 Not long ago most air compressors were controlled with mechanical pressures switches, relays and gauges. The setup of these units, especially when attempting to coordinate multiple compressors could be a frustrating and fruitless experience because often, no sooner than the controls were correctly adjusted, some sort of mechanical gremlin would throw something out of adjustment again.
Not long ago most air compressors were controlled with mechanical pressures switches, relays and gauges. The setup of these units, especially when attempting to coordinate multiple compressors could be a frustrating and fruitless experience because often, no sooner than the controls were correctly adjusted, some sort of mechanical gremlin would throw something out of adjustment again.
Modern day controls are often made up of accurate cutting edge electronics controlled with sophisticated microprocessors that are programmed with clever algorithms to make the compressors run more efficiently and more reliably.
More and more features are being developed and implemented into the control algorithms. It is in the user’s best interest to learn what your compressor control has to offer and to determine if you can benefit from the new innovations.
One such very useful algorithm is the automatic counting of starts per hour to reduce unloaded run time. This article discusses the use of this algorithm in controlling small air compressors for significant savings percentages and gives an example where this feature was used to gain a savings of 66% by simply adding a storage receiver, lowering the pressure and adjusting the compressor control.
Auto Start Feature
Quite a number of years ago the designers of compressor controls realized it was inefficient to leave a compressor to constantly run unloaded if it wasn’t required to produce any air. In particular, many screw compressors consume significant power of 25% to 50% of full load (or higher in some cases) in the unloaded state which wastes power if left to run unnecessarily. To limit wasted energy the compressor controls were fitted with a timer circuit (auto start feature) that detected if a compressor had run unloaded for a period of time, and if it had, would turn off the compressor motor. The stopped compressor would remain active and be ready to start if the system pressure dropped to the load point. The trouble with this type of circuit is that if a user adjusts the timer to say one minute, and the system has limited storage capacity, the compressor might attempt to stop and start too many times per hour, exceeding the main driver motor’s maximum number of starts per hour. The allowable starts per hour for a motor can vary greatly depending on the characteristics of the motor, the size, the starting method and the momentum of the shaft load, and other considerations. More information about motor starts can be found in NEMA standard MG-1. In general the larger the motor and higher the voltage the less times per hour a motor can start.
This is all very complicated, and in the old days, to simplify, a standard minimum timer setting, typically about 15 minutes was installed so that no compressor motor would stop and start more than 4 times per hour. It took a little while but some manufacturers soon realized the limitation of this setting, especially when it came to smaller compressors that could reliably start 10 to 15 times per hour. This 15 minute setting often was ineffective in reducing the unloaded power consumption of compressors that cycle more than 4 times per hour, but less than the maximum number of motor starts.
Eventually some manufacturers figured out that it is safe to implement a way of operating that allows more starts per hour, but safely limits the number of starts should something happen that causes the compressor to rapidly cycle. For the purposes of this article these various control modes will be called “smart controls”. Since this article is being written to be vendor neutral, the specific manufacturers with this feature will not be mentioned, it will be up to the user to request information about your particular control from your service provider. Some available “smart controls” work in these ways:
- One manufacturer allows a maximum of 4 starts per hour, but the starts can be any time within a moving one hour period. If the starts are exceeding then the compressor simply runs unloaded,
- One manufacturer has a special pre-programmed mode if selected will sense the compressor cycle frequency and, if acceptable, will turn off the compressor immediately after a short unload period, this manufacturer also has a mode where the motor temperature is sensed by monitors, and if low enough additional stops/starts will be allowed,
- Another manufacturer allows the user to program the desired maximum starts per hour or starts per day. Each compressor size comes with a maximum allowable number that the control setting will limit. The compressor will shut down immediately after a short unload period if the number of starts will not exceed this maximum number as the algorithm projects based on the current compressor cycles. If not satisfied the compressor will remain running unloaded.
- Yet another manufacturer allows the timer to be reduced to as low as two minutes, with the motor allowed to turn off if the compressor has been running for 10 minutes (not recommended to be used to protect against excessive start).
Some of these ways to control the compressors are innovative in the way they protect the compressor motor from damage yet maintain enough flexibility to save unloaded run time. With many of these controls, if the compressor storage receiver is sized correctly, significant savings in hours of unloaded run time are gained, especially for lightly loaded compressors with the occasional high peaks, such as units located in repair shops.
Designing “Smart” Storage
The compressor control can’t do it alone; in order to be effective the compressor cycles need to be within the range the control can handle. Chart 1 shows the effect of changing the volume and load/unload pressure band on the number of cycles per hour. For small compressors it is best to design enough storage for about 6 to 8 starts per hour at the maximum frequency, which occurs at the 50% loaded point (check this limitation with the manufacturer). Experience has show that storage volume of 10 gallons per cfm and 30 psi pressure band ensures that the number of starts per hour at 50% load always remains under 6. In general, though, to be beneficial this strategy should be applied to systems with average loading well under 40%.
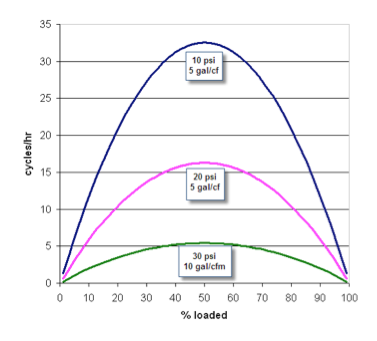
Chart 1: Effect of storage and pressure bands on cycle frequency
Things can happen in a system that could increase the cycle frequency, most likely filter differential . As the filters load with debris through the normal life cycle, if the filter is located between the compressor control sensing point and the storage receiver , then the effective capacity the compressor “sees” reduces and the cycles per hour increase. For this reason it is best to rely on a Smart control rather than simply turning a timer down to zero, which is possible in some cases.
Effect of Wider Pressure Band
The higher average pressure will make the compressor motor power consumption in the loaded state higher by about one percent for every two psi increase (usually less than this above 110 psi). Widening the pressure band from a 10 psi band to a 30 psi band increases the average pressure seen by the compressor by 10 psi and causes roughly 5% more energy consumption. However, if the compressor is running unloaded for significant hours, eliminating the unloaded run time can more than pay back this additional loaded power.
The higher pressure will also affect unregulated compressed air consumers and increase the flow if allowed into the plant. For this reason a pressure/flow control device is recommended to maintain a constant lower plant pressure of slightly less than the compressor load setting.
Example Project
A central food services facility for area hospitals in a major Canadian city uses compressed air for pneumatic operations. An audit was done on the facility that showed the existing 20 HP compressor operating loaded 2% of the time while running unloaded 26% of the time. Because the load is light the compressor’s internal starts per hour is active, shutting down the compressor between cycles during light loading between shifts, but not during main shifts due to the lack of storage. Nevertheless, the compressor’s calculated specific power is 77 kW per 100 cfm produced because the compressor remains running unloaded for most of its operating time, still consuming about 35% of its full load power but producing no air. Chart 2 shows the original profile of 24 hours of system operation.
In order to reduce the compressor operating time a 660 gallon receiver was added to the system with a pressure/flow control valve set at 90 psi. The resulting compressor operation using a smart control virtually eliminated the unloaded run time and greatly reduced the number of compressor starts. The specific power of the system is now reduced to about 24 kW/100 cfm, a 60% reduction. With a flow reduction due to lower plant pressure, and small leakage reduction, the actual reduction in operating costs is 66%.
This example project is very small but illustrates the savings that can be gained if the “intelligence” of the control is coupled with good design and know how. Many similar projects have been implemented, one as high as 100 HP with very large storage, and have proven an excellent alternative to VSD’s in locations with light average loading and high peaks, but with dusty environments. Should you wish to do similar projects the manufacturer of the compressor should be consulted to determine the allowable number of starts per hour for your particular unit and if the compressor control is set up for correct operation.
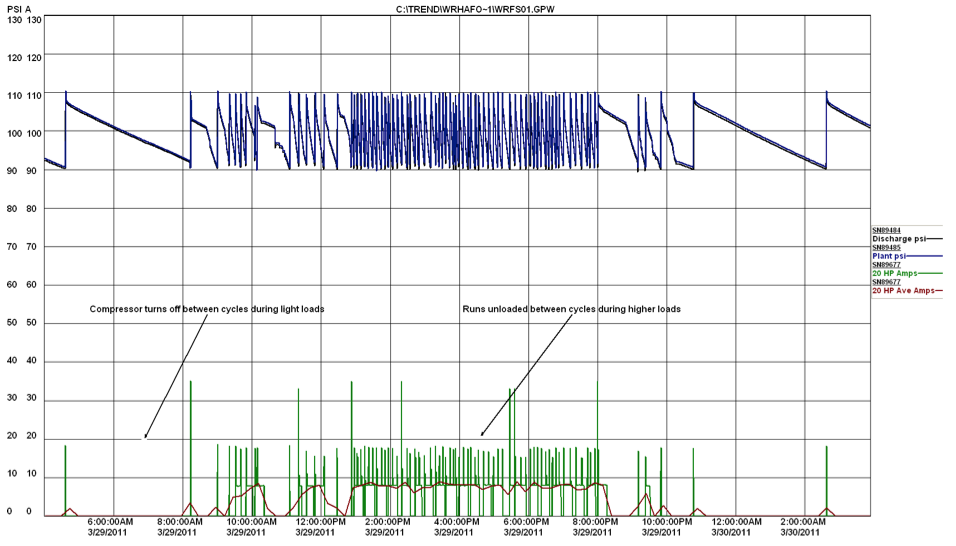
Chart 2: Typical production week profile showing significant time spent unloaded.
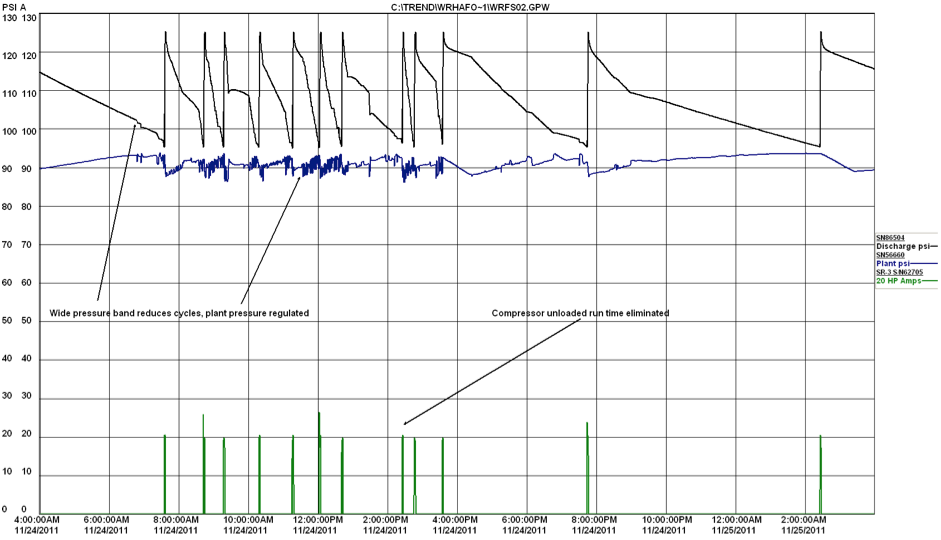
Chart 3: Compressor unloaded power eliminated after storage added.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
For more information on Air Compressor Controls, visit www.airbestpractices.com/technology/compressor-controls.



