
The introduction of rotary screw air compressors controlled by variable speed drives (VSDs) is one of the best energy efficiency innovations introduced to the industry in the past few years. This style of compressor control can significantly reduce the energy wasted by compressors running in the unloaded condition. But the type of VSD control offered by various manufacturers can differ, and some of these differences can affect the efficiency of the system. This article discusses some little known tweaks to VSD compressor control, including some using hidden features that can sometimes be implemented to enhance the savings gained by the installation of this type of compressor.
Note that these measures are examples of strategies implemented in the author’s Manitoba Hydro service territory. Where adjustments were made, the suppliers of the equipment were consulted so as not to affect the lifespan or proper operation of the equipment.
1. Coordinate target and start/stop levels.
VSD controls typically have four main pressure settings. Three of these are to control the start/stop or load/unload pressure bands that are used when the compressor runs below minimum speed. The remaining one is to set the VSD target, which is where the compressor will hold its discharge pressure while varying its speed. There are various default settings programmed into these controls when they come from the factory — some resulting in less than optimum compressor operation.
Some manufacturers lock the VSD target to the “start” setting so they are exactly the same. Others allow independent adjustment of the VSD target to any setting within a set limit. Where independent adjustment is allowed, there are some conditions that may cause problems. If the target pressure is accidentally set above the start/stop or load/unload setting, the compressor will always run fully loaded — an inefficient condition for a VSD compressor — and will start/stop or load/unload between the two set points. If the target set point is inadvertently set lower than the pressure band, then the VSD will run at minimum speed while between the high and low set points. However, it will not run in its variable range unless the pressure falls well below the pressure band, another undesirable condition.
If the target set point is somewhere between the high and low set points, it is very common to see this setting exactly in the middle, and then the compressor will immediately ramp to full speed whenever the compressor is called upon to start. It will first try to quickly push the pressure up to the target pressure, and it will then reduce speed to regulate the pressure. This condition increases the start/stop frequency of the compressor and causes fast-changing fluctuations in the pressure, sometimes an undesirable condition. This configuration also often causes the target pressure to be higher than required, therefore causing the compressor to consume more power due to higher average discharge pressure. In the Manitoba Hydro territory, customers are encouraged to set the target pressure at or near the start/load point, resulting in slower compressor cycling, and more stable lower pressures.
2. Decrease start/stop frequency by widening the pressure band.
Stable and constant pressure is the ultimate goal in controlling any compressed air system. Those of you familiar with load/unload control will realize that the system pressure is controlled between two set points: the load, and the unload point. This type of control causes a sawtooth pressure waveform if viewed on a time-based pressure data plot (Figure 1). VSD compressors, on the other hand, will keep the pressure at a constant target pressure by speeding up or slowing down the compressor motor.
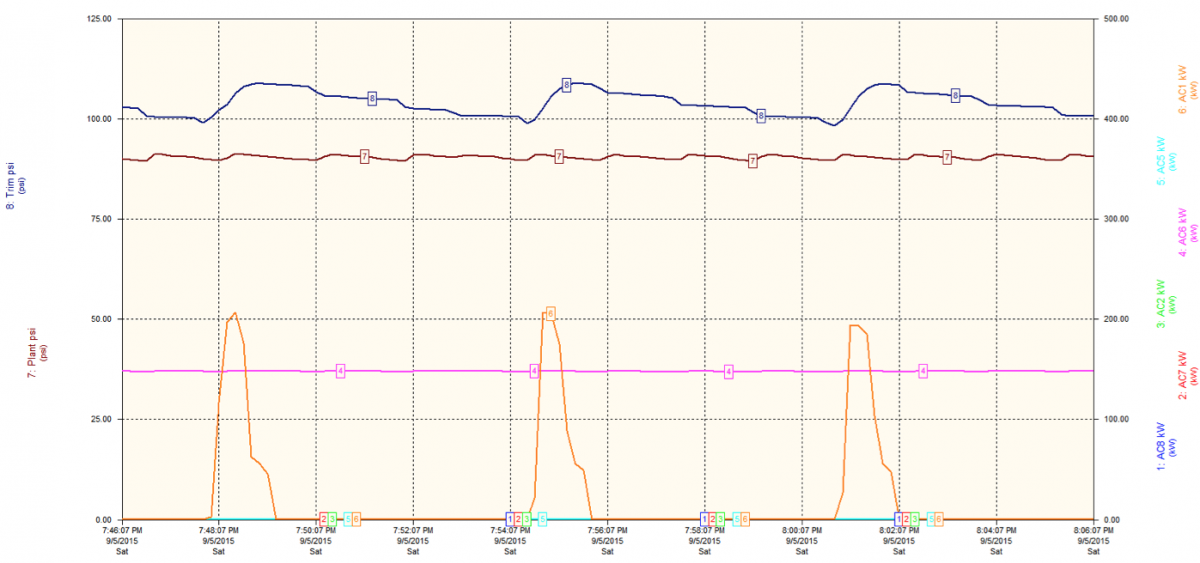
Figure 1: Typical sawtooth waveform results in higher than required average pressure, causing the compressor to go to full load when starting increases the cycle frequency. - Click here to enlarge
But the compressors can only slow down so much, with the turn down limited by the characteristics of the compressor components. The main thing causing this limitation is the compressor motor, which cannot cool itself adequately at excessively low speeds. A second limitation is the screw compression element, which must maintain a certain minimum rpm or else internal losses (leakage back through the element) will become excessive. To address this problem, any VSD compressor will have a certain minimum speed where variable speed control is taken over by some other control method.
A common way of controlling VSD compressors at flows below minimum speed is to start/stop or load/unload the compressor. This control mode also produces the typical sawtooth waveform of the load/unload control mode. Since compressor manufacturers recognize that this sawtooth waveform produces undesirable fluctuations in pressure, some manufacturers tend to supply compressors with very narrow pressure bands, sometimes only 3 to 4 psi wide. Unfortunately, a very narrow pressure band, if installed on a system with minimal storage capacity, will result in excessive compressor starts and stops, and sometimes excessive lubricant carry over.
When VSD compressors were first introduced, some suppliers were promoting “unlimited starts and stops” capability. However, common sense dictates that introducing a mechanical device to say 50,000 to 100,000 starts per year in the first few years of its life can greatly reduce the life of the controls and the compressor components.
Widening the start/stop pressure band and adding significant system storage will reduce compressor cycle frequency when operating below minimum speed and allow run times long enough to heat the compressor up to operating temperatures. Typical rule-of-thumb sizing used around the Manitoba Hydro area is 10 gallons of storage installed for each cfm at compressor minimum speed. Introducing a wider pressure band of 10 psi means the maximum start and stop frequency is about once every 4 minutes at 50 percent of minimum speed.
By the way, if your compressor is spending too much time in the minimum speed range, you may need to resize your compressor, or problems may result. At minimum speed, too little heat is generated. This is a direct result of good efficiency, which can allow excess moisture to accumulate in the compressor lubricant. In a standard compressor, the heat of compression normally drives off this moisture.
3. Eliminate unloaded run time by reducing unload timer setting.
The control of VSD compressors varies across manufacturers. Some makes of compressors immediately shut off when the pressure reaches the “stop” level, while others continue to run in the unloaded state. Others still may have a mode selection setting somewhere in the control that allows you to select whether the compressor immediately turns off or not. One brand counts the number of starts per hour and allows shut down when conditions allow, saving power.
When in the unloaded state, screw compressors — be they fixed speed or VSD — continue to consume energy while producing no air, reducing the overall efficiency of the unit. Often, when good compressed air design practices are followed, conditions exist where the run timer can be greatly reduced, or even set to zero to avoid this wasteful condition. This tweak needs to be cleared by your compressor supplier to avoid warranty issues. If the compressor has a wide enough pressure setting, and large enough storage to work with the number of starts and stops can be limited, you can avoid problems due to excessive cycling and still allow more efficient operation.
4. Install remote pressure sensing.
It is common to see VSD compressors hold a very precise pressure at their discharge, while the plant pressure sags due to pressure differentials across piping, filters and air dryers. These pressure differentials may be small when flows are low, but large during plant peak demands. Since having a stable plant pressure is the ultimate goal, it is a good idea to make the pressure sensing of the compressor remote, where is can be done safely without exceeding the pressure capability of the compressor. Adding a remote pressure sensor allows the VSD to “see” past any pressure drops in the compressor room and precisely regulate plant pressure.
This measure also saves energy because the target pressure can be set exactly where it is needed rather than at an artificially high level to compensate for the worst case pressure differential. When flows are low, there is minimal pressure differential across clean-up components: Therefore, the compressor keeps its discharge low. During higher flows, the compressor will automatically increase its discharge pressure to compensate for the pressure differential, but only during these conditions.
5. Adjust PID control settings.
Sometimes when remote sensing is implemented, or when the characteristics of the compressed air demand contains widely varying loads, the compressor will constantly overshoot and undershoot the target pressure. There are some conditions where this instability results in the compressor having unstable control, causing a regular sinusoidal pressure output as the compressor tries unsuccessfully to meet target pressure. Because of the nature of compressed air, it acts like a spring, has momentum, and bounces around inside the pipes. Consequently, it is sometimes hard to control pressure precisely. For these reasons, VSD compressor manufacturers put PID control algorithms in the compressors to help tune out these problems and stabilize the pressure. But the manufacturers simply tune the default settings to average conditions, and your system may have different characteristics (Figure 2).
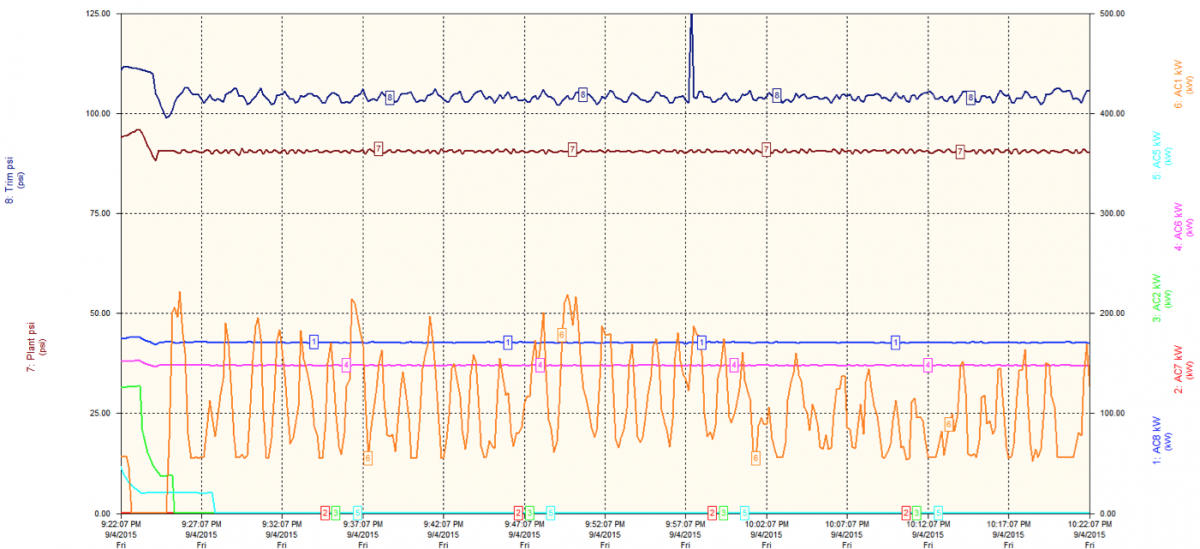
Figure 2: This compressor (orange line) exhibits instability, requiring an adjustment of the PID parameters. - Click here to enlarge
When a VSD compressor is constantly undershooting and overshooting, the mechanical and electrical stresses are negatively affecting the compressor. If you find that this is happening on your system, you should ask your supplier to come and make careful adjustments. It is rare to find a system that cannot be adjusted by tuning the PID loop and/or adding storage receiver capacity.
6. Set timed pressure levels.
Some VSD compressor controls have internal scheduling capabilities where different pressures can be programmed during different times of the week or day. In addition to this, some controls allow different pressure levels to be programmed to respond to the position of an external switch. In this way, the compressor can be programmed to operate at low pressure — say during nights and weekends — but increase the pressure during main shifts. Also, an external switch can be used to trigger higher short-term pressure levels during occasional events that need higher pressure, such as 110-psi tire filling, but allow the system to return to normal 90-psi operations during average conditions. This saves energy by reducing artificial demand and average compressor discharge pressure.
7. Eliminate minimum speed modulation.
Some VSD compressors also have inlet modulation controls that are used to gain very low turn-down capabilities (in the range of 12 percent of full load) to gain better pressure control through the full range of compressor operation. Unfortunately, like fixed-speed compressors, the application of modulation on VSD compressors results in less than optimum efficiency levels. In some cases, these modulation controls have been inadvertently adjusted to restrict inlet flow within the variable range of compressor operation.
In the Manitoba Hydro territory we encourage our customers to eliminate modulation of VSD compressors by adjusting the modulation setting well away from the target and start/stop pressure band. This requires adjustment by the compressor supplier and sometimes more system storage to reduce start/stop frequency, but it often increases system efficiency.
8. Increase minimum speed settings.
If you examine the CAGI curve of some compressors, you will see that the efficiency (kW/100 cfm) of most VSD compressors drops off as the compressor nears minimum speed. This efficiency degradation varies with the make and model of compressor, and appears to be more pronounced for smaller compressors of 75 hp or less. Often manufacturers will limit the minimum speed of their brand of compressor to keep the units out of the inefficient range. Where this is not done, the compressor controls may have a minimum speed setting hidden in the control parameters that can be adjusted to keep the compressor at more efficient, higher minimum speeds. This adjustment comes with a trade-off, reducing the variable band.
In the Manitoba Hydro territory we ask our customers to increase their minimum speed settings, where applicable, and add larger storage to compensate for this change to make the compressors more efficient. Adjustment of minimum speed is done by the compressor supplier.
9. Reduce maximum speed settings.
Sometimes a compressor that is too large is purchased by a company in anticipation of higher future production levels. If a large compressor is installed in a system with high peak loads, the compressor may contribute to the facility peak demand charges, costing additional electrical costs.
Some VSD compressors have a maximum rpm setting where the compressor’s maximum kW can be temporarily reduced. When done in conjunction with additional storage capacity, this adjustment can reduce electrical costs.
10. Pair VSD compressor with smaller compressor.
Often, when a VSD compressor is installed that is too large for the load, the unit will spend most of its operating time in start/stop mode below the variable range. Most manufacturers will tell you that long-term operation in this mode is not desirable due to reasons already mentioned. This often occurs in systems feeding automotive repair shops or the like where the average load may be very light (10 to 20 percent), but peak flows will occur during operation of large pneumatic tools. In these cases, where resizing the compressor is not practical, it may be wise to install a much smaller compressor, which could also be VSD controlled to feed the very light loads, but have the large compressor set to run during high loads. In this way, each running compressor, either large or small, would match the operating condition and run within the optimum loading range, saving expensive future repair costs.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more about Compressor Controls, please visit www.airbestpractices.com/technology/compressor-controls.



