With all of the different LEED credits and associated M&V requirements and tax incentive opportunities for businesses to reduce energy consumption, we have seen an increasing demand for metering. Companies are looking for more ways to estimate cost savings and prove that their energy saving investments are working.
In addition to that, we are seeing more requests to monitor the impact of sustainability initiatives. In recent years, building commissioning has become a bigger industry that requires data. Both of these trends have spurred a greater need to invest in portable data logging equipment.
Air compressor monitoring is a good example where battery-powered data loggers can be useful. When air compressors are not performing properly, they can obviously be huge energy wasters. The types of control and control settings have a major impact on the energy use of an air compressor and thus there are often many energy-saving opportunities. One of the most effective means by which to characterize and quantify these opportunities is through the use of data loggers.
However, through the years, we’ve seen a lot of misconceptions about how to monitor air compressors. A lot of people are not aware of the control mode that their compressor is operating under and what the monitoring intervals should be for an air compressor or process machine. Many use longer intervals (5-minutes and up) to capture the energy use of the compressor over an extended time period (at least a week) and this is certainly important. However, air compressors can have a frequent rate of change in power consumption and thus the data-sampling interval should be set at a rate that you can capture change.
 |
||
As an example, in a recent project, we used two Onset HOBOÆ U12 data loggers to log the current on a screw air compressor. One of the loggers had a fast sample rate—two seconds. The logger filled up in a day, but it enabled us to understand the exact cycling characteristics of the system.
At the same time, we installed a second logger and collected data in five minute intervals over two weeks. This showed us the overall load over time. Together, the loggers gave us a better understanding of the compressor’s performance and we could accurately estimate existing energy use and forecast savings potential. In this particular case, the savings was going to result from changing the sequencing controls to stop two compressors from both modulating at the same time.
This method also applies to many other types of equipment with high-frequency rate of change.
When monitoring relatively constant loads, a spot real power or power factor measurement combined with current logging can be a very cost-effective approach.
Even when load varies, one can use current logging in many applications. The key is properly accounting for voltage and power factor. The voltage part sounds simple, but at ERS we perform a lot of third-party reviews of metering and regularly see analysis that uses current logger readings with assumed standard nameplate 460V, instead of the actual line voltage that of around 480V.
Power factor varies as a function of both motor size and loading, which makes real power monitoring ideal for variable load conditions, but that is not always practical. There are cost constraints and sometimes physical limitations where a panel simply will not hold three CTs and a logger.
The good news is that the power factor versus current relationship is pretty predictable. At ERS we have developed custom algorithms to calculate power factor at any load. The algorithms take into account spot voltage, motor nameplate current, and voltage.
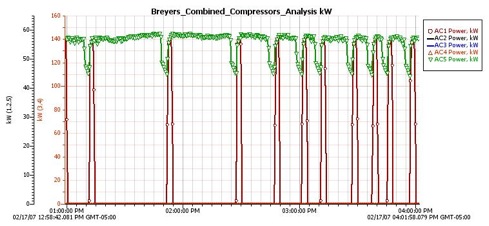
INTERVAL LOGGINGIn a recent real project, ERS used two Onset HOBOÆ U12 data loggers to log the current on a screw air compressor. One of the loggers had a fast sample rate—two seconds. The logger filled up in a day. At the same time, we installed a second logger and collected data in five minute intervals over two weeks. This showed us the overall load over time. Together, the loggers gave us a better understanding of the compressor’s performance and we could accurately estimate existing energy use and forecast savings potential. In this particular case, the high speed logging helped us identify a sequencing problem, illustrated in Figure __ below. Savings will result from changing the sequencing controls to stop two compressors from alternating air production. It is unlikely that we would have been discovered the problem solely with 15-minute interval logging. |
||
 |
||
| Compressor Sequencing Pattern Problem |
When monitoring variable frequency drives, we always measure on the line and not the load side of the drive.
The cost of logging hardware has gone down, and the software interfaces have improved immensely. Both of these factors have reduced the metering cost per point. This allows us to meter more equipment at each site and to meter more desirable parameters (kW, flow) than before. Also, the migration from dial-up remote data access to first cellular and now web-based mediums has improved our ability to conduct long-term metering.
When ERS staff first started performing energy audits, the average cost-effective cost savings we were able to identify averaged between 10 to 20 percent of total use. After almost 20 years of customers performing upgrades, market transformation, code changes, and the like, when we do energy audits today, we still find between 10 and 20 percent savings potential. It’s not because nothing has changed in these plants. It has.
Management has been investing in efficiency. But new technologies, lower equipment costs, and increasing energy rates means there is plenty of low-hanging fruit. That’s exciting and bodes well for the future of our industry. The missed opportunities are sometimes different from before, but they’re definitely out there.
Jon Maxwell is the Director of Engineering at Energy & Resource Solutions, Inc., an energy consulting firm based in Haverhill, MA. He is a mechanical engineer and has been helping large commercial and industrial customers save energy for 18 years. To learn more about ERS, please visit www.ers-inc.com.



