An unmanaged control scheme for a bank of air compressors is a recipe for unnecessary consumption of power, as well as increased or unplanned maintenance. Controlling air compressors with only their on-board controllers can cause one or more of the following problems:
- Too many compressors are running.
- The wrong combination of compressors is running.
- Pressure is higher than it needs to be.
How does this occur? A look at signals, differentials and set points is the first step to understanding the complexity of a system operated only by on-board controllers. Consider the one line diagram for a given system below:
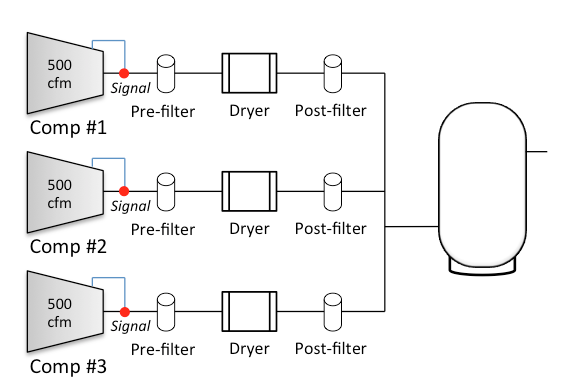
A three-compressor system with filtration and dryers with signal location for each compressor (to simplify, distribution system is not shown).
Each compressor has its own pressure signal located at the discharge of the compressor and before the air treatment equipment (filters and dryer). To ensure each compressor is “aligned” from a control perspective, each pressure transducer would need to be perfectly calibrated with each other.
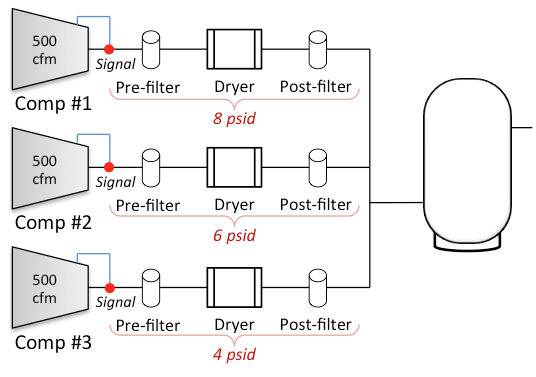
The differential pressure for each series of air treatment is shown.
Also influencing the control scheme is the amount of differential pressure (or pressure drop) measured between the discharge of the compressors (signal location) and the receiver tank downstream of the air treatment equipment. Unless all of the air treatment equipment and associated piping have exactly the same pressure drop, the control of the compressors will not be aligned. Unfortunately, this is almost never the case due to different characteristics of air treatment equipment, field piping configurations and maintenance intervals. With mismatched differentials and signals, too many compressors run, wasting energy and increasing maintenance intervals needlessly.
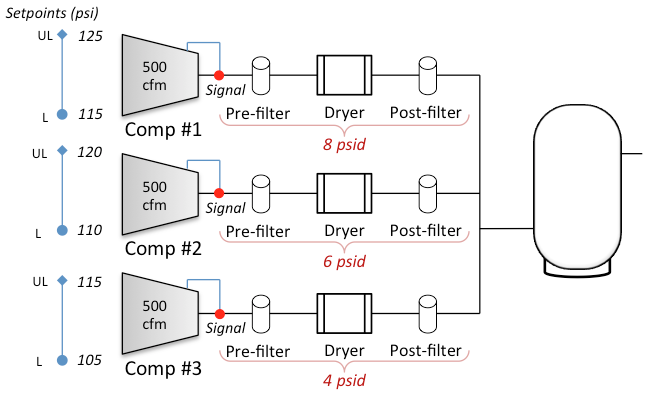
The set points are now shown with a 10-psi delta at the controller, but the effective differential is reduced with the pressure drop across the air treatment equipment.
Finally, the control of the compressors is influenced by the set points for the compressor control. If the compressor is fixed-speed, it will be controlled by an inlet valve usually in a load/unload control mode, meaning the valve is 100 percent open or 100 percent closed. Typically the set points for the load point and unload point are 10 psi apart. If the compressor is controlled by the speed of the motor, using a variable speed drive, the “set points” become a “target pressure.” With multiple compressors in local control, the set points are cascaded over a wide range, causing the first compressors to operate at elevated pressure to maintain the set point cascade control scheme.
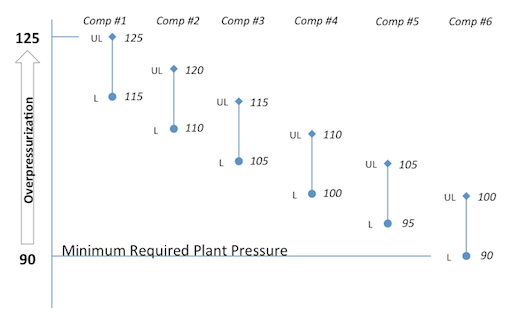
The set points for a six-compressor system are shown with system pressure as much as 35 psi over the required pressure.
Cascade control schemes increase power consumption in a system due to the elevated pressure. In the example above, the last compressor to start is set at the plant’s minimum allowable pressure, 90 psig. However, the first compressor to turn on and consequently the last one to turn off with reducing demand is set to load at 115 psig and to unload at 125 psig. In low demand situations, the system can be running at 25 to 35 psig above the minimum required pressure. This would generate about 15 percent more energy consumption at the compressor than is required for the demand. Additionally, unregulated demand in the plant would now consume more cubic feet per minute (cfm) at the elevated pressure level, increasing waste. Elevated pressure wastes energy and creates artificial demand in the system.
Exerting Control with Smart System Controllers
How can you align the signals, differentials and set points to eliminate waste and elevated pressure? A system controller will act like a conductor of the symphony, directing compressors to respond to one common signal, one common pressure band, and accommodate differentials. A system controller with the right algorithms and logic will dynamically match compressed air supply with compressed air demand and operate only the compressors required to provide a more energy-efficient combination.
In the past, multiple compressor systems were controlled using a rudimentary sequencer focused on balancing the use of the compressors for equal run hours. While the sequencer had a common signal and pressure band, it did not have the intelligence to account for rate of change or size of compressor. As a result, compressors may run needlessly or in the wrong combination — even with sequencing.
A smart system controller builds in intelligence, accounting for rated capacity of each compressor, as well as purposeful delays and iterative checkpoints to ensure it is responding to what is happening in the system. In addition to dynamically matching supply with demand, increased functionality is built into some system controllers to ensure improved efficiency and fewer compressors running.
An example is anti-cycling control. Suppose the pressure signal is dropping at a certain rate based on a system demand event calling for more air. As the pressure decreases back at the signal location, the controller may load another compressor to meet the demand, however the pressure signal continues to decrease. This can happen due to the start permissive on the compressor, which is the time it takes a compressor to start and deliver air at rated pressure.
System pre-fill is another differentiated control scheme supported by some system controllers. Pre-fill provides an energy-efficient method of increasing pressure to normal operating levels upon system start. This feature avoids the potential for all compressors to inefficiently start and load in an attempt to quickly get the system pressure up to normal levels.
Additionally, system standby mode offers the ability to keep compressors “offline” to minimize losses due to system leaks in pressurized systems that are idle during non-productive periods.
The Benefits of Remote Connectivity
Effective system controls can be applied to any brand of compressor and linked for monitoring and control with many existing Distributed Control Systems (DCS). Many manufacturers develop and supply their own monitoring and graphical user interface to visualize what is happening in the system with data trends reported as needed. Additionally, remote web-based control is usually available with this type of system.
Remote communications have multiple benefits. Consider an air compressor with no remote connectivity generating an alert or tripping on alarm during a lower production shift where seasoned maintenance staff members are not available. The plant production would be at risk as the plant personnel must now react to the interruption in compressed air supply. Depending on the degree of documented procedures, valuable production time could be lost while an emergency service is located and a service provider is contacted and dispatched.
And consider the reaction of the senior maintenance manager if he or she is contacted during his or her personal time. Now consider the same scenario but with a mobile alert notification built into the control system where the alarm immediately notifies the service provider. The service provider can quickly assess the situation remotely, reviewing the operating parameters, the nature of the shutdown, and even restart the compressor if such permissions are given. The speed and quality of response increases dramatically.
This is a real scenario, and it highlights the many solutions remote connectivity provides:
- Information and monitoring
- Alerts and notifications
- Diagnostics
- Full remote control
Control Strategies for Multiple VFD Air Compressors - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Automated Alerts Help Monitor System Performance
In addition to accessing the system status for performance and health monitoring, the remote solution would also offer the ability to assess key operating parameters and trends with graphical capabilities, indicating potential failures early. Therefore, maintenance can be planned, and the likelihood of an untimely alert or trip is reduced.
The reporting function of controllers can also be programmed to send emails daily with critical operating parameters to key personnel or the service provider. In the past, traditional maintenance managers have hung a clipboard on the compressor with a pencil or pen attached. Each hour, maintenance personnel were required to scroll through the local controller screen and record the operating parameters on the clipboard. The sheets were collected daily and promptly stored in a place no one could ever find when needed. Consider accessing that record automatically every hour, or at any interval the user desires, and recording it to a PDF document that can be emailed and/or stored electronically for easy retrieval.
For planned maintenance, a maintenance scheduler should also be specified. Reminders and planners are possible so no maintenance is missed, creating confidence in uptime and reliability of the equipment.
Controls continue to advance with the increased focus on improved productivity and sustainability. Perhaps a call to your vendor may be in order to improve your operating system to maximize reliability and efficiency.
Checklist for System Controls
|
|
 Chad Larrabee
Chad Larrabee
About Chad Larrabee
Chad Larrabee is Director, Profundity LLC. Larrabee has 23 years of experience in the compressed air industry and currently serves as Education Committee chairman for the Compressed Air and Gas Institute.
For more information, contact Chad Larrabee, Director, Profundity LLC. [email protected].
To read more about Compressor Controls, please visit www.airbestpractices.com/technology/compressor-controls.



