|
|||||||||||||||||
|
System Overview
This facility processes bulk food ingredients into finished packaged food products. The factory belongs to a division of a large corporation and was spending \$732,342 annually on energy to operate their compressed air system. This system assessment detailed twelve (12) project areas where yearly energy savings totaling \$214,907 could be found with a minimal investment of \$68,350. Due to space constraints, this article will detail only the higher impact project areas. The over-all strategy for improving this air system centers on improving specific power performance of the #3 centrifugal air compressor and reducing over-all demand with compressed air savings projects.
Over the last decade, the facility has been upgrading their air system. There are two 400-hp class Ingersoll-Rand 2-stage, oil-free centrifugal compressors delivering a little less than 1,500 scfm each at 100 psig. Several years ago, an older (1988) Ingersoll-Rand 600-hp class, 2-stage centrifugal was added to the air supply. This unit was rebuilt and upgraded by Air Relief (in Mayfield, Kentucky) to a very power efficient 2-stage centrifugal (2,128 scfm @ 520 input hp). These centrifugals are water-cooled units with the cooling water coming from a full-loop cooling system with open evaporative towers.
The air leaves the compressors and built-in after-coolers to a 3,000-gallon vertical air receiver and on to 4,900 scfm (rated at 80_F inlet air), internal heated regenerative desiccant dryer. This is a Pneumatic Products (PPC) product and of excellent quality. Due to a lack of maintenance, the dryer is now delivering large amounts of desiccant dust to the afterfilter, which has a 10-12 psid pressure loss, which is quite high.
Prior to the installation of this dryer in 2001, the system had a mixture of refrigerated and desiccant air dryers drying air from the main compressed air room and several satellite compressor operations. Air from this system was generally “wet” in the production areas. In 2001 a new larger centrifugal compressor was added along with the new dryer. Most of the air now comes from the oil-free centrifugals and is dried in the internally heated PPC desiccant dryer. The net result has been a “dry air system.”
Today there are still four lubricant-cooled rotary screw compressors that are located at “satellite” locations throughout the Production area. One of these, the Sullair LS16 (75-hp) has been taken off line electrically and apparently permanently. The others can be run along with their companion dryer and can be run as part of the compressed air supply. They must be manually started, stopped, and re-started.
These satellite units are positive-displacement rotary screw compressors running “deadheaded” against the central centrifugal dynamic units. The screws stay fully loaded, while the centrifugals automatically back down in flow. It will be very hard, if not impossible, to gain control around this problem, with this situation as installed, piped, and controlled today:
- The rotary screws will never unload and never shut off by themselves
- The “less power efficient” rotaries are on base load, while the more power efficient centrifugals are trimming.
Setting the Baseline
The following actions were taken to establish the baseline for flow and pressure.
- Temperature readings were taken on all units with an infrared surface pyrometer. These were observed and recorded to relate to the unit’s performance, load conditions and integrity. The findings were recorded on the table of compressor supply operating data that follows.
- Critical pressures including inlet and discharge were measured with a single Ashcroft digital calibrated test gauge with an extremely high degree of repeatability. Findings were also recorded in the table of appropriate compressor supply operating data.
- All units had the input kW measured with a Fluke motor analyzer and recorded with the Hawkeye kW monitors and MDL logger.
- Flow was measured and logged from the compressor room with an Eldridge thermal mass heater wire-type flow meter and logged with an MDL multi-line unit. Readings were taken every 15 seconds and averaged every 30 seconds.
- The same basic measurement and logging activity was carried out for system pressure using an Ashcroft pressure transducer and the same multi-channel MDL data logger and same data point collection and analysis.
 |
|||||||||||||||||||||||||||||
|
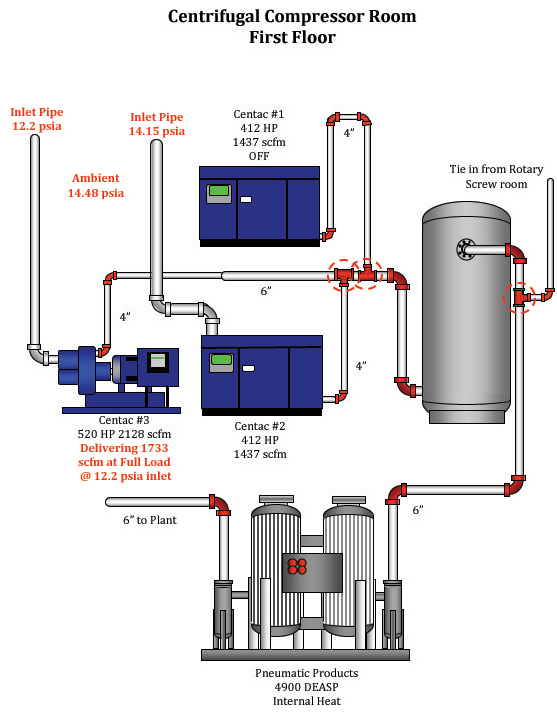
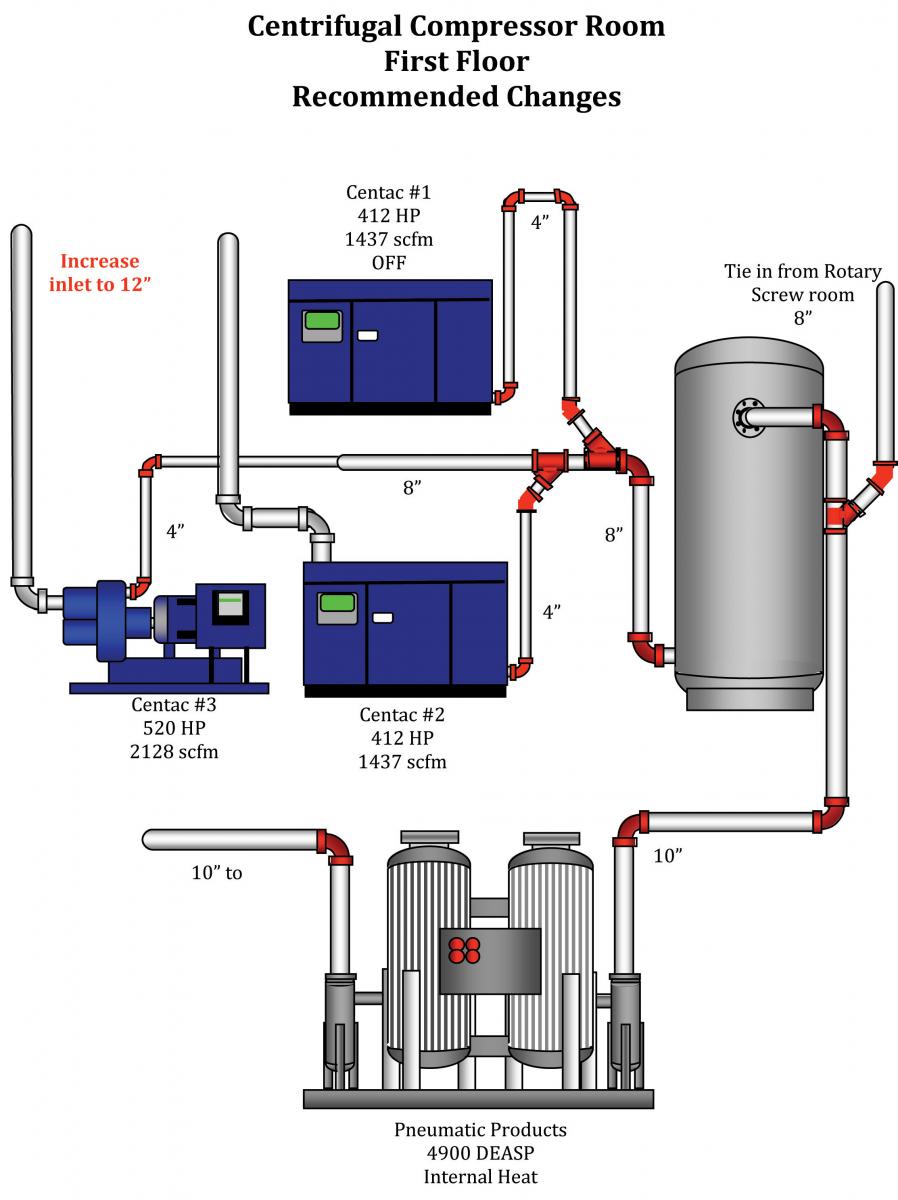
Project #1: Centrifugal Compressor Room:
Enlarge Air Compressor Inlet & Discharge Piping
The three centrifugal air compressors were upgraded with Air Relief designed Control Systems by Allen Bradley. The benefits of the control system upgrade, however, are negated by low inlet pressure of 12.2 psia into the #3 Centac. This is due to 40 feet of 10” inlet pipe (there is no significant loss with the filter). The effect of 12.2 psia inlet pressure on the #3 Centac is dramatic. This is causing a 15% reduction in efficiency of the machine. This corresponds to 319 scfm less air flow or a corresponding 61.8 kW more to deliver the same air from another source. This equates to \$45,979 in unnecessary energy costs. Calculations: (100 x 12.2/14.8 = .85 or a 15% reduction in flow; 2,128 scfm x .85 = 1,809 scfm, a loss of 319 scfm; specific power = 1,809/412.2 = 4.39 scfm/kW. This is a 15% reduction from design of 5.16 scfm/kW.
The project will replace the 10” x 40’ air inlet pipe to the #3 Centac which is restricting inlet pressure to 12.2 psig with 12” x 4’ line, which will restrict a negligible amount. The compressor will now deliver about 319 scfm more air at full load. This is a 15% gain in flow. The value of the lost air is 15% of full load kW or 412.2 kW = 61.8 kW recovered during 7,440 hours/production/year.
The current 6” compressor discharge piping size and design will not allow all three centrifugals to run effectively without severe restrictions, which would preclude all units to be able to stay at full load and feed the plant. This piping will be replaced with 8” pipe. This action, coupled with lowering the air demand, can have a major impact in eliminating any effects of this choke in the interconnecting piping. This will allow us to reduce system pressure and compressor discharge pressure.
The #3 Centac will now be the most power efficient of the three centrifugals and from an energy standpoint should always run base load.
Project #2: Centrifugal Compressor Room:
Pressure Drop from the Desiccant Dryer and After-filter
The plant has run for several months continuously at 85 psig to 89 psig system pressure due to the plugged dryer and dryer after-filter. The desiccant dryer is a 4900 scfm Pneumatic Products internally heated desiccant air dryer with the AMLOCÆ energy saving control system. This is a high quality dryer which solved the moisture problems in the facility since it was installed many years ago.
Today, however, there is 14 to15 psid loss of pressure across the 4900 scfm desiccant dryer system (including filters) in the compressor room. We are only flowing about 3000 scfm at 89 to 90oF compressed air to this dryer which is about a 50% moisture load and 60% plus capacity load. We would expect full performance and a total of 4-5 psid of lost pressure with proper filtration.
There is 8-10 psid of lost pressure in the after filter, which is being caused by extreme contamination from desiccant dust. The desiccant is over three years old and has been topped off about every six months. In our opinion, the desiccant should be changed every two to at least three years, in an internal heated dryer depending on what is happening.
The AMLOCÆ purge control is on but the dryer is cycling (switching) every four hours. At these load conditions, we would expect this cycle time or switching time to be in the 10- to 12-hour range. Properly running we would expect to run the dryer about 30 to 35% of the time during the year with the correctly working AMLOCÆ energy saving control system. The annualized electrical energy cost to run the dryer today is:
44.25 kW X .10 X 8760 = \$38,763 per year.
This project will service this PPC dryer by completely replacing the desiccant, replace the pre- and after-filters, and get the AMLOC purge control working normally.
| Total annual cost of current dryer (running at full cost today) | $36,763/year |
| Total annual cost of same dryer with project | $13,578/year |
| Net savings in electrical energy cost | $23,185/year |
| Repair cost for dryer | $12,000 (est.) |
| Purge air saved (120-36 cfm) | 84 scfm |
| Recovered electric energy savings (\$150.24 /scfm) | \$12,624 /year |
| Total net savings (\$23,185 + \$12,624) | \$35,809/year |
Project #3: Centrifugal Compressor Room:
Lower Compressor Pressure Set Points
Immediately after the dryer is cleaned and serviced, lower the centrifugal air compressor set points to hold the system entry pressure to 90 psig or less. Install a pressure gauge in the line to monitor and control.
| Pressure reduction | 10 psig |
| Air system measured reduction in unregulated air (3,565 cfm x 10% x 1/3 unregulated) |
128 scfm |
| Value of electrical energy cost (scfm) | $150.29 scfm/yr |
| Total recoverable electric energy cost per year | $19,237/year |
| Cost to implement | Part of Project #2 |
Project #4: Leak Identification and Repair
Most plants can benefit from an ongoing leak management program. Generally speaking, the most effective programs are those that involve the production supervisors and operators working in concert with the maintenance personnel. Accordingly, it is suggested that all programs consist of the following:
- Short Term – Set up a continuing leak inspection by Maintenance Personnel so that for a while, each primary sector of the plant is inspected once each quarter to identify and repair leaks. A record should be kept of all findings, corrective measures, and overall results.
- Long Term – Consider setting up programs to motivate the operators and supervisors to identify and repair leaks. One method that has worked well with many operations is to monitor the air flow to each department and make each department responsible for identifying its air usage as a measurable part of the operating expense for that area. This usually works best when combined with an effective in-house training, awareness, and incentive program.
A survey of compressed air leaks was conducted at the plant and 53 leaks were identified, quantified, tagged, and logged. Potential savings totaled 217 cfm for the 53 leaks that were identified (average leak – 4 scfm). A ultrasonic leak detector was used.
The savings estimates associated with a leak management program are based upon the following:
- The leaks actually getting repaired.
- The unloading controls of the compressors being able to effectively translate less air flow into lower cost.
The area surveyed in the leak study included a great deal of high background noise from steam leaks that shield many of the smaller leaks. In continuing the leak management program, plant staff should perform leak detection during non-production hours in order to eliminate some of the high ultrasonic background noise.
| Estimated reduction of air flow with proposed project | 217 cfm |
| Recoverable savings from air flow reduction [Section 2.3] | $150.29/scfm/yr |
| Annual electric cost savings with proposed project | $32,612/year |
| Cost of leak detection equipment (if required) | $2,800 |
| Unit cost of leak repairs (\$15 materials per leak and \$35 labor per leak) | $2,550 |
| Total project cost (materials and installation) | $5,350 |
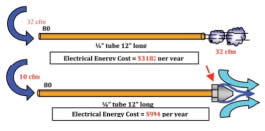
Project #5: Replace or modify open blow-offs with Venturi amplifiers
Regardless of application, there are several guidelines that should always be applied to compressed air being used for open blow off:
- Use high pressure only as a last resort
- All blow off air should be regulated
- All blow off air should be regulated to the lowest effective pressure—higher pressure means higher flow, which may not be needed
- Use Venturi air amplifier nozzles whenever and wherever possible—this will usually reduce blow off air at least 50%, freeing up more air flow for other applications
- All blow-off air should be shut off (automatically) when not needed for production.
Plants with many 1/8 and 1/4 inch lines running as blow off on units will use approximately 10 and 25 cfm each, respectively, at 60 psig.
One savings approach is to use an air amplifier, which requires less compressed air. Air amplifiers use “Venturi” action to pull in significant amounts of ambient air and mixing it directly into the air stream, which amplifies the amount of air available at the point of use. Air amplifiers have amplification ratios up to 25:1. Using 10 cfm of compressed air can supply up to 250 cfm of blow off air to the process and generate a savings of a 15 cfm compressed air per 1/4-inch blow off. Savings may be available using 1/8-inch lines, but the cost effectiveness will not be as great.
During this system assessment, we identified sixty-seven (67) locations where open blows should be replaced with Venturi amplifiers. We provided the client with a detailed list. The locations included a Mixer, Bin Cleaning, Sheeting Machine, Packaging Filler, Bucket Conveyor, and the James Cartoner knife tower. Timer controls are also needed to optimize usage.
| Total average scfm reduction for this project | 344 cfm |
| Recoverable electrical energy cost (scfm/yr) | $150.29/scfm |
| Total project electrical energy cost recoverable | $51,700/year |
| Estimated cost to implement | $6,900 |
Conclusion
The overall strategy for improving this air system centered on improving specific power of the #3 Centac and reducing over-all demand with compressed air savings projects. Other savings projects done that we don’t have room to detail in this article included:
| Replace 3 timer drains with level activated units in Power House | 6.2 scfm |
| Move vacuum break on Venturi generators from the vacuum line to the air line | 157 scfm |
| Replace air driven vibrators with electric driven | 160 scfm |
| Replace air hoists with electric | 28 scfm |
| Replace open blow with Venturi amplifiers or modify | 344 scfm |
For more information please contact Hank Van Ormer; tel: 740-862-4112, www.airpowerusainc.com.



