“High-demand plants experience measurable ROI from lubricant analysis programs.” – Machinery Oil Analysis, Methods, Automation & Benefits by Larry A. Thomas and Allison M. Thomas.
Compressed air is often referred to as the “fourth utility,” as important to industrial operations as fuel, electricity and water. Compressed air systems are essential in every industry, from powering pneumatic manufacturing tools to driving process systems in oil and gas, mining and utilities. Lubricant maintenance is crucial to efficient air compressor operation.
Reliability-centered maintenance (RCM) programs deploy predictive maintenance strategies and often prioritize air compressors due to their importance to production.1 Proactive lubricant management can significantly reduce operational costs by extending equipment life, minimizing breakdowns and improving energy efficiency. According to Noria Corporation, facilities that integrate predictive maintenance strategies, including oil analysis and condition monitoring, report up to 20% longer air compressor life and 10% lower maintenance costs.
The Purpose of a Structured Lubricant Analysis Program
This article discusses how a structured lubricant analysis program significantly improves air compressor operating efficiency, reliability and equipment life to reduce downtime and total cost of ownership. It explores lubricant degradation mechanisms and the importance of lubricant analysis as part of a holistic RCM program.
Lubricant analysis is especially valuable in compressed air systems where thermal and mechanical stress are constant. Monitoring and understanding diagnostic data helps maximize asset performance by predicting lubricant and component failures to reduce the risk of breakdowns.
Oxidative Degradation. The most common failure mode for air compressor lubricants is oxidative degradation, a chemical reaction that begins at the molecular level. Heat speeds up the reaction between oxygen and hydrocarbons when wear metal particles are present, triggering a chain of chemical reactions that produce organic acids.
These acids react with the lubricant, creating heavy, insoluble byproducts like sludge and varnish. As these deposits build up, they thicken the lubricant and block fluid flow, reducing its ability to carry away heat. This leads to boundary lubrication, a condition where the lubricant film becomes too thin to fully separate moving surfaces, leading to direct metal-to-metal contact. The result is increased friction, accelerated wear and performance degradation.

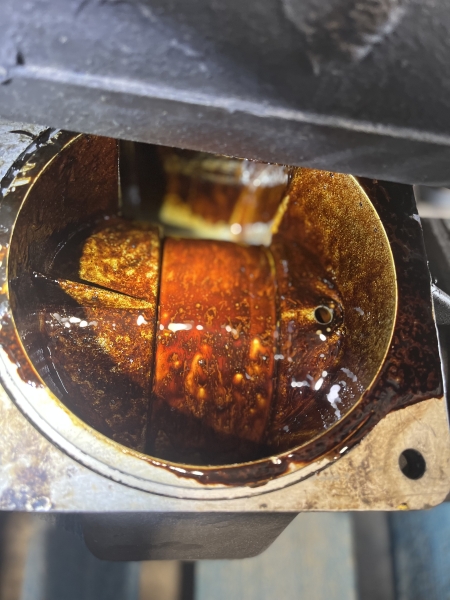

Varnish-coated surfaces reduce air compressor efficiency and component life, restricting cooling ability.
Compressor Thermodynamics. The primary source of oxidative stress in air compressors is high operating temperatures caused by the heat generated from air compression and friction. Adiabatic compression is a thermodynamic process in which a gas is compressed so that all energy transfer occurs as work and exchanges no heat with its surroundings. Thus, air compressors inherently create elevated thermal loads through a combination of heating the air they are compressing and frictional heat from high-speed component rotation.
Condensation is another common byproduct of air compression cycles, leaving behind a condensate mix of water, acids and other contaminants that accelerate oxidation. The air compression process extracts water vapor from ambient air, introducing moisture directly into the lubricant sump. The thermodynamic combination of heat, water and oxygen is the perfect storm for oxidation.
Lubricants help reduce friction and dissipate heat in extreme operating conditions. High-quality air compressor fluids also include advanced additive chemistries designed to mitigate the effects of oxidation:
- Oxidation inhibitors: Phenolic or aminic additives that increase thermal stability and interrupt free radical propagation
- Corrosion and rust inhibitors: Surface-active agents that protect metal surfaces
- Dispersants: Compounds that suspend oxidation byproducts to prevent deposit formation
Despite their importance, all additives are sacrificial in nature and deplete rapidly in harsh conditions, reducing lubricant effectiveness over time. Elevated temperatures, moisture and contaminants drastically accelerate additive depletion, often reducing the oil’s service life well below its theoretical life expectancy.
Contaminant Degradation. Solid particles like dust and dirt can enter the system and cause additional damage. Though inlet filtration systems capture most large particles, sub-micron particulates can bypass filtration and become entrained in the oil.
These small particles will eventually attach themselves to other debris or oil molecules and form solids that disrupt hydrodynamic lubrication and cause abrasive wear. These effects lead to compromised compressed air system efficiency and accelerated lubricant and component failure. This underscores the importance of filtration system maintenance and routine lubricant contamination monitoring.
Measuring Air Compressor Lubricant Health
As lubricant oxidation progresses, it leaves behind acids that corrode metal surfaces, create sludge and varnish, deplete antioxidant additives and reduce fluid life. Knowing the concentration of acidic compounds provides maintenance professionals with actionable insights.
The ASTM D664 potentiometric titration test method performed in a lubricant analysis laboratory provides an acid number (AN). It measures the amount of potassium hydroxide (KOH) required to neutralize acidic compounds in one gram of oil and is the primary metric for assessing lubricant degradation caused by oxidation.
AN (mg KOH/g) = (mL of KOH used × Normality × 56.1*)/Sample weight (g)
*Molecular weight of KOH
ANs correlate with fluid lifespan and maintenance recommendations.2
|
AN Value |
Condition |
Interpretation |
Action |
|---|---|---|---|
|
0.02 – 0.1 |
New fluid |
Baseline |
No action |
|
0.1 – 0.5 |
Mild aging |
Additive depletion starting |
Continue monitoring |
|
0.5 – 1.0 |
Moderate oxidation |
Oxidation progressing |
Plan resampling |
|
1.0 – 2.0 |
Advanced oxidation |
Fluid nearing condemnation |
Change the oil |
|
>2.0 |
Excessive acidity |
Fluid failed |
Drain and flush the system |
Note: AN is a critical measurement in air compressors that cannot be completely drained. When old and new oil are mixed during changeover, it can elevate AN and trigger a lubricant death spiral.

Consistently use correct sampling techniques for the best lubricant maintenance recommendations. (Photo courtesy of Noria)
Implementing a Lubricant Analysis Program
Most air compressor manufacturers and industrial lubricant suppliers offer lubricant analysis programs either bundled with product purchase or for a nominal fee. Starting the program during a scheduled service interval is ideal. Sampling immediately after recommissioning ensures data reflects operational conditions rather than residual startup anomalies. To ensure data integrity for a successful program:
- Register Assets: Assign unique IDs to each air compressor for tracking.
- Create Baselines: Analyze fresh lubricant samples to establish reference points.
- Schedule Sampling: Collect samples quarterly and after service completion.
- Label Samples: Include asset ID, fluid type and operating conditions.
- Collaborate with Labs: Work with reputable labs to maintain data history and accuracy and receive actionable analysis reports.
- Analyze Data Trends: Immediately address any negative results and review patterns over time to proactively identify ongoing maintenance needs.
|
Failure Mode |
Test Method |
Key Parameter |
|---|---|---|
|
Oxidation |
ASTM D664 |
Acid number (AN) |
|
Contamination |
ASTM D5185 |
Wear metals |
|
Moisture |
ASTM D6304 |
|
|
Viscosity Breakdown |
ASTM D445 |
Viscosity at 104°F/212°F (40°C/100°C) |
|
Additive Depletion |
ASTM D2896 |
Base number |
|
Varnish and Sludge |
ASTM D7899 |
Varnish potential (MPC patch) |
|
Particulates |
ISO 4406 |
Oil cleanliness |
Test Methods, from the American Society for Testing and Materials (ASTM):
- D664 – Acid Number of Petroleum Products by Potentiometric Titration
- D5185 – Multielement Determination of Used and Unused Lubricating Oils and Base Oils by Inductively Coupled Plasma Atomic Emission Spectrometry (ICP-AES)
- D6304 – Determination of Water in Petroleum Products, Lubricating Oils, and Additives by Coulometric Karl Fischer Titration
- D445 – Kinematic Viscosity of Transparent and Opaque Liquids (and Calculation of Dynamic Viscosity)
- D2896 – Base Number of Petroleum Products by Potentiometric Perchloric Acid Titration
- D974 – Acid and Base Number by Color-Indicator Titration
- D7899 – Measuring the Merit of Dispersancy of In-Service Engine Oils with Blotter Spot Method
- D7647 – Automatic Particle Counting of Lubricating and Hydraulic Fluids Using Dilution Techniques to Eliminate the Contribution of Water and Interfering Soft Particles by Light Extinction
A comprehensive analysis program allows maintenance teams to make informed decisions.
Data Interpretation to Detect When Action Is Needed
Consistency in sampling techniques and information submission is essential to maintain data validity and enable meaningful interpretation. Upon replacing degraded fluid with fresh lubricant of identical specification, several changes should be immediately observable in the analysis report:
- Reduced wear metal concentration
- Lower AN
- Decreased water content
Elevated ANs are usually preceded by high water content. The persistent presence of moisture should be addressed by service technicians to identify and remediate ingress sources.
As oxidation progresses, viscosity increases due to the accumulation of insolubles and molecular polymerization. A viscosity increase of more than 10% over the lubricant’s nominal viscosity warrants an oil change and potentially a system flush to maintain efficiency and prevent damage.
Longitudinal data analysis, or trend analysis, offers the greatest insight. Reputable labs offer a complete test suite and include historical test data on their reports, allowing maintenance teams to track deviations across key parameters over time. Significant deviations like abrupt spikes in AN, viscosity or wear metals should trigger immediate consultation with service providers to determine corrective actions.
%201_0.jpg)
This Polaris Laboratory lubricant analysis report shows AN increases in direct correlation with water content.3 4 Click to enlarge.
Conclusion
Effective lubricant analysis delivers substantial and proven ROI measured in increased productivity, oil drain intervals and equipment life:
- Proactive Maintenance: Transition from reactive to predictive maintenance.
- Extended Fluid Life: Optimize lubricant performance and lifespan.
- Reduced Costs: Minimize equipment failures and unscheduled downtime.
- Enhanced Reliability: Maintain peak equipment efficiency.
A consistent, structured lubricant analysis program is one of the most cost-effective ways to increase air compressor reliability, reduce total cost of ownership and avoid production interruptions. With disciplined deployment and technical oversight, lubricant analysis transforms maintenance from reactive to predictive, aligning with industry best practices and RCM principles.
For facilities managing high-capacity compressed air systems, the operational and financial benefit of combining high-quality air compressor oil with diligent maintenance practices is significant. With support from equipment manufacturers and lubricant suppliers already in place, integrating lubricant analysis into your maintenance strategy is a practical strategic move toward improving equipment reliability.

Oil analysis during maintenance intervals can reduce costs and downtime.
About the Author

Dave Brockett is a Senior Business Development Manager with AMSOIL Industrial and an ICML-certified lubrication analyst. With more than 25 years of experience in the compressed air industry, half as a technician and service manager and half focused exclusively on air compressor lubrication systems, Dave brings deep technical insight and field expertise to equipment reliability and lubrication strategy.
About AMSOIL Industrial

AMSOIL Industrial headquarters in Superior, WI.
AMSOIL Industrial has more than two decades of experience formulating high-performance air compressor lubricants, and offers a comprehensive portfolio of fluids engineered specifically for the compressed air industry. Designed to meet or exceed air compressor manufacturer specifications, AMSOIL Industrial products are formulated and blended in an ISO 9001-certified facility in the USA.
References
1. Reliability World – Industrial Maintenance and Reliability Reference Guide, by Diego Navarro
2. Noria Corporation – Acid Number: A Comprehensive Guide Acid Number: A Comprehensive Guide
3. Polaris Laboratories – Oil analysis reports and trend data. POLARIS Laboratories, Provided by Polaris
4. Standard Test Methods: ISO 4406 – Method for coding the level of fluid contamination by solid particles: ISO 4406:2021(en), Hydraulic fluid power — Fluids — Method for coding the level of contamination by solid particles
To read similar articles on Air Compressor Technology, please visit https://www.airbestpractices.com/technology.
Visit our Webinar Archives to listen to expert presentations on Air Compressor Technology at https://www.airbestpractices.com/webinars,



