One of the common misconceptions of people that own air compressors is that all lubricant is the same regardless of the formulation. Often facilities use whatever lubricant they have on hand to replace fluid that has an expired life. In this article we are going to investigate recommendations for lubricant typical for centrifugal compressors and how to tell if your lubricant is expired. The article will also cover lubricant sampling, testing and proper storage.
Centrifugal Air Compressors and Oil Systems
Centrifugal air compressors, also known as dynamic compressors, efficiently convert energy utilizing a series of stages to compress and cool the air as it continuously flows through the unit. A centrifugal compressor imparts kinetic energy into the airstream by increasing the velocity of the air using a rotating element and then converts this kinetic energy into potential energy in the form of pressure. In between each stage of compression, the air is cooled, and excess moisture is removed to further increase the efficiency and air quality. This design results in the ability to produce large quantities of air efficiently in a relatively small package.
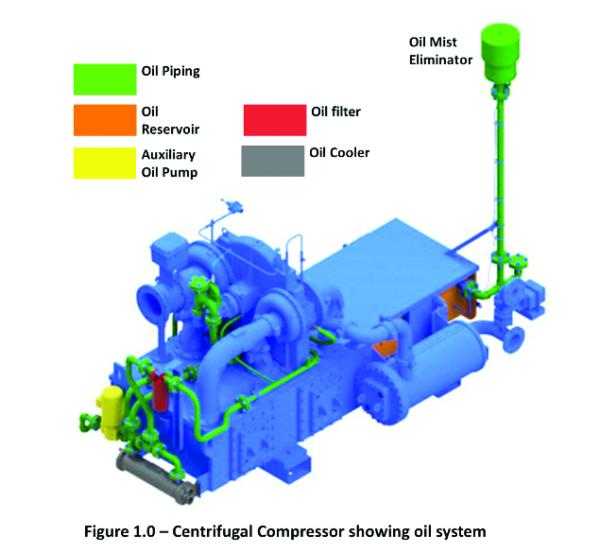
A centrifugal compressor has a fairly simplistic lube oil system that supplies oil to the compressor and driver bearings as well as the gears and couplings. The lube oil is drawn from the reservoir by the pumps and is fed under pressure through coolers and filters to the bearings. Upon leaving the bearings, the oil drains back to the reservoir. The reservoir is designed to permit circulation of its entire fluid volume between 8 to 12 times per hour. Oil reservoirs often have thermal sensors for monitoring temperature levels during start-up and constant operations. The main oil pump circulates the lubricant with an auxiliary pump acting as a stand-by.
The lubricant system in a centrifugal compressor is very unique in that at no time does the lubricant come in contact with the air-path. Instead the lubricant serves as a high-speed hydrodynamic gear lubricant. The system itself is very simplistic which often causes many operators to choose a standard hydrocarbon-based lubricant rather than a lubricant formulated for the specific conditions a centrifugal compressor operates under such a high-speed rotation and heat.
Choosing the Best Lubricant for Your Centrifugal Compressor
The two main points for a lubricant in a centrifugal compressor is preventing varnish formation as well as preventing gear and bearing wear. Because friction causes more heat and demands more energy consumption to cool the unit sufficiently for safe operation, reducing friction means less power usage and lower energy costs.
Desirable Lubricant Properties
Lubricants used for centrifugal compressors will have the following chemical and physical properties which will maximize the life of the lubricant and improve the operation of the machine.
- Wear protection
- Low oil carryover
- Water separation
- Resistance to foaming and air entrapment
- Rust and corrosion protection
- High thermal and oxidative stability
- Varnish protection
- High Viscosity index (VI)
Because air compressors often are subject to extreme operating temperatures, a high VI is essential. The higher a lubricant’s VI, the more stable its viscosity is over a wide range of temperatures. Oxidation happens in all lubricants which makes it detrimental to a compressor lubricant. Oxidation also promotes the formation of sludge and varnish that impede or even interrupt compressor operations, leading to more frequent maintenance.
Many air compressor applications, particularly those in humid environments, are prone to producing significant amounts of water via condensation. Good immiscibility, or water separation, makes water removal easier, reducing the risk of water-related problems. If the water and oil do not separate well, the water can:
- Reduce the lubricant’s viscosity and load-carrying capabilities
- Increase oxidation, foaming and air entrainment, shortening the lubricant’s service life
- Promote rust and corrosion of compressor parts, resulting in greater maintenance costs and downtime
Corrosion and rust damage components and may lead to failure. They also contaminate the lubricant and may promote faster oxidation, increased wear, sludge formation, filter blockage and other problems. Rust and corrosion inhibitors help protect the lubricant and the compressor components from these issues. Foaming, a persistent layer of bubbles on the surface of a lubricant, may promote excessive lubricant consumption.
One prominent issue is varnish on the surfaces of both axial and thrust bearings. This is most devastating in a compressor which has fixed tilt pad journal bearings like a centrifugal compressor. Centrifugal compressors have a clearance of about 0.001”. If even 0.0002” (two-ten-thousandths) of an inch of varnish forms on this surface, it will change the rotor dynamics, resulting in an increase of vibrations. Ultimately, there is a thermal rise at the bearing, and babbitt on the bearings begins to deform. On a pinion/impeller assembly turning as much as 50,000 RPM, high vibration shutdown, failure, and a costly rebuild could follow.
Most centrifugal compressors operate well using a full-synthetic hydrocarbon-based turbine oil with an ISO viscosity grade of 32 or 46. These products exhibit good oxidative stability and prevention of acidity, sludge and varnish formation in stable environments with controlled temperatures.
Base Stocks
There are several base stocks that can be selected for use in centrifugal compressors. It is important to know the strengths and weakness of each base stock.
Synthetic Hydrocarbons (PAO’s)
This is the most common type of lubricant used in industrial applications. Sometimes referred to as a synthetic lubricant, PAO’s are engineered to be extremely stable and provide uniform flow at a wide temperature range. They also mix well with mineral oils and have a low volatility.
Polyol Esters (POE’s)
These esters are formed by the process of esterification of a multifunctional alcohol with a carboxylic acid and therefore not derived from crude. Polyol esters offer outstanding thermal stability and have dispersant properties to keep parts clean. POE’s mix easily with other additives and base stocks making them ideal for mixing or when replacing other lubricants.
Polyglycols (PAG’s)
Polyglycols are the safest bet for keeping your compressor deposit-free and varnish-free. The drawback to using PAG’s is that they mix easily with water and often have a hard time separating out water. The increasing amount of water can harm bearings due to the heavier viscosity. Often an additive is mixed with the PAG’s to allow them to separate out the water, however this breaks down over time. Finally, some PAG’s do not mix well with PAO’s if they are mistakenly added to a compressor when the other is in the reservoir.
Make sure when choosing your lubricant, you choose based on which will provide the most appropriate for your specific environment and compressor application.
Lubricant Sampling and Testing
Scheduled maintenance through fluid analysis is key to maintaining the health of your compressor. Lubricant sampling and testing should be part of every turbomachinery user’s scheduled maintenance practices. A minimum of two samples each year should be collected, however each quarter is optimum. Your compressor manufacturer will recommend the best number of samples to collect. Over time, analyzing the lubricants used in your compressor provides valuable insight into the overall health of your machine, allowing proper preventive maintenance that leads to significant cost savings.
Where to Take the Sample
Getting a representative sample of the lubricant in the compressor is key to having an accurate representation of the quality of the lubricant and what may be going on in the gearbox. Some centrifugal compressors come with a lubricant sampling port already installed. If your compressor does not have a sample port try and pick a location that will be representative. Samples should not be collected at the bottom of a lubricant reservoir as this lubricant will not be representative of what is flowing in the machine. Also, lubricant samples should not be collected downstream of the oil filter. This is because the filter will pull out wear particles that will be critical for health analysis.
Laboratory Testing
Once your sample is collected, a laboratory should be chosen based on the certifications and qualifications they maintain. Many compressor manufacturers have a recommended lab that they use. The key is to make sure the same laboratory is used every time. This will assure the results will be trended properly and offer meaningful answers.
There are numerous laboratory tests that can be done to gauge the health of a centrifugal compressor, some more critical than others. The testing can also give an indication on how the compressor is being impacted by surrounding environmental conditions.
Wear Metals
The presence of wear metals could be indicative of shavings from mechanical components of the compressor package. Most centrifugal compressors are designed such that the rotating shafts operate on a lubricant film rather than contact with the bearings. Anti-wear additives in the lubricant coat the lubricated surfaces.
A number of conditions can cause wear of the components inside the air compressor. Certain conditions, such as low lubricant pressure, extreme lubricant temperatures, contaminants or overload can result in minor or significant wear. Rubbing between the parts creates friction, resulting in metal wear (scuffing and scoring). Metal particles, in addition to other contaminants in the lubricant, can cause progressively higher wear (abrasion or cutting) of the components inside the air compressor. The following are wear metals:
- Iron
- Chromium
- Nickel
- Aluminum
- Copper
- Lead
- Tin
- Cadmium
- Silver
- Vanadium
Additive and Contaminant Metals
In this section we will review additive metals (good) and contaminant metals (bad). Every lubricant has a different formulation so it is important to talk to your manufacturer of the compressor to know which ones have been added to their lubricant. These will often be found at higher quantities and should not be cause for concern unless the lubricant manufacturer has not used them as additives. Additives help to prevent things such as rust or oxidation.
Metals that are not wear or additives in the lubricant should be considered contaminant metals. Contaminants may migrate into the compressor lube system from a few sources. During shut down of the air compressor, airborne dirt may migrate into the lube system via the oil mist eliminator. Contaminants may also migrate into the lube system from the seal air system. During shutdown, the customer’s air supply provides buffer air to the pinion seals inside the air compressor. Any contaminants in the customer’s air supply may migrate past the seals and enter the lube system. During compressor operation, air pressure at the discharge of the compressor provides buffer air to the pinion seals. Any contaminants in the compressor discharge air may migrate past the seals and enter the lube system. Possible contaminants in the compressor discharge air are: dirt that bypassed the inlet air filter; rust (iron or steel particles) from the air piping and intercooler shells; the coating from the intercooler shell; and aluminum from the intercooler fins.
Again, it is important to understand the formulation of your lubricant to know which are from additives and others that could be contaminants. These could be:
|
Silicon |
Contaminant |
|
Sodium |
Contaminant |
|
Potassium |
Contaminant |
|
Magnesium |
Additive |
|
Calcium |
Additive |
|
Barium |
Additive |
|
Phosphorus |
Additive |
|
Zinc |
Additive |
|
Boron |
Additive |
Water
Water can be another contaminant that can cause harm to a compressor. Atmospheric air naturally contains water. During an extended shutdown of the air compressor, atmospheric air will naturally seep into the air compressor via the oil mist eliminator or inlet air filter. Heating and cooling of the atmospheric air during the day can result in a slight build-up of condensate in the lubrication system. During compressor operation, any condensate in the oil likely will evaporate in a short period of time since the temperature of the oil in the oil reservoir is about 170°F (77°C). Therefore, no water content in the lubricant is expected unless the compressor has been shut down for a period of time or there is a water leak in the oil cooler.
Viscosity
Viscosity is critical to proper operation of the compressor to ensure that proper bearing film thickness is maintained. Not all oils respond in the same way to a given change in temperature. Many oils contain an ability to resist changes in viscosity due to a change in temperature. This property is referred to as the oil's viscosity index or VI. The higher the VI of an oil, the less its viscosity is altered by temperature changes.
Typically measured at 104°F or 40°C. Viscosity is measured and reported in centistokes (cSt). Every lubricant has a standard viscosity and can typically be found on the material safety data sheet (MSDS). The viscosity of a lubricant changes due to various environmental conditions. Increase in viscosity can indicate oxidation, over-heating, water contamination or the wrong lubricant. While the viscosity of the lubricant is typically reported at the standard method temperature as mentioned above, a truer representation of the current viscosity of the lubricant would be at the operating temperature inside the gearbox. Depending on the temperature, a laboratory could do this testing; however, it should be noted that the standard temperatures is what the method states to use and all labs use, so caution should be taken if comparing results.
Total Acid Number (TAN)
The chemicals and additives used in the lubricant are slightly acidic and contribute to the TAN (Total Acid Number) of the lubricant. Increases in the TAN from the base value usually indicate lubricant oxidation or corrosive acid contamination. A sudden increase in TAN can also indicate mechanical problems. TAN numbers above 1.0 should be considered a red flag. Trending is important when monitoring TAN numbers as it could give an indication of what is going on in the lubricant including oxidation.
Oxidation
Oxidation naturally occurs in all lubricants and is often the source of end of life for a lubricant. Lubricant oxidation is accelerated by heat and pressure in the compressor. Oxidation can be responsible for:
- viscosity increase
- varnish formation
- sludge and sediment formation
- additive depletion
- base oil breakdown
- loss in anti-foam properties
- acid number increase
- rust
- corrosion
Oxidation rate of a lubricant will often dictate the life expectancy of a lubricant. It is often unclear how the life of a lubricant is determined by the manufacturer but it is most often done by estimating rate of oxidation. The rotating pressure vessel oxidation test (RPVOT) is often a way to predict performance and lifetime of a lubricant. RPVOT is often used as an analytical method to determine the long-term stability of a lubricant. The test mimics conditions a lubricant would expect to be exposed to in a compressor.
Particle Count (ISO 4406)
Particle count determines the degree of abrasive wear and whether the lubricant is clean enough for reliable operation. The most common method of reporting fluid cleanliness is the ISO standard 4406. In this standard, the number of particles in 1 ml of lubricant are counted and separated into three different size categories: >4 mm, >6 mm and >14 mm. ISO 4406 then categorizes the number of particles in each size and counted. This count in each of the three categories are then converted to an ISO code. Trending on particle counts can indicate an increasing risk of many of the above issues.
Choosing the Best
In order to make the most of the lubricant you choose for your centrifugal compressor, you should do your homework. Many compressor manufacturers will give you guidance on the right lubricant for your machine. Consistency is the key to a long-lasting lubricant:
- Consistently the same lubricant
- Consistent sampling at the same location
- Consistent bi-annual or quarterly samples
- Consistent usage of the same laboratory
- Consistent levels of the test results
The use of a good quality lubricant for your specific application and the routine testing of that lubricant is key to successful predictive maintenance of your centrifugal compressor
|
The Compressed Air and Gas Institute (CAGI) is the united voice of the compressed air industry, serving as the unbiased authority on technical, educational, promotional, and other matters that affect compressed air and gas equipment suppliers and their customers. CAGI educational resources include e-learning coursework, selection guides, videos, and the Compressed Air & Gas Handbook. The Centrifugal Compressor Section consists of the following member companies:
For more information, visit the CAGI web site at www.cagi.org. |

To read similar articles on Air Compressor Technology, please visit
https://www.airbestpractices.com/technology
Visit our Webinar Archives to listen to expert presentations on Air Compressor Technology at https://www.airbestpractices.com/webinars.
July 2022



