The advent of manifold-mounted, plug-in pneumatic valves has been a boon for machine builders. It allows them to mount complete valve packages in a safe and secure location on a machine. Using a D-sub connector, serial interface module, or similar single-point wiring system, all of the electrical control outputs can feed into one location on the manifold, greatly simplifying the wiring.
With this advancement, plumbing issues are reduced, since a single air pressure line can be used to feed a common pressure gallery. The same advantage applies to the common exhaust gallery. No longer would both a plumber and an electrician be required to replace a valve, since any valve can be replaced without disturbing electrical connections or plumbing lines.
Like most advances, there can be some downsides to this type of arrangement, depending upon the application. One of these revolves around considerations for energy conservation. Most circuits include two airlines extending from the valve to the actuator, one for extend and one for retract. Each time the valve cycles, the actuator is pressurized on one side or the other. Of course, the hose or tube that connects them must also be pressurized. This tubing volume is typically ignored as inconsequential when doing our sizing calculations, but should not always be overlooked.
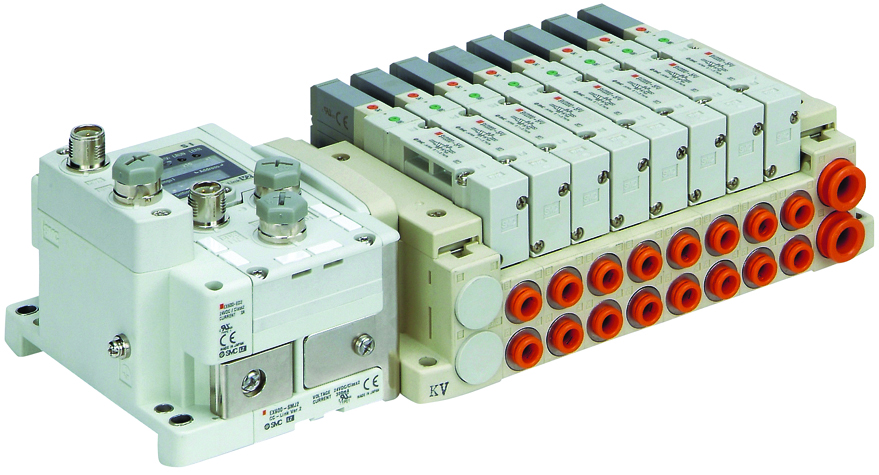
SMC’s Series SY Solenoid Valve Manifold with Serial Interface Module.
Tubing Volume not Always Inconsequential
The tubing volume offers no work at all…only a means of transferring the energy of the compressed air to the actuator. Inconsequential? Maybe. But depending upon the application, those volumes can be significant. Here is an example:
A packaging facility has corrugated boxes being erected at a mezzanine level and dropped down to the main floor where they are filled, sealed and palletized. The box drop-down employs gravity to lower the boxes, but incorporates a series of mechanical stops to sequence them as required.
Each of the stops includes a pair of two-inch bore by one-inch stroke air cylinders to operate a brake that stops the box and releases it when needed. In all, four stops are included for each drop-down, meaning eight actuators in total and four valves to control them.
The directional control valves are located at a central location on a single manifold, presenting a clean and compact package. However, the distance from manifold to actuator varies from 10 to 25 feet. In operation, each time a valve shifts, it exhausts one length of tubing and fills another. Given the small volume, we might still think this to be inconsequential, but let’s look at the numbers.
Calculating the Costs of Air Volume
Let’s leave aside the potential problem with poor response times, and just look at the costs. Let’s also assume the working pressure to be 80 psi. By calculating the compression ratio to be 6.33, and multiplying that by the volume, the normalized volume becomes 38.6 standard cubic inches. If we have the cylinders being actuated five times a minute, we will be consuming 193 standard cubic inches per minute, or using more meaningful terms, 0.11 scfm. That is just for filling the air tubing to the closest single station on the drop-down.
How about the other three stops on the drop-down? Figure 1 shows the air volume for each of the stations, with a total for all. Note the total volume of the airlines extending out to the cylinders is 42.8 in³. When we calculate the total volume of all eight cylinders we get 44 in³. The volumes are almost identical. Now we have a situation where half the compressed air is consumed filling all the airlines.
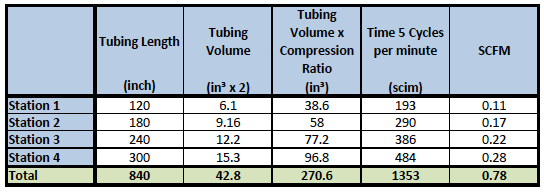
Figure 1: Air volume for multiple stations.
If that single drop down operates 24 hours/day, seven days a week and the cost for electricity is \$.10 per kWh, the annual cost to fill those lines is about \$110, the same costs we incur to fill the cylinders. With multiple drop-downs, the costs are multiplied. Staying with our example, the facility has 50 packaging lines, for an annual cost of \$5,500.
While this may be viewed as an extreme example, think back on all the applications where long air feed lines were employed in order to have a clean valve package. Or consider the oversize tubing that was utilized just because it was handy. Many of us might figure larger tubing is better anyway, and everything will run more efficiently. However, take into account the larger tubing may double the volume to be filled without adding any productive benefit at all.
Larger Tubing Equals Higher Costs
What happens to the same example when 3/8-inch tubing is used instead of the ¼-inch? The tubing ID increases to .27 inches and the volumes increase by a factor of 2.28, as do the costs. Now the annual price tag has jumped to \$250. Again, that is just to fill the tubing for one drop-down.
As a side note, there is also some potential for liquid moisture build-up in those long lines when an excess of air is left between the valve and the actuator, even when good air filtration and drying is in place.
Problems can arise due to the adiabatic expansion that occurs with each exhaust cycle. Condensation may occur as the exhausting air temperature falls below that of the atmospheric dewpoint. With long airlines and many cycles, the moisture may not be completely exhausted and can accumulate in the lines. That accumulation will occur near the actuator ports and will eventually work its way into the actuator, shortening its life.
The dollar savings is the reduction in air consumption by half. In our plant, that could be up to \$5,500 every year.

SMC’s Series CQ2 – Standard Pneumatic Cylinder.
OEM-level Solution Adds Little Cost
Reducing the costs for compressed air needs to be an ongoing project for any company that uses substantial amounts of air as part of the manufacturing process. There is a tendency to approach the issue at the compressor room and look for answers there. The resulting recommendations can be expensive as well as require a long ROI. However, dealing with demand side issues, as described here, offers an easy solution that can be incorporated at the OEM level with little additional cost.
A case can even be made for modifying these types of applications in the field when machines come due for refurbishment. Addressing these “inconsequential” issues will offer significant savings on the bottom line. Watch the pennies and the dollars take care of themselves.
About the Author
John Martin has worked in the fluid power industry for more than 35 years in various capacities. Most of his initial work on the distribution and manufacturing side of the industry was in hydraulics and process controls. Pneumatics became his focus after joining SMC more than 20 years ago. At SMC, he has held various positions, typically in a sales support role as Application Engineer, Sales Engineer, and Product Specialist.
About SMC Corporation of America
SMC Corporation of America is a part of a global organization that supports customers in every industrialized country, and is the U.S. subsidiary of SMC Corporation based in Japan. Since its establishment, SMC has been a leader in pneumatic technology, providing industry with technology and products to support automation based on the guiding principle of “contributing to automation labor savings in industry.” Over the past 50-plus years, SMC's products have become established as a recognized international brand through sales, technical, supply and after sale services in world markets.
Subsidiaries and joint ventures have been setup in a total of 53 countries. Production facilities are in 30 countries. In addition, a sales network extends throughout 83 countries, with local services in 500 locations. SMC offers technology accumulated through the years, engineers that bring it to life in new products, production capacity which can deliver a variety of products in a short time, and an extensive sales network in the United States and throughout the world. For more information, visit https://www.smcusa.com/.
To read similar articles on Pneumatic Technology please visit www.airbestpractices.com/technology/pneumatics.



