It is a known fact that roughly 15% of the electrical energy absorbed by air compressors is converted into compressed air. The other 85% is lost as heat. Despite this low efficiency, compressed air is still a very popular utility in many industries. Compressed air system users are faced with challenges to get the best possible efficiency and to reduce the associated costs (energy, maintenance) as much as possible. Therefore, monitoring the right set of KPIs is nowadays a must-have for any energy manager or plant owner. In this article we clarify how the main KPIs can be monitored, and we will have a closer look at a few key KPIs: efficiency, pressure loss and leakage.

Compressed air system KPIs help to track and improve the performance of your system.
Key Performance Indicators (KPIs) are variables or measures by which the performance of organizations, machines and/or processes can be measured and analysed in a targeted manner. For example, a KPI can be a certain production number per time unit, but also the amount of profit a company makes on a specific product.
A KPI dashboard is like a simplified cockpit for a pilot of an airplane. It provides the right information on time, on which you can rely when making decisions. For example: if overall system efficiency is off, you can take a closer look into the settings of your master controller. If consumption is significantly higher than normal or you see a pressure event, you need to look at your production lines or talk to operators in the plant. If dew point is off, fix/service the dryer or check if it is properly sized. For each issue there are many solutions and the KPIs will tell you soon if the implemented solution was right. Even more, KPIs can be used to calculate ROI on a future investment. In this way they will help to predict your future compressed air related energy costs.
For compressed air systems, some important KPIs are:
- Efficiency
- Dew Point
- Leakage rate
- Pressure loss
- Cost per product/part produced
Specific power (efficiency), leakage rate and pressure loss are a good starting point for any compressed air system, so this article will zoom in further on these three KPIs: What influences them, how you can measure them, and how to interpret them.
KPI: Specific Compressor Power/Efficiency
The specific power of an air compressor is the ratio between compressor output (the amount of compressed air produced) and power consumption of the compressor. So, the KPI is calculated by input power divided by output flow, expressed in kW/100 cfm or kW/m3/min.
Specific power is important in the following situations:
- Asset management: when efficiency starts to deviate from initial situation, this can be seen as an early warning sign (e.g., need for a filter change on a centrifugal machine or internal fooling of heat exchangers).
- Air over the fence: In these contracts, efficiency is an important part of the deal. The compressor needs to deliver a pre-determined X amount of air for a Y amount of electric power.
- Compliance: Permanent monitoring is becoming increasingly important worldwide to achieve environmental and CO2 reduction targets. In this context governments also play a crucial role with legislation such as Title 24 in California and the Energy Efficiency Directive in Europe.
- Acceptance testing: when testing a compressor in a lab (ISO1217).
- Control system optimization: The efficiency a given set of compressors controlled by a master controller, should match industry benchmark average.
Total Compressor Station Efficiency vs. Individual Machines
When the budget for instrumentation is limited, you can use one flow meter to monitor all compressors. This involves measuring the power consumption per compressor and measuring the flow on the main pipeline, i.e., after the dryers and the buffer tank. The advantage of placing the flow meter on the main line is that the actual compressed air consumption of the plant is also monitored. This information can be used to determine leakage and to create a “fingerprint” of the air demand using a histogram function.
In this scenario, it is important to calculate the average consumption over sufficient time, and divide this by the average power consumption, as loading/ unloading will cause fluctuations in the KPI. Modern energy management platforms can refine this further, by splitting up “load” power consumption, “unload” power consumption and dividing this by the flow in a proper way. We recommend plotting efficiency as a function of air demand, to see if your system is running optimally.
To get a more granular insight needed to optimize compressor controls, flow should be measured per compressor. Pay special attention to flow meter selection and installation due to the harsh conditions in the discharge pipe of the compressor.
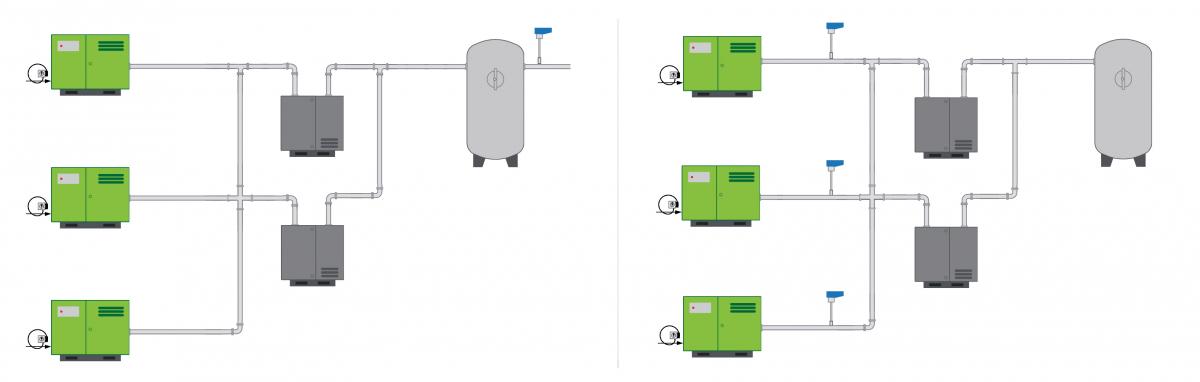
Depending upon goals, one can monitor the efficiency of the entire air compressor room, including air treatment equipment, or the efficiency of each individual compressor. Click to enlarge.
Total measurement uncertainty. Propagation of errors. Boring subject?
Total measurement uncertainty. Propagation of errors. For many of us these are subjects we leave to mathematicians. However, they are of extreme importance when looking at measurement data. Particularly when it comes to the large investment decisions for air compressors, this topic should not be underestimated, and great care must be taken when comparing efficiency numbers.
Therefore, when monitoring efficiency, it is important to determine which accuracy level is acceptable. The required accuracy level depends on the application and on the size of the installation. The schematic below shows a (simplified) relational map between all parameters that are involved, just to get an idea about the complexity of efficiency measurement in volumetric (i.e., piston, screw, scroll) compressors. In the ISO1217 directive, one can read more on this topic and find other directives which tell you how to interpret results, confidence intervals, which type of flow meters must be used, and so on.
The total measurement uncertainty of any measurement is defined as the statistical variation of a measured quantity. For further reading on this matter, we refer to the “GUM” (Evaluation of measurement data - guide to the expresion of uncertainty in measurement, 2008).
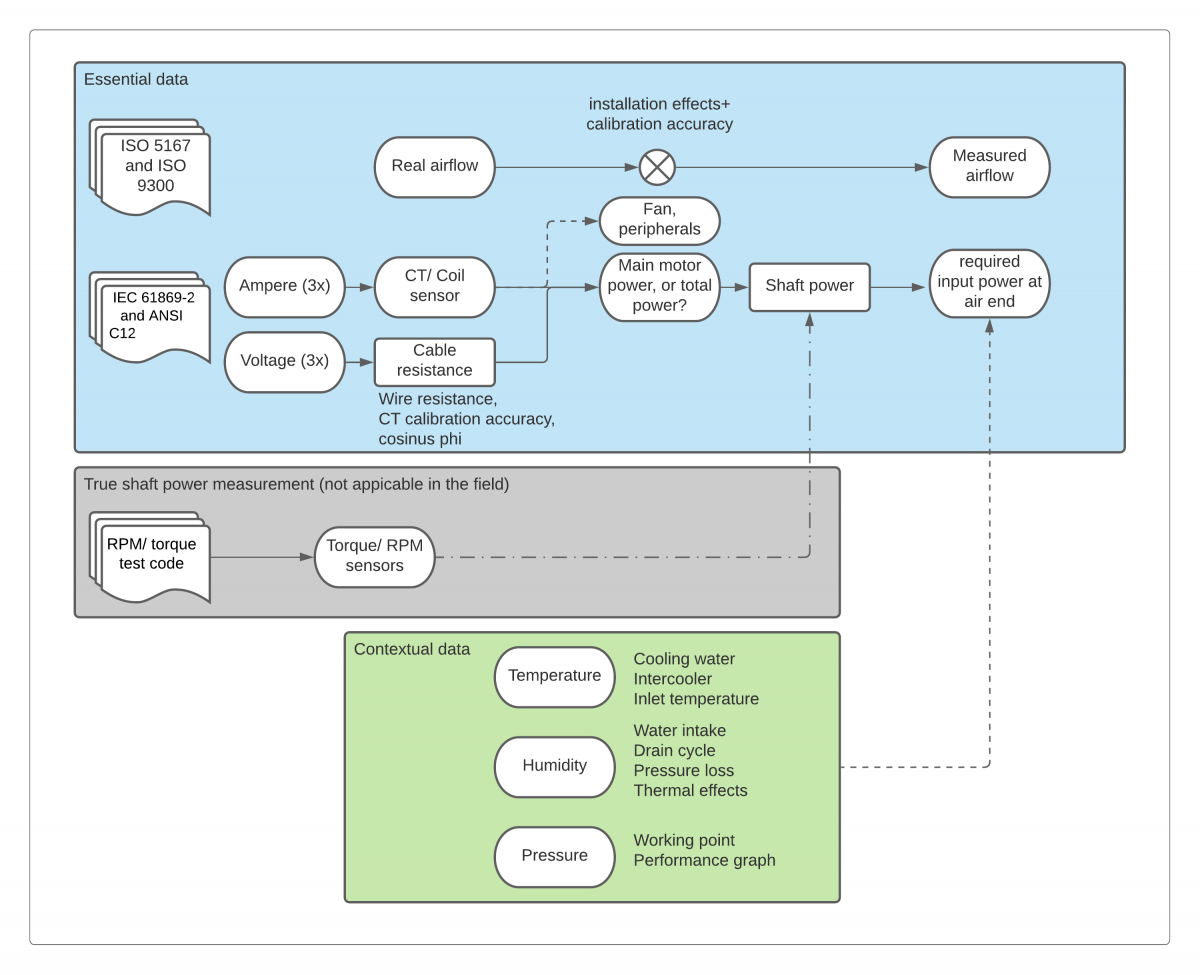
Figure 1. Relational flow diagram showing how the efficiency of a volumetric compressor should be measured. The diagram shows all parameters which are involved and how they influence the measured efficiency. Click to enlarge.
Systematic Errors and How They Propagate
Each measured signal has its own uncertainty. Now what is the effect of a systematic error on the measured efficiency? Let us look at a simple example. We want to check the efficiency of a 44 kW machine, running full load. We used a power meter (± 1% reading), and a flow meter (± 5% reading). What is the maximum error of the efficiency?
|
|
Max. reading |
Nominal reading |
Min. reading |
Unit |
|
Flow |
262.5 |
250 |
237.5 |
SCFM |
|
Power |
43.6 |
44 |
44.4 |
kW |
|
Efficiency |
16.6 |
17.6 |
18.7 |
kW/100SCFM |
|
Error |
-6% |
|
6% |
|
As the table shows, taking systematic errors to the extremes, the observed efficiency can be 16.6, 17.6, or 18.7 kW/ 100 SCFM. This is +/- 6%. Now suppose the compressor manufacturer tested the 250 CFM compressor, the allowable deviation of efficiency is also 6% (See CAGI sheet). Worst case, you could have purchased a compressor which has a -6% deviation on output flow. When measuring this with an insertion probe (+/-5%) you should be careful not to jump to the conclusion that the compressor is wrong, or the flow meter is right and vice versa.
What is the effect of a wrong efficiency number on the perceived annual costs? In this example, at a cost of \$0.06/kWh and 8760 annual running hours, the “money tolerance” is +/- 1400 USD annually for this compressor. This may have an impact on your decision making: Any (major) decision based on less than +/- 1400 USD energy savings could be based on systematic errors, so it might be a “wrong” decision. If this were an altitude meter of an airplane, and you were the pilot flying that plane… what would you do when the altitude meter is +/- 140 feet accurate? You probably want to stay at 280 feet minimum (2 x the error). And this also applies to making decisions for this compressor; if the projected costs due to poor efficiency will exceed 2800 USD/year it is time to do something.
How to Take Measurement Errors into Account
Most important is to be honest and transparent that there are always errors to be considered. Should you always invest in the most accurate measurement equipment? Well yes, if you need to verify the output according to ISO1217. It is even recommended to hire an external expert in such a case, as there are many more parameters to look at than just flow and power. When trending efficiency, a systematic measurement error is acceptable. You can see change of efficiency over time and monitor if a service job had the desired effect. In these cases, relative numbers are compared, not absolute numbers.
What always is important, is that the sensors are maintained properly and that they keep long term stability. The sensors should be stable for a time which exceeds the time with a factor of ten (rule of thumb) to be able to see the difference in efficiency caused by system degradation. So, when 5% degradation of your assets takes one year, the drift of the sensors should be less than 0.5% per year. Care should be taken when flow sensors are exposed to humid and dirty air, which may foul or clog the sensor. This can shorten the maintenance interval of the sensor.
Installation effects are also important to consider. Some technologies, like insertion probes and vortex meters, need specific pipe runs to be accurate. Other technologies can be prone to vibrations and pulsations in the flow. These things all combined can have a dramatic impact on the measurement uncertainty, which exceeds the stated accuracy of 5% and therefore, in the field, it is often challenging to meet the requirements of ISO1217. We have also seen cases where an orifice flow meter was wrongly programmed, resulting in a 30% error on the efficiency number. This was a simple human error making a dramatic impact on the relationship between manufacturer and end customer.
KPI: Pressure Loss
Another critical KPI is pressure loss as low system pressure may cause machines and components powered by compressed air to stop. To monitor the pressure level, it is therefore important to measure at different locations in the plant. Especially when the compressed air distribution piping network has been expanded over the years and/or pipes are being used that are too small. Therefore, it is advisable to install pressure/flow meters at the beginning, middle and end of your compressed air piping system.
Production downtime is always costly and this is why the system pressure is often set at a (too) high value, just to be on the safe side. However, bear in mind that with positive displacement air compressors, each bar (14.5 psi) that the pressure rises, the energy costs will increase by 7%. We still see today that when pressure problems occur at the machine level, an air compressor is often added to boost the compressed air capacity and pressure, which further increases (energy) costs. Pressure problems, however, can often be solved within the compressed air network itself by optimizing pipe diameters, installation of receivers and limiting flow to certain areas which don’t need it. Notorious points of pressure loss are filters. Not replacing filters on time will cause an increasing pressure drop due to their ever-increasing resistance.
To be able to make a reliable analysis, flow measurement in combination with pressure measurement is the appropriate way. This makes it easy to determine exactly where pressure losses occur and how great these losses are. Pressure losses can be caused, for instance, by pipes that are too small (creating a high velocity) or by excessive flow consumption. Consider “multivariable” flow meters as they provide a pressure signal by design.
KPI: Leakage
Leak detectors are great tools to find compressed air leaks, but they still require a person to walk around the plant. One of the simplest ways to determine leakage percentage, is to look at the compressed air usage and/or flow rate at times when the plant is not operating and divide this on the average production flow. For example, during lunch breaks, after work hours and over weekends. Modern energy management software has built-in detection algorithms which calculate this automatically, so you can take your lunch break without having to look.
Leakage = [Total flow during downtime]/ [Total flow during production] *100%
It also makes sense, for example, to compare the airflow before and after maintenance work is carried out, so you can see the financial result of a repair action instantaneously. Multiply leakage by total running hours and costs, to project the total costs of leakage on an annual basis.
Since leakage percentage is a relative number, the absolute accuracy of the flow meter is less important. As long as you have a stable and reliable sensor with a linear signal output, you can always calculate the percentage. The absolute value is irrelevant if the sensor is stable. A four percent (4%) reduction in flow on the main header means a 4% energy reduction, if the master controller can keep the compressors running at the same efficiency level. Also, the dynamic range of the flow meter is important, which is why vortex flow meters and differential pressure meters should not be used for this application. Thermal mass has a superior range ability which enables to detect leakages properly.
Conclusions
When monitoring KPIs, the required sensors and sensor accuracy depends on the application. It is important to understand the effect of sensor accuracy on the calculated KPI, to interpret them properly. When selecting sensors, you need to know their influence on the total error budget, to make the right choice. For some KPIs like leakage percentage, the absolute accuracy of a flow sensor is of less importance. Also, thermal mass flow meters are more suitable for leakage monitoring compared to differential pressure or vortex meters. An advanced monitoring system can help with automatic calculations and alarms when KPIs start to deviate from target levels.
About the Author
Pascal van Putten is CEO and founder of VPInstruments. He studied Mechanical Engineering at Delft University of Technology and has 20 years of experience in flow measurement, compressed air monitoring and industrial energy management.
About VPInstruments
VPInstruments offers industrial customers easy insight into energy flows. Founded in 1999, it provides complete solutions for monitoring compressed air flow, gas flow and electric energy consumption. Its products can be found all over the world and in a wide range of industrial markets, such as automotive, glass manufacturing, metal processing, food and beverage and consumer goods.
For more information visit www.vpinstruments.com.
To read similar articles on Compressed Air Measurement visit www.airbestpractices.com/technology/instrumentation.



