 The compressed air system in most industrial and commercial facilities is vital to production machinery and processes. When it goes down so does the plant output. This important utility is often one of the most costly energy consumers in a facility. Yet most compressed air system operators have little knowledge of how their compressed air system is performing and, if problems have happened, do not have an accurate record of what went wrong.
The compressed air system in most industrial and commercial facilities is vital to production machinery and processes. When it goes down so does the plant output. This important utility is often one of the most costly energy consumers in a facility. Yet most compressed air system operators have little knowledge of how their compressed air system is performing and, if problems have happened, do not have an accurate record of what went wrong.
Proper monitoring of compressed air system is an area of weakness in the compressed air industry. True, there is usually accurate measurement of pressures and temperatures, two very important parameters to the operation of air compressors, but the tracking of these levels, and others like flow, power and energy over time is very rarely done.
In the past, the instruments required to accomplish proper monitoring and tracking of compressed air system characteristics were very expensive. But recently there have been many types and styles of inexpensive instruments developed that can accurately measure compressed air system parameters and also log these parameters in memory or a database for later analysis. This article explores 5 good reasons to log compressed air data.
Developing a Baseline
The results of data logging can be used to develop a system baseline; a point of reference from which comparisons can be made. When Lord Kelvin, said in 1883 "If you cannot measure it, you cannot improve it”, it is doubtful that he had only compressed air systems in mind, however, this statement is so very important to ensuring proper system performance. It is a fact that what gets measured, gets managed, this is an accurate phrase commonly used in industry. This is a guiding principle in the new ISO 50000 series of standards intended to guide the management of energy consumption.
The Compressed Air Challenge’s Fundamentals of Compressed Air Systems seminar mentions one of the one of the most important steps of managing the proper operation of a system is to develop a baseline. A baseline, in terms of compressed air systems, includes not only the power (kW) and energy (kWh) performance of a compressed air system, but also important indicators such as specific power (kW/100 cfm) and pressure. Other parameters such as dew point and key temperatures can also important.
A baseline is typically developed using sets of data captured over a period of time, typically annually, from which the operation of a system can be compared to past or future operation. The numbers captured in the baseline can be used to determine how well the system is performing. For example if the pressure, power, and flow of a system is captured, the system specific power can be calculated for example on a weekly basis. For example the system consumed 35 kW per 100 cfm over its baseline period, but when it was commissioned the level was 20 kW per 100 cfm, this could be an indicator that something has gone wrong with the compressed air production equipment.
Often, if system optimization is a goal, and utility financial incentives are available, one of the requirements of accessing the funding will be to measure this system with data loggers and develop an energy consumption baseline.
An example of the value of baselining was shown recently at an aerospace company that produced rocket fuel. The company compound had three separate buildings located at a distance in blast zones. In each building was a small 30 hp compressed air system operating in modulation. The compressors in use had rated specific power of about 22 kW per 100 cfm at full load and full pressure. When data loggers were placed on the systems it was found that these very lightly loaded compressors were consuming about 200 kW/ 100 cfm, almost ten times rated levels. The system operator was unaware of the poor efficiency because no power or flow measurement had previously taken place. Right sizing the compressors and operating in a more efficient control mode has reduced the specific power significantly to more normal values.
Monitoring System Control
Data logging can be used to monitor system control and ensure air compressors are operating correctly. The control of compressed air systems is very important to trouble free operation. The system should be capable of producing a stable supply of clean, dry compressed air at the appropriate pressure in the most efficient manner possible. But some facilities use the telephone to manage their air systems. If plant production is having pressure problems then they telephone the compressor operators, who then jack up the pressure. This method is unsophisticated and inaccurate ane usually results in system pressure that is much higher than necessary, leading to wasted artificial compressed air flow and higher than desired energy costs.
Measuring a compressed air system with data logging equipment allows the operation of the compressor controls to be verified. By analyzing the compressor response to system pressure or system flow changes the user of the data can ensure the system is operating correctly to maintain system efficiency.
An example of the value logging to ensure correct control is a problem that was discovered at small paint manufacturer. The operators of the compressed air system religiously turned on their three compressors at 7:30 am each production day, and then for the evening shift turned off one main compressor to save energy at 4:30 pm each day. All compressors were turned off after midnight. As a service to this customer the local power utility funded a study of the system using data loggers. The data loggers showed two of the three compressors had good response to system pressure, however, the third had no response whatsoever. This was evident when the system auditor analyzed the data and noted that turning off the third compressor made no difference to the system pressure profile. The compressor, a vane style unit, had internal problems and subsequent testing revealed it was producing almost no compressed air, yet was consuming near full power.
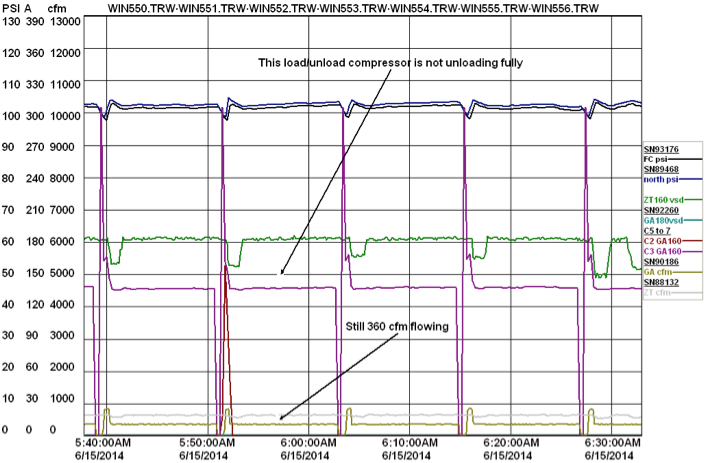
Chart 1: Data logging flagged a serious issue with the unloading circuit of Compressor3
Ensuring Pressure Stability
Data logging can be used to monitor system pressure stability. Compressed air systems are very dynamic; conditions are constantly changing over time. During these changes the compressors must react correctly to maintain adequate system pressure. Sometimes low pressure events can be experienced at random and cause the system pressure to vary widely. It is difficult to closely monitor system pressure manually to detect these problems, but placing data loggers on the system allows the data to be downloaded and analyzed at convenient times. If multiple parameters are logged, such as pressure, flow, and compressor power the response of the compressors to pressure changes, or the response of the pressure to compressor changes can be determined.
An example of the value of data logging in solving pressure problems was seen at a metal foundry. The foundry was experiencing random low pressure events that affected plant production. The adequately sized load/unload style of screw compressor appeared to be operating adequately, and no end uses were found that could be causing the drawdown of the system pressure. Data loggers were placed on the system and analysis found that a characteristic of the compressor control type was causing the problem. The type of compressor installed at the facility had a starts per hour counter that turned off the compressor between cycles if the allowable number of motor starts had not been exceeded. Unfortunately the system receiver capacity was inadequate and the compressor was operating on short cycles. Whenever the compressor turned off between cycles, which occurred more or less randomly, the pressure would fall rapidly. The compressor could not restart fast enough once the load signal was received to save the plant from low pressure. The data logging clearly showed this problem was compressor related, the problem was solved by adding enough main storage receiver capacity to prevent pressure issues during compressor shutdown.
Troubleshooting Problems
Data loggers are very useful for troubleshooting, especially after system problems have occurred. If the collected data remains in a database the important parameters can be reviewed to determine what was happening at the time of the problem.
An example of this occurred at a large bus manufacturer. A new compressor had been installed but had been experiencing months of shutdowns due to an unknown cause which affected the reliability of the system. The supplier of the compressor had exhausted every known way to solve the problem, at significant cost, and still the unit was shutting down. The system data logging files were reviewed and it could be seen that the compressor shut down was occurring more or less at the same time each day, about the time of shift change. The data logs also showed whenever the unit shut down it was always as a result of the loss of voltage to its input, yet none of the other compressors on the same electrical feed experienced this same problem. The cause was a disconnect switch on the input to the compressor.
This compressor was installed on an unsecured mezzanine out in the plant. The mezzanine was above the change room area. The compressor often ran during the hours leading up to shift change, and the noise of the running compressor disturbed the workers who were changing. One of the workers had made it a habit to run up the mezzanine stairs and open the compressor disconnect switch to stop the noise. The compressor area was then secured and the problem went away.
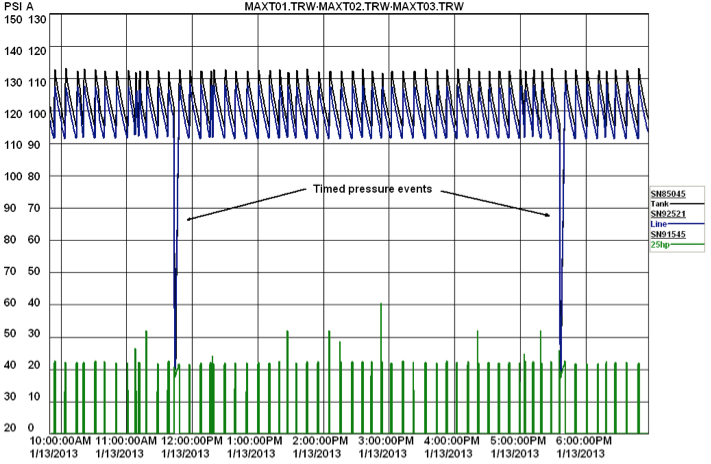
Chart 2: A previously unknown pressure problem was tracked using data loggers and found to be a faulty drain valve
Verification of Savings
Data logging is often necessary to ensure new equipment is operating properly and predicted savings have been achieved, especially for system that have been upgraded as a result of energy projects. In most cases the equipment will run as expected, however, there are occasional issues in commissioning equipment. These can be detected and corrected if the system is monitored using data loggers.
An example of this was at company producing plastic film. The company had installed both fixed speed compressors and a variable speed drive unit. The variable speed compressor was expected to supply the trim load and the fixed speed units were to provide base load. When data loggers were placed on the system it was found that the fixed speed compressors were loading and unloading in trim operation with the variable speed compressor ramping rapidly up and down its adjustable range at high cycle frequency. The calculated system specific power was twice the expected level due to this inefficient operation.
The data logging showed that the system had inadequate storage, resulting in rapid changes in system pressure during compressor switching when a base compressor needed to unload. The pressure was changing at such a rapid rate that the variable speed compressor could not respond fast enough. As a result the fixed speed compressor had to constantly run to maintain adequate system pressure, even though it was not needed.
More system storage capacity was added to slow down the pressure changes. Subsequent data logging showed smooth transitions whenever base compressors came on or turned off, and that the VSD compressor was operating as a very efficient and effective trim compressor. Regular analysis of this system had ensured the excellent system efficiency has been maintained.
Sizing Equipment
Data loggers can be used to size compressors and associated equipment before replacement projects. It is often difficult to assess if the existing system is correctly sized for the existing load and if a smaller or larger system is required to maintain adequate capacity and efficient system operation. Taking a snapshot of system operation before starting the purchasing process can prevent incorrect sizing decisions.
An example of this use is for a metal products fabricator looking to purchase a failing compressor. The 150 hp unit was running at 20 % of its capacity leading the plant personnel to believe that a much smaller compressor could be purchased. A 30 HP size was being considered, however, the data logging showed that peak flows that were pushing the existing compressor to 50% flow for short periods of time due to a seldom run, but important piece of production machinery. If a 30 HP compressor had been purchased it would have been too small. A 100 HP VSD compressor was purchased instead which provided enough peak capacity and efficient operation at low flows.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more Instrumentation Technology articles, visit www.airbestpractices.com/technology/instrumentation.



