In the realm of pharmaceutical production and packaging, the two most important factors with compressed air are reliability and quality. In pharmaceutical plants, our customers have emphasized this reoccurring theme over and over to paint the clear picture that reliable and high-quality air are king.
The Food & Drug Administration (FDA) has very stringent production process regulations, put in place to protect the public, and these rules must be followed. Product-damaging contaminates in compressed air, such as oil and mold-producing moisture, can cause complete production shutdowns, production disruptions, and expensive product recalls.
Reliable Air Compressors Required for Inhaled Insulin Packaging Machines
![]()
A major pharmaceutical corporation was still near the beginning of their trial phase for their inhaled insulin product line. They needed a compressed air system to supply clean and dry air for a packaging machine while it was not in operation. The pressurized air provided dehumidification for the inhaled insulin packaging machine when not in use to keep it free from mold.
If the compressed air system failed in any way and any contamination accumulated inside the packager, it would have to be cleaned out and re-certified by the FDA before production could continue. For this reason, the reliability of the air compressor was paramount as unplanned downtime would have been extremely costly.
The factory had been using a pair of scroll air compressors that were consistently failing. They decided to find a solution for this specific production line and selected a single 2AN61 Hycomp oil-free air compressor with the appropriate air treatment products. Installed in 2000, the system supported the drug trials continuing-on until this new form of insulin delivery was approved.
Oil-free Air Boosters for Blister Packaging
In 2006, a pharmaceutical plant in the northeast needed a flexible air booster system that could adapt to a changing demand of inlet and discharge pressures for a blister packaging process. Blister packaging is a form of blow molding, much like PET bottle blow molding is used to manufacture soda-pop bottles. In the pharmaceutical world blister packs are commonly used for packaging pills. This form of packaging is easy to identify, in the consumer's hands the packaging usually looks like a plastic bubble made to fit the pill inside with a metallic foil on the back.
Just as the PET molding process cannot allow any oil to contaminate the bottles, oil cannot be allowed to escape into the blister packs holding medicine. Hycomp designed a reliable triplex oil-free booster system to provide pressure flexibility without losing any flow – all while keeping the air stream pure and free of contaminants.
Nitrogen Boosters for Pneumatic Conveying and Packaging
 |
|
This AN68F Hycomp Oil-Free Nitrogen Booster was built specifically to provide clean and reliable nitrogen at the desired flow for a pharmaceutical manufacturing plant in Puerto Rico. |
A major pharmaceutical firm had completed construction on a new biotech bulk manufacturing facility in Puerto Rico in mid-2006. The 300,000 ft2 facility produces a rapid-acting insulin product. The production of this product requires the use of recombinant DNA technology via insulin lispro (rDNA origin) injection. The plant purchased bulk-compressed nitrogen to power the pneumatic conveying and packaging systems required to produce this product.
In 2008, the plant decided to switch to nitrogen generation for this process. The facility wanted to generate their own nitrogen to streamline their process and lower costs. Their process demanded 180 psig of nitrogen. Even though the inlet to discharge jump was relatively small (80-180 psig), it had to be pure of contaminates, and the flow needed to remain at 349 scfm. To meet their requirements, a nitrogen generation system was installed utilizing a Hycomp booster to provide the necessary elevated process pressure. This new generator system reduced their nitrogen costs by approximately 70% annually.
Air Booster Supports Catheter Manufacturing
A multinational pharmaceutical company is currently constructing a 48,000 ft2 catheter manufacturing facility in Costa Rica that is slated for completion in late 2011 to early 2012. The company has been in Costa Rica since 2000, when they completed their first facility in San Jose. Their initial facility produces some of the most advanced medical products in the world, including catheters that control the administration of intravenous medicines.
Diego Ruiz, Outside Sales for FLOTEC, is working closely with the pharmaceutical company on providing the compressed air the manufacturing processes their new facility will require. Not only do the processes require 100% clean and reliable air, the footprint of the compressed air system is limited. A Hycomp Oil-Free Air Booster has been chosen to meet all of their air compressor criteria. “We needed equipment that fit in the area we had for it. Equipment that was not too large or too small and that could give us the high pressures our application requires. Hycomp had the only compressors that matched exactly what we needed, so it was an easy choice,” Diego commented.
Boost It
Air boosters and gas boosters offer a variety of solutions to the pharmaceutical industry. When higher pressures are needed and clean air is mandatory, a high quality booster is often the perfect fit. Standard compressed air systems in industrial facilities are typically designed for pressures of 80 to 130 psig. When higher pressures are required it is very effective to use a portion of the plant air and apply an air booster to obtain the desired pressure. Other methods of acquiring higher pressure air such as stand-alone air compressors, air amplifiers and increasing the pressure of the entire plant are more costly and far less efficient.
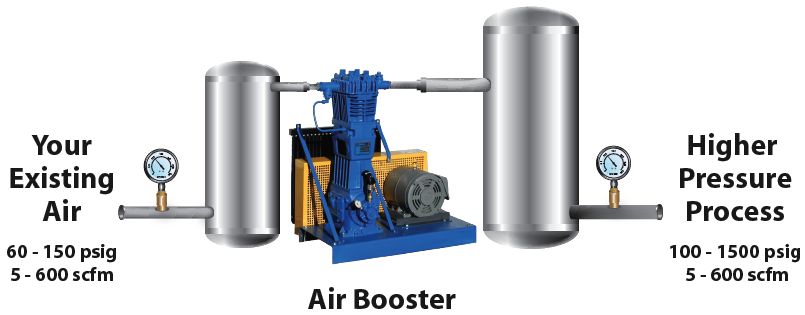
In this basic air booster setup there are receiver tanks on both the inlet and discharge of the booster and flex hose connections to the booster to provide pulsation dampening. This removes any pulsation or shockwaves from traveling back to the initial compressor and this setup delivers a smooth flow to the desired point of use. |
Air loss is not a problem with air boosters. What you put in is what you get out. Unlike pneumatically driven air amplifiers that can use up to 60% of your air flow to power the machine, air boosters are electric driven. So, if you put 100 scfm in, you are going to get 100 scfm out.
Using an air booster also allows you to use less horsepower and still get higher pressures. It takes more power to begin compression from ambient air. For example: when you are compressing air from 0 psig to 600 psig the compression ratio is 41.8. However, when compressing air from 100 psig to 600 psig the compression ratio is 5.4. A smaller compression ratio equates to smaller equipment and lower operating costs.
The size of an air booster is also an important factor for many clients who want high pressure while requiring a smaller footprint. Air boosters are typically much smaller than traditional stand-alone air compressors. A smaller machine makes the booster system less expensive to purchase, install, operate and maintain.
Oil-Free Is The Answer
Oil-less and oil-flooded compressors have their strengths and their weaknesses. An oil-less compressor can easily provide a clean air stream, however they are not continuous duty compressors and can really only provide lower pressures. A handful of oil-less compressors can provide slightly higher pressures and the manufacturers often claim continuous duty, but when run at higher pressures for extended periods of time they tend to have a consistent fail rate.
Oil-flooded compressors have no problem providing moderately high pressures continuously, due to their oil lubrication. The obvious downside to oil-flooded compressors is that by design, they push a substantial amount of oil into the air stream. This oil can be cleaned out, however, it is very costly to clean oil at high pressures and it is also maintenance intensive.
Oil-free reciprocating compressors combine the strengths of both the oil-less and oil-flooded compressors without any of their weaknesses. An oil-free compressor can provide a clean air stream, higher pressures and industrial continuous duty. The way Hycomp oil-free air and gas Boosters are able to accomplish the best of both worlds is to basically combine them – they are both oil-lubricated and oil-free.
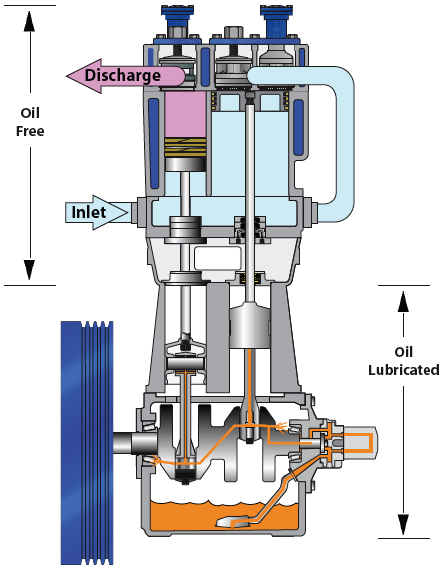
Hycomp crankcases are pressurized to provide generous lubrication to all moving parts and bearings. Unlike splash lubrication that spreads oil sporadically, oil is liberally delivered with pinpoint accuracy. The Hycomp oil-lubricated bottom end decreases running temperatures, allows for higher discharge pressures and provides compressor longevity. |
Each Hycomp crankcase is oil-lubricated. That oil is fully contained in the bottom end of the compressor via oil scrapers and a distance piece. Oil never enters the heat of compression and therefore does not enter the gas stream. The compression end of the air compressor utilizes thick PTFE based piston rings and gas packings that are impregnated with other natural oil-free lubricants.
For the pharmaceutical industry oil simply cannot be present in the process or final product. For that reason, reciprocating oil-free air and gas boosters are an excellent solution when the application requires clean and reliable gas. Reciprocating technology is nothing new, but when Hycomp specifically designs each compressor system individually for the intended application, the result is always clean and reliable.
For more information, please contact Robert James or Matt Logan, Hycomp, Inc., tel: 435-563-3695, email: [email protected], www.hycompusa.com



