An air compressor is synonymous with an electric heater – providing compressed air as a side effect. 85-90% of the electrical energy taken in by the air compressor is converted into heat, while the maximum efficiency of compressed air generation is less than 10%. In air compressor heat recovery systems, the focus is on capturing the heat energy contained in the oil, as up to 80% of the energy extracted from the power plant is found there.
Investing in energy efficiency is actually paying for a certain amount of energy in advance at the current gigajoule or megawatt hour rate. Once this amount of energy is consumed, it becomes free.

Heat recovery modules installed at a ceramics plant.
The water heated via the oil heat exchanger, in a lubricated positive displacement air compressor, can reach temperatures as high as 75°C (167°F). This makes the spectrum of application truly wide, including supporting central heating, domestic hot water, heat used in air handling units, the washing process of the workpiece prior to coating, and even for the production of chilled water by absorption and adsorption units.
Sanitary Ceramics Plant Case Study: Using Air Compressor Heat to Support Process Air Handling Units
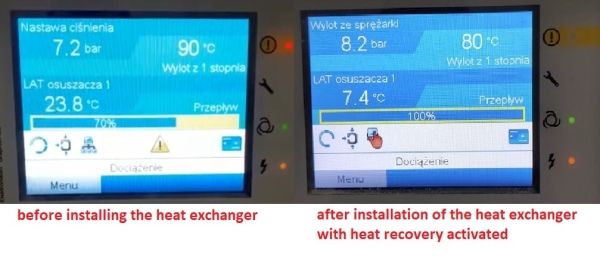
The plant was running a 200 kW oil-lubricated variable speed drive air compressor. The air compressor was running at an average of 70% load before the installation of the heat recovery system. After the installation of the heat recovery module (before energy collection started), its operating temperature did not increase.
Thanks to the use of a heat exchanger that guarantees a very low pressure loss, the oil flow was not restricted and the original cooling conditions of the air compressor did not deteriorate. In other words, before we started the heat recovery process the air compressor temperature did not arise. After the start-up of the heat recovery process the overall cooling conditions improved that much to be seen with a bare eye. Moreover when the maximum load was simulated by increasing the pressure setpoint the air compressor operating at 100% load with a discharge pressure of 1 bar higher (14.7 psig) had a 10°C (50°F) lower work temperature.
On many occasions, my customers have told me they have excess heat and additional heat recovery from the air compressor is unnecessary. I then ask them the question, "Do you burn gas anywhere or heat anything up electrically? If so, please show me where.” It turns out that even in production processes involving a lot of waste heat, the plant hall is heated with said waste, but somewhere there is a burner running, a process boiler to maintain the technical process.
Our client, a ceramics manufacturer, operates technical "maturation chambers” in which a temperature of 50°C (122°F) must be maintained throughout the year (see Diagram 1). This means that even in summer, the boiler house has to burn gas. The heating of the chambers is carried out by air handling units that recirculate the air and heat it to a set temperature.
As part of this project, additional pre-heaters were installed for the air handling units upstream of the heaters with the boiler house heat. Heat from the air compressors is supplied to the added heaters, thus providing pre-heating. In the event that the heat from the recovery heats the air to the set parameter, the heat from the boiler room will not be consumed, generating gas savings as the boiler room heat control valve will not open. In case there is a period of downtime when the air compressor is not running, the boiler room takes over the role of maintaining the set temperature in the chamber.
Significant infrastructural expenditures were incurred to complete the installation. This included a long piping system between the air compressor and the air handling units. Despite this expenditure, the return on investment was less than 14 months.
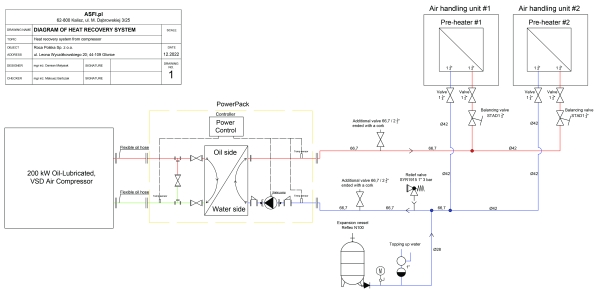
Diagram 1. Heat recovery process diagram from the air compressor to the pre-heaters for the air handling units. Click to enlarge.
Research into Heat Recovery Module Problems with Overheating
Over the years of working on air compressor heat recovery systems, we have encountered a lot of negative feedback on their performance. By far the most common complaint was that once the heat recovery system was in operation, the air compressor would eventually shut down due to overheating.
This inconvenience has undoubtedly contributed to the negative perception of these systems, inhibiting their applicability in many production plants. As production comes first, compressed air pressure is the primary concern, with heat recovery being considered as a complementary element.
We decided to conduct research into why heat recovery modules were often shutting down to overheating. The research was conducted in a dedicated laboratory, which was established as part of a government grant for the R&D project.
Oil Over-Cooling Leads to Oil Overheating in Air Compressors
Paradoxically, the reason for oil overheating in air compressors, with an operating heat recovery system, is oil overcooling. In an air compressor with an integrated heat exchanger, an additional three-way oil valve is added to act as an over-cooling safeguard for the oil. Over-cooled oil can lead to excessively low discharge temperatures and the risk of steam already appearing in the separator rather than in the aftercooler.
In the event of over-cooled oil, the aforementioned valve bypasses the oil outside the heat exchanger, ensuring a return temperature to the unit of no less than 55°C (131°F). This can occur in variable-speed air compressors at varying loads and in fixed-speed compressors operating at idle. This is due to the fact that the fixed-speed pump removes more heat from the oil than is available at a particular time when the discharge load is relieved or reduced in inverter compressors.
During air compressor reloading, the temperature in the compressor unit increases at a rate of approx. 0.5°C/1s, while the oil behind the heat exchanger is a mixture of warm oil from the separator and cold oil cooled in the heat exchanger. Subsequently, the oil flowing through the thermostatic filter reaches a temperature of 55°C (131°F), followed by a rapid temperature rise to around 75-80°C (167-176°F), at a rate of 4°C/s.
This is too rapid a temperature rise for the thermostatic valve to operate effectively. These types of valves have a time constant of around 20 seconds, meaning the valve will not have time to open allowing higher temperature oil into the injection, leading to the air compressor shutting down due to overheating.
Research into a Solution for Heat Recovery Modules
We have developed an innovative module for air compressor heat recovery called the Powerpack. The module is a complete heating unit equipped with Powercontrol automation, controlling the oil temperature at the heat exchanger outlet in a similar way to the three-way valve at the heat exchanger, but controlling the temperature by regulation on the receiving – water–side.
With oil temperature control achieved by adjusting the secondary side of the heat exchanger, the oil is never overcooled, and in case of no heat demand and no water heat removal, the air/water cooler overrides the compressor cooling function. As part of the project, we carried out almost 6,000 measurement runs on air compressors from five (5) different positive displacement air compressor manufacturers, both rotary screw and rotary vane models.
The mathematical model of the heat recovery system, developed during the research, forms the core of the control algorithm. We tested 21 control methods for heat recovery, arriving at the best-known control algorithm that adapts to changing parameters on the air compressor side and on the receiving side.
The solutions used in the Powerpack have been submitted in a patent application to the Patent Cooperation Treaty (PCT), with a decision on the grounds for granting the patent following a positive assessment of the prior art and inventive step.
To read more Air Compressor Technology articles, visit https://www.airbestpractices.com/technology/air-compressors.
Visit our Webinar Archives to listen to expert presentations on Air Compressor Technology at https://www.airbestpractices.com/webinars.



