an offset from the value is entered. If the polytropic head reaches the offset value, the air compressor controller starts to open the blow-off valve to avoid surge. In older air compressors, surge testing is done to determine the motor current resulted in surge (motor current drops as the inlet is throttled), and an offset current value is also entered. If current drops to this Amp level, the same surge control prevention starts. However, motor current can be an inaccurate determiner of surge, particularly if the surge testing was done on a cool day. A centrifugal air compressor will surge “earlier” (based on Amps) on a hot day than on a cold day.
Centrifugal air compressor delivered flow, or “capacity”, is dependent on inlet density. If the density drops due to higher inlet temperature, the volume flow actually reduces. The lower mass flow reduces the ability of the first stage impeller to develop velocity through momentum, and the inlet volume flow (in icfm or m3/hr) drops. This is in contrast to positive displacement air compressors, where inlet volume flow is not affected by inlet density. Delivered mass flow, related to standard conditions, (scfm or nm3/hr), always drops linearly with inlet density, even if inlet volume was constant. Thus, inlet density reduction from elevated inlet temperature creates a “double jeopardy” for centrifugal air compressors, dropping both icfm and scfm. Figures 4 and 5, actual curves of an identical air compressor at 50 and 90 °F inlet, show this. The ratio of delivered flow is 1 – 4342/4798 = 9.5%. If the inlet flow was constant, the drop would only have been due to inlet temperature, 1 - (460 + 50) / (460 + 90) = 7.3%. Inlet volume flow dropped by 2.2%.
Inlet temperature increase also drops the “head” of the curve, and the air compressor’s effective “turn-down”. Turn-down is the available throttle range of a centrifugal air compressor, without blow-off. The natural rise to surge (not throttled) drops from 150 psig to 140 psig when inlet temperature rises from 50 to 90 °F. The drop causes the effective turn-down to drop from 2,100 scfm (4,800 – 2,700) to 1,600 scfm (4,300 – 2,700). This turn-down is pretty good compared to typical centrifugal air compressors (37% to 43%). This is due to the high “rise to surge” of this air compressor. If a different impeller was selected, one at the optimal efficiency at full load and pressure, less rise to surge on the natural curve would possibly result, and less turn-down on inlet throttle. But having too much rise to surge puts the air compressor at a slightly less efficient point. A balanced aero selection achieves both good full load efficiency and good turn-down.
Realistically, the air compressor controls would not let throttling without blow-off to occur right up to the theoretical surge line. Based on experience, I use a conservative 25% offset. That is, I assume the flow turn-down capability of the air compressor is only 75% of the ideal curve turn-down, 1,575 scfm at 50 °F inlet (33%) and 1,200 scfm at 90F (28%).
Power is also impacted by inlet temperature. It drops by 7.3% in the same temperature increase, the same as the icfm drop. Thus, specific performance (bhp/icfm) is not impacted by temperature, just the raw power and flow. Also note the throttling on IGVs provides lower power than on an inlet butterfly valve (“IBV”). This is due to more effective pressure reduction and pre-swirl with IGVs vs. more turbulent IBV throttling.
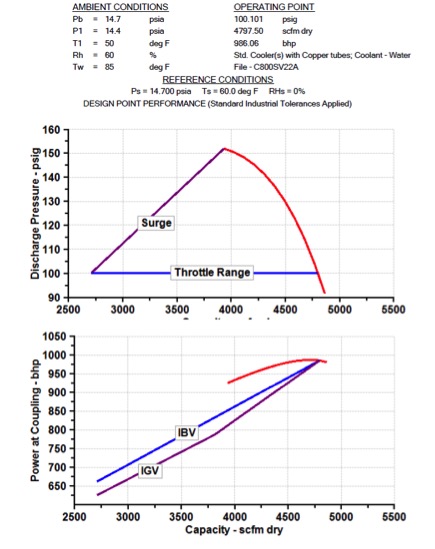
Figure 4. Typical Multi-Stage Plant Air Centrifugal Air Compressor Curve, 50 °F inlet.
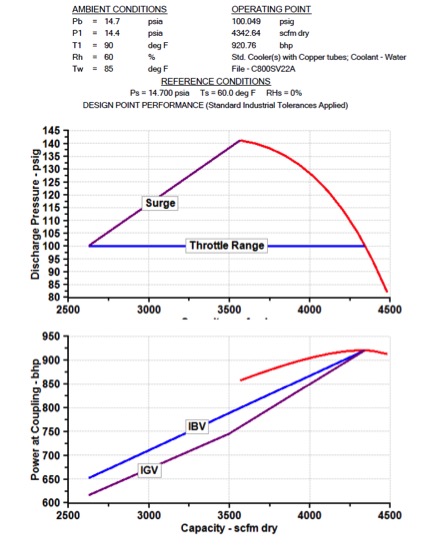
Figure 5. Typical Multi-Stage Plant Air Centrifugal Air Compressor Curve, 90 °F inlet.
Centrifugal Air Compressor Control
For readers who are familiar with older screw air compressor controls, centrifugal air compressor controls are a refined version of upper-range modulation and unloading, with a minimum throttle limit, as follows:
- Pressure is the primary control independent variable in centrifugal air compressor control. Pressure generally controls the inlet valve or IGVs, adjusting air compressor capacity to stabilize with system demand. The mode of control is “proportional-integral-derivative”, or “PID”. It essentially tries to target and keep the pressure at the set point plus or minus a fraction of a psi. In some centrifugal air compressors, particularly gas compressors, part load is controlled by a recirculation valve. We are describing plant air compressors in this article. They generally don’t use recirculation control.
- In reality, it hits an offset from the surge line, and sometimes pressure is allowed to rise and control the blow-off valve with the IGV at min position. In other controllers, both valves are stroked simultaneously as the air compressor approaches the surge line, and pressure is kept constant.
- There are two basic control modes, “continuous run” and “low demand” or some other term meaning the same, like “dual control. In “continuous run”, the air compressor will continue to run in part blow-off mode indefinitely.
- In low demand mode, the air compressor is allowed to “unload” or go “offline” after the blow-off has exceeded a certain level for a period of time. The inlet valve or IGV shuts completely and the blow-off valve fully opens. After a period of time unloaded, the air compressor shuts off.
- In some less than optimal control scenarios, pressure is solely controlled by the blow-off valve, not the inlet valve. This is very wasteful, resulting in constant power at all capacity levels. This might have occurred due to manual adjustment of the air compressor, or surge controls not allowing the air compressor to modulate.
Implications for Air Compressor Sizing
The four main takeaways effecting centrifugal air compressor sizing are:
- Get an accurate flow profile of your system, using a mass flow meter, before sizing a new air compressor.
- See #2.
- Select an air compressor with sufficient turn-down, without blow-off, to match to your load variance. If the load drops to 50% of peak often, you will have no choice but to allow some blow-off, if you are sizing a single centrifugal air compressor to your system. Consider a multiple air compressor system if load varies much.
- Make sure you have a large enough motor for the full capacity on the coldest day.
For more information, contact Tim Dugan, tel: (503) 520-0700, email: [email protected], or visit https://compression-engineering.com.
To read similar Air Compressor Technology articles, visit www.airbestpractices.com/technology.



