Good afternoon. Please give us the history of Case Controls. How and when did the business get started?
John Craddock started the business in 1986 in Evansville, Indiana, which is where we’re located today. Case began as an industrial automation company willing to automate virtually any process. In fact, when PLCs were gaining traction in the industrial automation world, Case was one of the first Allen Bradley Systems Integrators when the program launched.
By the early 1990s, we identified the growing need for automated control in the compressed air industry, and in 1992, we developed our first centrifugal air compressor controller. Soon after, we developed a solution to load-share multiple centrifugal air compressors as an integrated system. At that point, we became solely focused on automating air compressors. Today, we offer robust, scalable solutions to control individual air compressors of all makes and models, as well as system-wide automation solutions to manage the air compressors and maximize overall system efficiency.
We’ve continued our relationship with Allen Bradley through Rockwell Automation’s purchase of Allen Bradley years ago. Today, we’re a Rockwell Automation OEM Partner for compressed air automation.
What benefits does being a Rockwell Automation partner offer customers?
Many plants use Rockwell’s Allen-Bradley products for automation throughout their operations beyond the compressed air system. It’s an assurance that we’re well versed in these technologies, which is important since plant personnel are trained to support it. In many cases, our system is tied into their Rockwell/Allen-Bradley based supervisory system.
It’s also an advantage if something fails on the air compressor control system because parts are readily available. We can get things resolved quickly, which leads to improved uptime. Additionally, we’re able to provide scalable solutions for integration with other Rockwell solutions available today and into the future as part of a plant network.
How is Case Controls structured on the management side of things?
Today, Lou and Devin jointly manage the company on a daily basis. We have a total of 13 employees including six full-time engineers, along with Devin and Lou. Our engineering team is unique in that they’re not only experts in PLC/HMI programming, but they’re also knowledgeable about centrifugal air compressors, as well as rotary screw and reciprocating units. This is in addition to system-wide compressed air automation.
|
|
 |
|
Lou York, Director, and Devin Sullivan, Vice President of Engineering, Case Controls (left to right). |
||

Please give us an overview of Case Controls’ control technologies.
I’ll start by saying we all know a company’s compressed air demand profile never perfectly matches its supply side capacity. Additionally, there is no one-size-fits all approach to managing multiple centrifugal air compressors to achieve energy savings and improve the reliability of the compressed air system.
Knowing this, we developed our flagship AirMaster™ product, which is an open platform and highly configurable master controller used to effectively manage load sharing of centrifugal air compressors, as well as other types of air compressors.
A master control scheme, however, requires the need to integrate with the local controllers. As such, we also provide local controllers that work seamlessly with our master controller. These include our AirLogix® for centrifugal air compressors and AirStarPD for rotary screw and reciprocating compressors. We also offer controllers for managing any type of compressed air system dryer and multiple headers. The controllers are built on an Allen-Bradley based open platform.
We also provide remote monitoring and on-site services to help plants optimize their compressed air systems and keep their machines up and running.
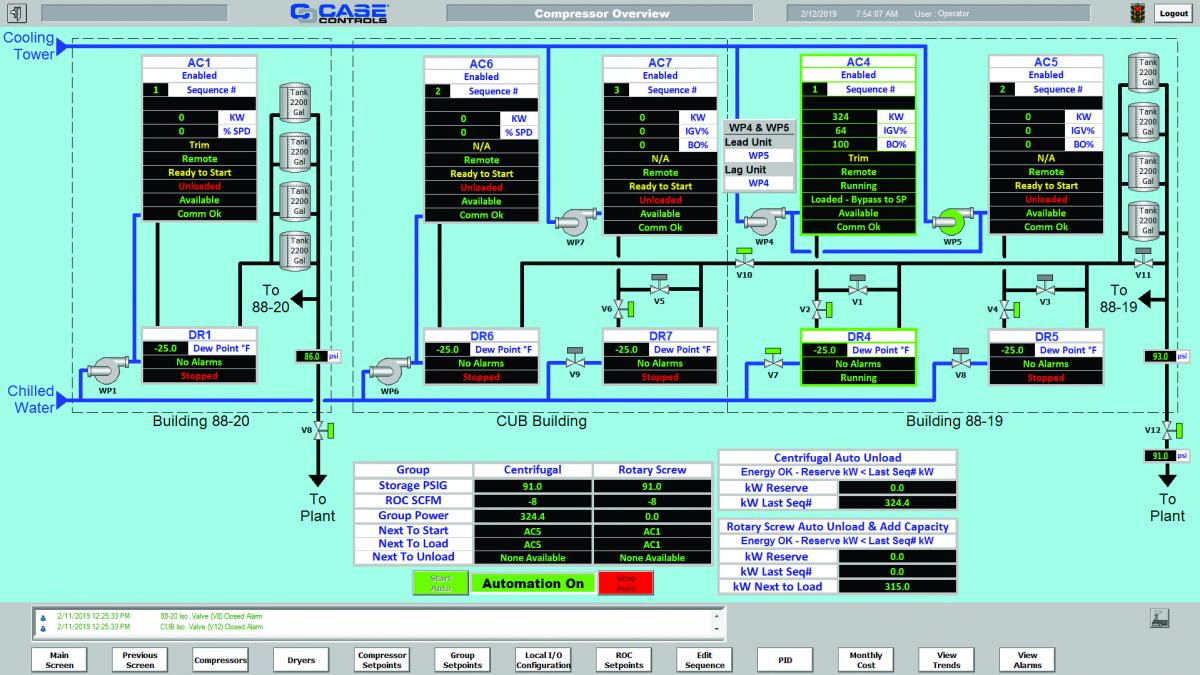
Displayed at the top the main screen of an AirMaster™ master controller is performance data for three centrifugal air compressors and two rotary screw units operating in sequence. The bottom of the screen shows the status of dryers along with pressure and dewpoint levels, as well as water pumps for the cooling circuit of the compressed air system. Click here to enlarge.
Why is an integrated approach to controls an advantage with centrifugal air compressors?
Often, multiple centrifugal air compressors are set up to simply react to air demand, which requires the system to not only meet the new demand, but also make up for air depleted in the main header. This typically results in too much supply, which results in bypassing the air to atmosphere. The result is wasted energy use.
Selecting & Sizing Oil-Free Air Compressors – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Efficient operation of centrifugal air compressors cannot be achieved by pressure set point adjustments alone. The inlet valve will modulate to a closed position when pressure rises above a given set point. Incidentally, the bypass valve will tend to open when pressure exceeds the set point.
To achieve the true potential of centrifugal air compressors, it’s important to properly coordinate the operation of the machines. So rather than allowing the units to react to demand, we often use feed-forward, predictive controls strategies to better control each machine and match the entire compressed air supply system with demand.
The goal is to optimize the centrifugal air compressors to ensure they work as efficiently as possible, which means we implement methods used to minimize or eliminate blow-off, reduce system pressure, and keep the units from unnecessarily running unloaded.
How does your control technology minimize/eliminate unnecessary blow-off with centrifugal air compressors?
It starts with a Dynamic Throttle Limit (DTL) on each centrifugal air compressor, which is a control algorithm designed to automatically adjust for air density and discharge pressure.
We do this because many centrifugal air compressors are set up based on the worst-case scenario when ambient temperatures are hottest. If that same machine is using a fixed throttle limit it won’t adjust for cooler, denser ambient air and the larger mass of airflow, in turn, causing the air compressor to enter a surge condition and the need for blow-off.
The use of DTL, however, takes full advantage of the air compressor inlet throttle capacity and effectively provides increased turndown when available during cooler inlet conditions and less turndown in warmer conditions. In addition, throughout the dynamic inlet conditions, DTL provides superior protection against air compressor surge.
We’ll then tie our local controller on each machine into our master controller so the air compressors are working together toward a common set point, and not chasing each other or fighting one another to get air into the header. Through tight air compressor integration, the inlet throttle capacity of each individual air compressor is fully utilized and the air bypassed through the blow-off valve is minimized or eliminated.
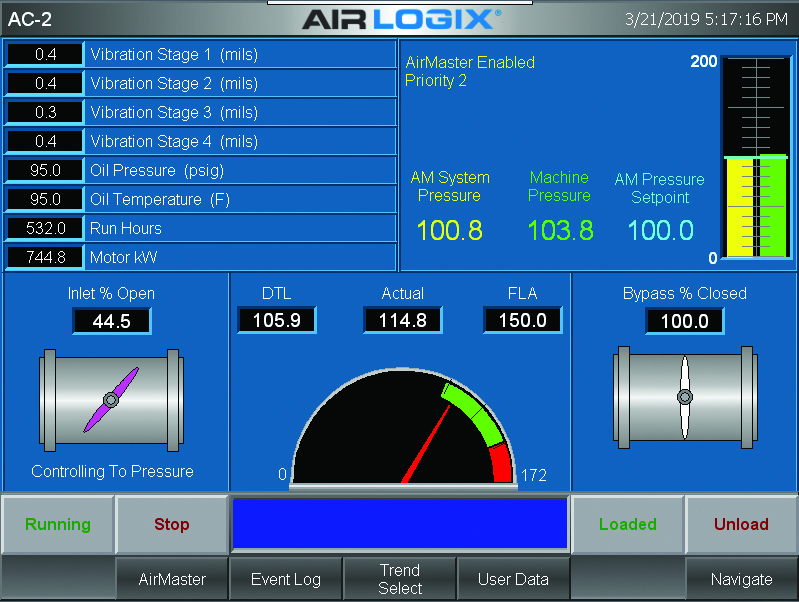
The main screen of an AirLogix local controller shows the DTL minimum limit, which is automatically calculated and adjusted based on air density entering the air compressor and its discharge pressure. The green area in the meter indicates the throttle range for a machine in operation based on these conditions. It also displays critical variables, such as vibration and system pressures.
Describe what you mean by integration of air compressors
Generally speaking, when pressure rises and the air compressors need to reduce capacity, the unit modulates the inlet valve closed on one air compressor to reduce flow into the system. When the throttle machine closes the inlet valve to a minimum point it would normally begin to blow-off air. AirMaster, then, will modulate the inlet valve on a second air compressor rather than allow the first machine to blow-off. The second air compressor then becomes the throttle machine and the process is repeated with multiple units.
As long as the swing in demand for air is within the total throttle capacity of the system there is no need to blow off air. If the demand is not within the throttle capacity, only one air compressor will bypass at a given time. During the period, remaining air compressors remain at the reduced power provided by DTL. Operating conditions specific to the site determine when compressors are unloaded and stopped. Our master controller can also integrate fixed speed and variable speed drive rotary screw air compressors and reciprocating machines for an automated compressed air system. At the end of the day, it’s about eliminating system inefficiencies and wasting expensive air.
Another way of conserving air and saving energy costs is through the reduction of system pressure. How does Case Control’s technology accomplish this?
The more you’re able to control pressure at the header and reduce pressure variability, the more opportunity there is to lower the header pressure set point of the compressed air system.
We use the master controller to automatically regulate the centrifugal air compressor’s inlet air valve to match system pressure, resulting in tighter control of header pressure. It’s a departure from many other instances where a standard sequencer adjusts the set points of the local controllers based on rising and falling pressure, which results in a lot of system variability.
In terms of energy costs, we measure it by motor current rather than airflow since many plants are without airflow meters. Motor current is directly proportional to the amount of airflow going through the machine. On a centrifugal air compressor, as the need for pressure increases so does the need for airflow to keep it out of surge condition. When we tightly control the header and lower the discharge pressure of the air compressor, it translates into less energy consumption that would otherwise be used to keep the machine out of surge.
What's the strategy to prevent centrifugal air compressors from running unloaded?
Many operations keep their centrifugal air compressors running unloaded in case they need air to meet a spike in demand. When air is needed, the air compressors will go from the unloaded state to loaded. This is an attempt to reduce the starting and stopping large horsepower motors and provides air more quickly. However, it’s not a good practice since it consumes 30 to 40 percent of the machine’s electrical power when running unloaded. When running unloaded, all energy used is wasted. We have seen centrifugal air compressors running unloaded continuously for many hours and even days wasting thousands of dollars.
We use automation to avoid having one air compressor running fully unloaded for long periods of time. Instead, the system will unload, stop, and start one air compressor based on the output of the other machines, instead of having multiple air compressors bypass air. As a result, we’re able to reduce the number of load/unload cycles and minimize the amount of electrical power consumed. This also stabilizes system pressure.

Shown is an AirLogix controller on a centrifugal air compressor. The machine is one of three units networked with an AirMaster master controller.
Tell us about remote monitoring. Why are end-users interested in having an outside firm monitor their system?
Obviously, centrifugal air compressors are highly sophisticated machines with a lot of moving parts requiring attention. We recognized the need for it decades ago when we actually used dial-up modems to provide remote service and support.
Interest in remote monitoring is only growing as the Industrial Internet of Things (IIoT) continues to reshape the industry. Today, we offer 24-hour remote support services through a VPN, or another analog or cellular modem connection. The customer typically drives the type of service we provide based on plant security policies.
In some cases, a plant will have us proactively assess the health of their compressed air system. To do so, we’ll review historical data going back several months, including alarm events, trip set points, shut downs, and frequency of loading and unloading, to name a few. We’ll provide a detailed report for each air compressor and overall health of the system, as well as, provide comments so they can make informed decisions about predictive maintenance.
Many plants look to us to help with troubleshooting issues such as problems with inlet/bypass valve calibration, check valves, dirty inlet filters, inner/after-cooler performance, and compressor surge diagnostics. For example, it’s not uncommon for our local controller to find an inlet valve out of calibration or not functioning at all, which can cause an array of problems. In that case, we’ll remotely diagnose the problem and provide a recommendation to resolve the problem. We can also remotely take control of the machine and do what’s needed, such as stroking the inlet/bypass valve to diagnose the issue.
In other cases, we’ll monitor the compressed air system and fine-tune things in order to optimize the system, which gets back to things like ensuring the air compressor’s inlet valve functions properly to ensure proper load sharing and energy savings.
A lot has certainly changed since the dial-up modem days. What does the future look like for compressed air system controls?
A big area for us is helping decision-makers at the corporate level better understand their compressed air system and what they can achieve in terms efficiencies and cost savings.
There was a time when people at the corporate level didn’t know they had a compressed air system, but that’s changing. We’ve got a ways to go in that regard but we work with quite a few companies who appreciate what can be done, which is why we’re continuing to build on that model.
Looking ahead, we see a continued emphasis on the visualization of compressed air system metrics. Visualization gives decision-makers the ability to quickly and easily see what’s going on with their compressed air system. This is particularly important in terms of the amount of electrical power the system has consumed in the past month or year and what it’s costing them, not to mention maintenance.
For example, we’ll establish a baseline for power consumption based on a 13-month history of the system. Our software then displays the information using a green and red bar graph to indicate where the system is in terms of energy consumption. If the data is in the green area, all is good. If it’s red, it’s an opportunity to assess and make changes.
We’re also excited about tying together the controls of not just compressed air systems, but also other utilities like cooling towers and vacuum systems. We’re now working with some companies to bring it all under one platform to better manage it. We definitely see that as an area of growth.
Thanks for your insights, Case Controls.
For more information, please contact Lou York, email: [email protected]; tel: 812-422-2422, or visit casecontrols.com.
All photos courtesy of Case Controls.
To read similar Air Compressor Control Technology articles visit www.airbestpractices.com/technology/air-compressors.



