Compressed Air Best Practices interviewed Timo Pulkki (CEO), Hannu Heinonen (President, Tamturbo Inc.) and Mike Batchelor (Director of Sales Americas) from Tamturbo.
Good morning to you in - 4 °F (-20 °C) Finland! Let’s start with the beginning. How, why and when was Tamturbo started?
Good morning. Yes, it’s a cold and blue-sky day here, a good one for skiing! Since the 1960’s, the Tampere region in Finland has been a birthplace of several air compressor innovations – many of which involved Kimmo Laine, a co-founder of Tamturbo. Mr. Laine was a leader in R&D in the air compressor business for many years since the 1960s. This included bringing a high-speed turbo air compressor to market later at Tamturbo. Working together in the 1980’s in a division of Tamrock, called Tamrotor-where Hannu Heinonen also worked, Mr. Laine met a gentleman named Jaakko Säiläkivi.
These two technical people stayed in touch over the years as Mr. Säiläkivi’s career led him to specialize in high-speed turbo technologies using magnetic bearings – notably with two companies including a 10 years period at HST. HST was a Finnish company, since acquired by ABS and today owned by Sulzer, who pioneered the development of high-speed turbo blower technology using magnetic bearings. One of their first installations, in the 90’s, was in a classic Finnish lumber mill.
Mr. Laine and Mr. Säiläkivi shared a vision of being the first company to focus solely on bringing oil-free, high-speed turbo air compressors to the 100 psi (7 bar) market. We are not the first company to bring this technology, but we are the first company whose 100% focus is bringing the benefits of only this technology to the industries using compressed air. In this way, no competing air compressor technologies can dilute the focus and energy required to make customers aware of the benefits of high-speed turbo air compressors at 100 psi (7 bar).
So with this goal, Mr. Laine and Mr. Säiläkivi founded Tamturbo in 2010 here in Tampere. Their original mission hasn’t changed. Tamturbo is focused on bringing 80 to 500 hp air compressors to the 85 – 130 psi (6 – 9 bar) market. We believe it offers customers an excellent alternative to oil-free rotary screw air compressors.

Hannu Heinonen (President, Tamturbo Inc.) and Timo Pulkki (CEO) of Tamturbo (left to right).
That’s very interesting. Please tell us how Tamturbo is structured and provide an overview of your business strategy.
We’d be glad to and will start with the ownership structure. Since our founding in 2010, we knew a significant investment in R&D was required and we also knew we should remain independent. Independence is critical to ensure the effort to promote our technology is not diluted by another. To ensure independence and to finance R&D, we went through several rounds of equity offerings. Tamturbo has a few major shareholders and also many small individual investors - including many of our employees. The major shareholders include an industrial investment firm in Finland, one of our first business angels, and a state-owned Finnish venture capital firm.
Tamturbo has a team of 27 employees focused on R&D, manufacturing and business development. Many of us have invested our own funds into this firm. This truly independent ownership structure enables us to deploy our business strategy. This strategy is to partner with both air compressor OEM’s and distributors internationally. We supply in North America completely oil-free turbo compressors which independent distributors sell to their customers. The products are manufactured in Tampere and have endured and passed extensive field testing in real world customer applications to prove their reliability.
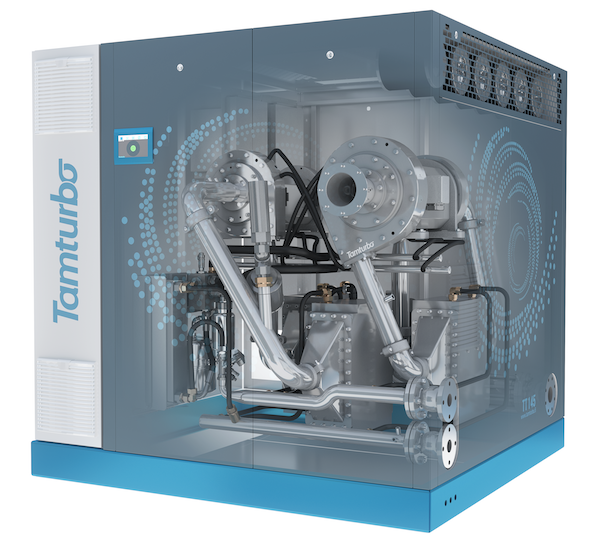
Internal cut-away of the Tamturbo® model TT145 3-stage active magnetic bearing air compressor.
Please describe the Company’s R&D path. Are there Tamturbo installations? What have the field trials demonstrated?
High-speed turbo air compressor technology, using active magnetic bearing (AMB) and control technology, has evolved from university research in Finland, first to low-pressure blower applications pioneered by Finland’s HST and now to the 85 – 130 psi (6 – 9 bar) compressed air application. As you know, turbo blowers using magnetic bearings, are now widely used in the market as aeration blowers for wastewater treatment. Sulzer and others have used this technology widely for about twenty years. They have gained a market share in Europe, replacing positive displacement technologies, and are now gaining traction in North America. As you also know from your Chiller & Cooling Best Practices Magazine, this technology has also been introduced successfully into the chiller industry. The Danfoss TurboCore refrigeration compressor technology was pioneered by their Smardt Chiller division and is now used across the chiller industry.
Comparing these low pressure and refrigeration applications to two and three-stage 85 – 130 psi (6 – 9 bar) air compressors, however, is like comparing apples and potatoes - they are both edible foods but completely different!
Since 2010, our research and development efforts, have focused on managing the much higher temperatures, pressures and partial load challenges presented by the compressed air application. We can tell you first-hand, understanding active magnetic bearings and how to control the impeller is one of the key R&D challenges. Other companies have found this to be an insurmountable challenge. We are founded by air compressor people and truly understand the importance of reliability. This is why this technology has not been rushed to market. We made our first prototypes in the summer of 2012. We went through several piloting phases and made more final prototypes by the end of 2015. Field trials began in February 2016, in a pulp fluting mill, with commercial prototypes.
We have other trial installations, including one in a meat processing plant, and both customers have been very satisfied and are allowing us to publish testimonial stories. It’s worth noting the unit at the pulp mill has not required any maintenance since installation over two years ago.
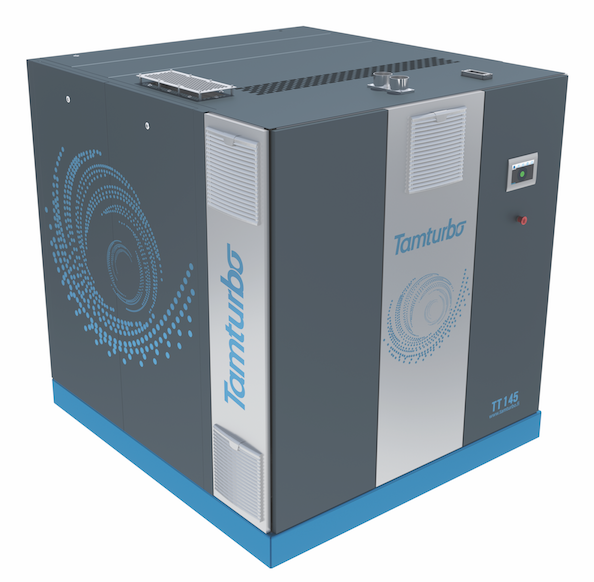
View of the Tamturbo® model TT145 3-stage active magnetic bearing air compressor.
Congratulations on launching Tamturbo Inc. here in the U.S.. What range of products are you launching?
Thank you. Indeed, we have formally established a U.S. subsidiary, Tamturbo Inc., to look after the Americas market. Mr. Heinonen and Mr. Batchelor are leading that effort. Tamturbo Inc. is based in the St. Louis region and will provide technical and customer service support. Our strategy is to work 100% through distribution and for this reason we have hired Mr. Batchelor to lead these efforts. Spare parts will also be stocked – although that’s not a big deal as we have only one consumable part in our air compressors, the air intake filter. This is a shocking lack of parts, compared to rotary screw air compressors.
It’s worth noting we have a unit installed in a foundry – and they like it simply because there’s virtually no maintenance to do! There is only an air intake filter to maintain if ambient conditions are not good. Clients using rotary screw air compressors have grown accustomed to high maintenance and air end rebuild costs they simply don’t have to experience with our technology.
We often publish audit stories about plants using higher air pressure than necessary. Can you describe your low-pressure oil-free product line?
Gladly. Tamturbo is rolling out a low-pressure line for 30 to 70 psi (3-5 bar) applications. The low-pressure line is a 2-stage turbo air compressor model available in models ranging from 80 to 300 horsepower.
This product line targets many process applications such as aeration, air curtains, PSA oxygen generation and pneumatic conveying. So many customers use 100 psi compressed air or use air compressors optimized for 100 psi and are paying unnecessarily high energy and maintenance costs.
What is the pressure and horsepower range of the standard plant air oil-free Tamturbo product line?
For standard plant pressures, between 70 and 130 psi, we are launching 3-stage models in the 125 – 470 horsepower range. They are optimized with a variable speed direct drive system featuring a wide turndown range as there are no step up/down gears. The sophisticated turbo design is meant to work optimally over a wide range of flow conditions, compared to top-flow optimized technologies.
This product line targets traditional users of oil-free rotary screw air compressors. This means all food and beverage applications as well as sensitive use applications such as semiconductors, pharmaceutical and laboratory air.
How is the Tamturbo oil-free technology different from standard oil-free centrifugal and rotary screw air compressors?
A traditional centrifugal oil-free air compressor has a two-pole motor running a huge bull gear turning the impellers at high speeds. Oil-free rotary screw air compressors also have gear cases requiring lubrication. They both depend upon critical sealing technologies to keep the oil from the compression chambers.
The other issue is the positive pressure in the gear case creates an oil mist inside the machine. One firm has a patented oil mist recapture system to try and manage this – so we’re not making this up! We have a client, for example, who manufactures flat screen technologies. Their process cannot tolerate any contamination. They are interested in eliminating any potential ambient hydrocarbons coming from the gearboxes of the air compressors.
The basis of the development of this technology was to eliminate the use of any oil in the entire machine. We like to call the Tamturbo 100% oil-free. We have absolutely no oil in the system.
|
|
 |
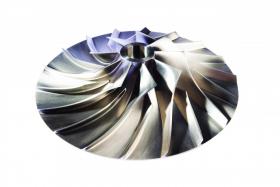
Tamturbo® titanium impellers rotate at 30,000 to 35,000 rpm |
|
Titanium impellers at high speeds controlled by active magnetic bearing technology. Please describe how this works.
When you power up a unit, the shaft levitates in a magnetic field. This is why this unit has only one rotating part. The impellers are integrated directly on the motor shaft without any couplings and the rotational speeds for our product lines are between 30,000 to 35,000 rpm. Magnetic bearings have radial and axial positioning sensors measuring the rotor position precisely in micrometer level. When the rotor turns, any axial movement is automatically corrected. Position sensor measurement frequency occurs 15,000 times per second. This is called active magnetic bearing technology.
An active magnetic bearing (or AMB) is a bearing used in high speed rotating machinery using electromagnetic forces to levitate a rotating shaft in space. The application of AMBs allows the rotating shaft to maintain its position. This is accomplished by actively controlling the electromagnets, leaving zero contact between the bearing and the rotating mass. Essentially, magnetic force support moving parts without physical contact. This permits relative motion with practically no friction and no mechanical wear. Due to the very low amount of friction, magnetic bearings support the highest speeds of all kinds of bearing and have no maximum relative speed. The friction-free operation also eliminates the need for many machine components, leading to a clean, reliable and efficient machine.
|
Editor’s Note: What is an Active Magnetic Bearing? A typical active magnetic bearing is made up of an electromagnet assembly, a set of power amplifiers to supply current to the electromagnets, a controller, and gap sensors with associated electronics to provide the feedback required to control the position of the rotor within the gap. Power amplifiers supply equal current to two pairs of electromagnets on opposite sides of a rotor. This constant pushing and pulling is mediated by a controller, offsetting the current by equal but opposite amounts of current as the rotor deviates by a small amount from its center position. Sensors provide information to the controller for specific rotor position allowing the controller to interpret and control the amount of current provided by the power amplifier. |
In closing, can you define Tamturbo’s mission and future goals?
Sure. Tamturbo is committed to supplying the finest quality, most technologically advanced air compressors to our customers worldwide. Our plans are to be a \$110 million revenue company by 2022 after successfully penetrating the U.S. market through high-level service oriented distributors. Our touch-free technology creates what we believe are the lowest maintenance and highest reliability air compressors in the market with a truly oil-free design. We believe these are the winning advantages that will make us successful.
Thank you for your time.
For more information, visit www.tamturbo.com or contact Hannu Heinonen at email: [email protected] or Mike Batchelor at email: [email protected].
To read similar Air Compressor Technology articles visit www.airbestpractices.com/technology/air-compressors.



