Introduction
The air we breathe and the air compressors ingest is a mixture of gases, aerosols, biological material, and particulates. It’s a real mess! Humans have their own preference and tolerance for parts of this mixture, and not others, as well as limited internal filters to screen some of it out. Particulate, for instance, is very harmful to humans, because lungs are complex oxygen separators, not filters. They tend to load up with particulate, this is harmful over time. There isn’t a sufficient “pre-filter” to prevent all harmful particulate from entering the lungs. However, humans prefer water in the air, gas, aerosol, and to a certain level, liquid form. A de-humidifier would not typically be a healthy addition to our built environments.
Compressed air system components after the dryer are like lungs, except they love dry air. Like lungs, compressed air end-use devices are designed to do one thing very well, like move a product from A to B, or increase the oxygenation of a process from X to Y. However, the addition of particulate and water vapor is usually counter to the component’s effectiveness. The product compressed air comes in contact with is like our tissue and blood. Water damages products like food, circuit boards, etc. It can cause electrical shorts, rust and bacteria growth, amongst other problems. Particulate plugs small openings like membranes, or orifices, and contaminates product.
Compressed air systems have a uniquely difficult challenge that humans don’t. Like goats, compressors eat whatever you feed them. They take the same messy air, typically worse than what most of us breathe in a built environment, concentrate it by compression, and deliver it to the system, concentrated. The system sees up to eight times the concentration of particulate and moisture per volumetric cubic foot of air. The air stream is effectively much “dirtier” after compression, than before.
This article will discuss fundamentals of water concentration and removal in an air compressor package impacting the dryer. How much water is in the intake air? What happens to the water in air when it is compressed, and how can it be removed? What are the implications if the compressor package is not doing its job of removing moisture before the dryer?
Basic Theory
Before I launch into some practical system and component issue, probably more pressing to the audience, let me cover some basic theory. How much water is in the air coming into the compressor inlet? To answer this, I need to define four terms, and show how they interact. These terms also will help understand moisture content throughout the system.
Partial Pressure, Pv.
Water is a gas most of the time in the air. It’s floating out there, evenly mixed with the other gases in air. Dalton’s Law tells us in a mixture of non-reactive gases, the total pressure of the gas mixture is the sum of each individual gas’ “partial pressure.”
Molar Mass
Heavier gases have a higher molecular weight than light gases, and contribute to partial pressure proportionately. Chemists have come up with a strange unit called a “mole,” consisting of 6.022141x1023 atoms of a gas. The “molar mass” of a gas is the weight of one mole, in g/mol, or lb/lbmol. It so happens the molar mass is simply the gas’ atomic number. For instance, oxygen (O2) has a molar mass of 32.00, water vapor (H2O) has a molar mass of 18.02 and Nitrogen (N2) has a molar mass of 28.01. The molar mass of the mixed gas, air, is 28.97.
Saturation Pressure, Pg.
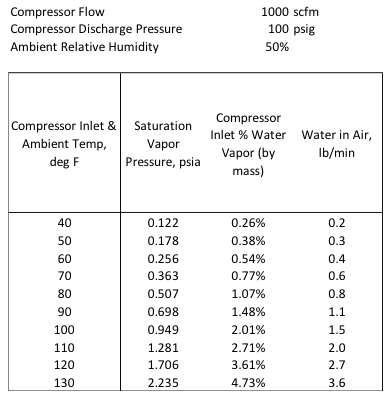
This is the partial pressure where a gas condenses. This is solely affected by the temperature. The entire gas mixture is at the same temperature, but as you cool the mixture down or raise the total pressure, one gas eventually condenses. In air, the gas is H2O. The partial pressure can’t get higher than the saturation pressure. For example, the saturation pressure of water vapor is exponential with temperature as it increases, by about 35% for every 10° F. It is about 0.95 psia at 100° F and about 1.28 psia at 110° F, an exponential relationship. See Table 1, the first two columns.
Relative Humidity, RH.
This is a ratio of “how close” the water vapor is to condensing. It is the ratio of the partial pressure of the water vapor to the saturation pressure, at a given temperature. For instance, if the relative humidity is at 50% at 100° F, the partial pressure of water vapor in the air is 0.5 x 0.95 psia = 0.47 psia.
Impact of Molar Mass Ratio on Vapor Pressure and Total Water in Air
In a gas mixture, like air, including nitrogen, oxygen and water vapor, the lower relative molar mass of the water vapor weight mass ratio is 62.2%. Compare this to its volume ratio, 18.02/28.97. In the above example at 50% RH, the mass ratio of water vapor in the air at atmospheric pressure (14.7 psia) would be, 0.622 x 0.47 / 14.7 = 2.0%. One pound of air would have .021 lb of water, about 1/3 of an ounce, or about a teaspoon. This might not seem like a lot, but consider a typical compressor with 1,000 cubic feet of air coming in every minute. The compressor would take in 1.5 lb/min of water, over a ton a day! See Table 1, assuming a 1,000 scfm compressor and 50% relative humidity intake condition.
Table 1. Water Vapor Pressure and Mass Entering an Air Compressor
Practical Implications
This paper will now move from theory to practice, and talk about compressor package issues impacting how much water goes to the dryer. The next article will discuss dryer types and how they remove moisture.
Benefits of Desiccant Dryer Dew Point & Purge Control - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Compressor Package Issues
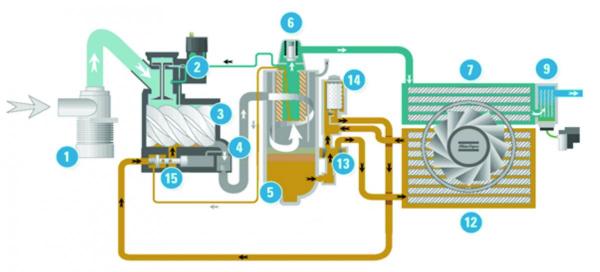
Refer to Figure 1 for a typical air-cooled lubricated screw compressor diagram. This one is from an Atlas Copco GA compressor, but most are similar. Without going into details about dryers, the reader should know a typical dryer inlet design condition is 100 psig, 100° F, and 100% RH. Keep in mind the 35% moisture increase per 10° F rise in temperature.
Figure 1. Typical Air-cooled Lubricated Screw Compressor Diagram
Air system
inlet filter (1), air intake valve (2), screw compression element (3), non-return valve (4) *, oil separator element (5), minimum-pressure valve (6) *, air-cooled after cooler (7), moisture separator and condensate drain (9)
Oil system
oil receiver (5), thermostatic bypass valve (13), air-cooled oil cooler (12), oil filter (14), oil stop valve (15) *.
*some packages don’t have these items.
Intake Location
From a moisture perspective, the water mass flow at the compressor air inlet is the “load” on the system. However, the ambient moisture content is not necessarily the same as the compressor inlet’s. I have seen the following situations dramatically affecting how much water vapor is in the compressor intake air:
- Compressor intake near a pond (or lake) in a hot environment: One site I audited was right on the shore of Salt Lake. In the summer, the hot, dry air evaporates large amounts of water from the lake, and depending on the prevailing wind, delivers humid (and caustic) air to the compressors. In other plants, I have seen venting steam close to the compressor intakes.
- Air conditioning of intake air: This is not always intentional. Some compressors are located in conditioned spaces due to logistics and space. In those situations, the inlet relative humidity is higher than outside in the summer. However, the total water in air might be less, as some condensation occurs in the HVAC system.
NOTE: Cooling of intake air has a small impact on efficiency of a positive displacement screw compressor, not enough to justify a dedicated cooling system in my view. See my July 2015 Compressed Air Best Practices article on the subject.
Oil Cooler Outlet Temperature
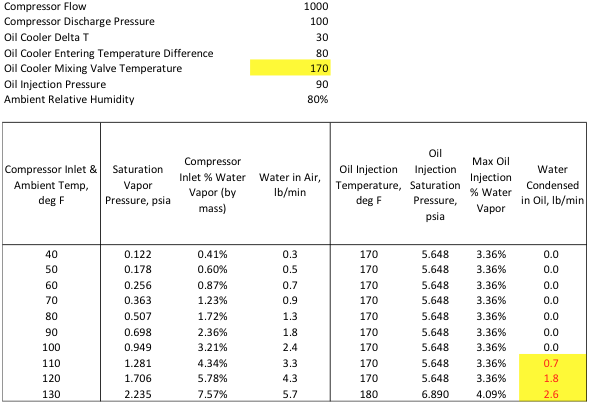
This oil-cooler discussion is only for oil-injected screw compressors and somewhat a sidebar to the dryer discussion. However, it is related to the moisture discussion, so I will discuss it briefly. Oil cooler performance obviously doesn’t affect the amount of water in the air intake. However, it does impact condensation inside the compressor. It is not good for bearings or lubricant to have condensation internally to the compressor. The oil coming out of the compressor is mixed with air, and the entrained air bubbles have water vapor in them. If the oil cooler does too good of a job, and the temperature of the air/oil mixture being injected to the compressor is too low it causes the water to condense, and the bearings will be destroyed in short order. See Table 2 for a typical 140 °F control setting. The highlighted cells show when condensation would occur. The point of showing the impact of the oversized cooler is not to say it should be undersized! It is to see the impact of the injection temperature mixing valve. If the cooler is adequately sized and the oil is synthetic, I recommend a 170° F injection temperature control for warm, humid areas. See Table 3. The 110 °F 80% condition is extremely rare in the U.S., so it is a safe setting.
Table 2. Water Condensation in Oil, Oversized Oil Cooler, 140° F Injection Temp, Humid Day
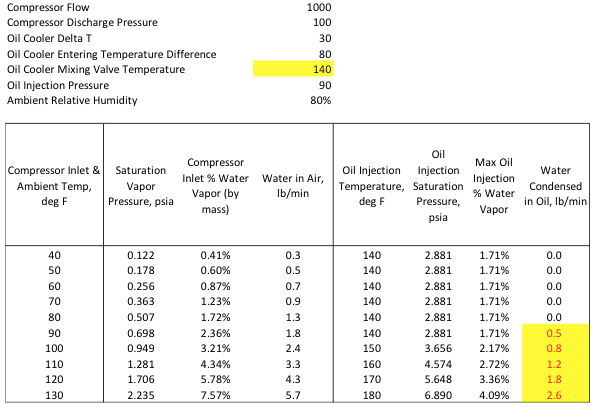
Table 3. Water Condensation in Oil, Oversized Oil Cooler, 170° F Injection Temp, Humid Day
After-Cooler Outlet Temperature
Air-cooled after-coolers are the most common, and are almost always mounted and plumbed by the compressor OEM. The performance of this component can be one of the biggest issues affecting dry air in the plant, because the majority of water condenses at the outlet of the compressor after-cooler.
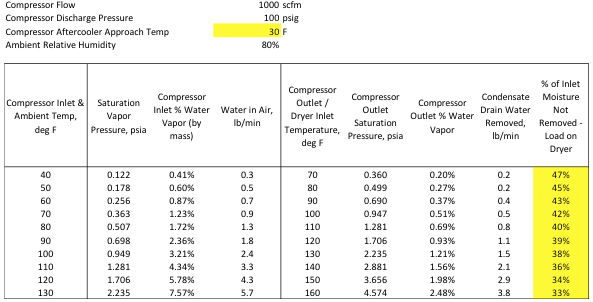
Poor cooler core maintenance results in clogging, especially in the lower velocity sections of the cooler. These design issues can result in poor approach temperatures, routinely over 30 ËF. This means the air outlet temperature would be 130 ËF on a 100 ËF summer day. This would load the dryer up to over 150% of its design point! See Tables 4 and 5 for the amount of moisture removed with a 15 ËF approach and 30 ËF approach (dirty) aftercooler. The dryer has to remove most of the remaining water, so the load on the dryer goes up by over 50% with a dirty after-cooler.
Table 4. Moisture Removal and Dryer Load, 15° F After-Cooler Approach Temperature
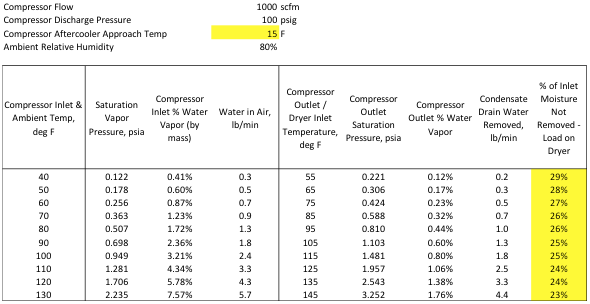
Table 5. Moisture Removal and Dryer Load, 30° F After-Cooler Approach Temperature
Moisture Separator Effectiveness
After the after-cooler, there is a mechanical liquid-air separator. Some are better than others. All condensed liquid droplets below a particular size are supposed to drop out. If the separator is not high efficiency, condensed water droplets are flying downstream to the dryer, loading it up.
Automatic Drain Effectiveness
Now we arrive at the smallest item causing the most problems, the little auto drain on the compressor moisture separator. If this valve does not open to discharge condensate reliably, it passes on all the water we are trying to condense and remove, right to the dryer. The coalescing filter gets loaded up with water, blinding it off and creating a high-pressure differential, thus ruining its ability to remove oil mist. The water-laden air slugs the dryer, overloading the evaporator and killing its effectiveness. Oil getting past the overwhelmed coalescing filter coats the inside of the evaporator tubes. A perfect after-cooler and moisture separator can’t overcome a bad drain. On the other hand, leaving a drain wide open to avoid condensate loading the dryer isn’t efficient either! If the drain is not working at all, the load on the dryer is over triple its design. Obviously, it won’t dry the air at all.
Conclusions
Compressor intake, oil-temperature control, after-cooler design and cleanliness, moisture separator design, and drain maintenance all impact a compressor’s ability to provide outlet moisture load to the dryer within its design constraints. Care to their design, installation and maintenance is recommended, as follows:
Recommendations
- Use the cleanest and driest intake air possible.
- Clean the compressor after-cooler regularly, and check its approach temperature when clean. If it is not less than 15° F (outlet temperature minus ambient temperature), install a second after-cooler.
- Verify the aftercooler air is not being warmed up by recirculating air from other heat in the room. Get the coolest and cleanest possible air available to the cooler core.
- Verify the compressor auto drain is working properly, and replace it if not. I recommend an over-sized no air-loss type. There are multiple options. Plumb the drain in a way so it can be inspected easily, using a sight glass (if you need pressure to push condensate), or a visible floor drain. Don’t hard-plumb it in an opaque pipe all the way to its destination.
- Set the oil recirculation valve at the proper level, given the performance of the oil cooler and the worst-case ambient conditions.
For more information, contact Tim Dugan, tel: (503) 520-0700, email: [email protected], or visit http://compression-engineering.com.
To read similar Air Compressors Technology articles, please visit www.airbestpractices.com/technology/air-compressors.



