Over the last two decades, there has been a significant increase of manufacturing facilities deciding to produce their own nitrogen on-site, using compressed air systems and nitrogen generators. They are choosing on-site nitrogen generation, instead of purchasing and receiving deliveries of nitrogen by the cylinder or having a “Nitrogen Over the Fence” supplier. This growth trend has accelerated over the past three years as COVID related demand for nitrogen at critical care facilities created issues with nitrogen deliveries to manufacturing plants.
In addition to taking control of the reliability of nitrogen supply, other reasons plants are switching to on-site nitrogen generation are safety (vs. high-pressure cylinders), sustainability (eliminating truck deliveries and tank storage) and cost.
This market trend has led to an increase in the availability of smaller nitrogen generation units, which plants can connect to the compressed air system. These units have seen significant technological improvements, over the past ten years, with regards to their efficiency in terms of how much compressed air they need to generate nitrogen.
The objective of this article is to first review some fundamentals of nitrogen and the most basic ways it can be generated on-site. We will then review the decision-making criteria a manufacturing plant reviewed, related to the need for more compressed air, in order to increase the purity of their nitrogen generated on-site from 98.4% to 99.5%. We will review the impact this had on the compressed air system and the air compressor options they evaluated and their associated energy costs.

On-site nitrogen generation eliminates the carbon impact related to the transportation of nitrogen cylinders to manufacturing plants.
A Brief Review of Nitrogen Fundamental and Nitrogen Generator Technologies
Nitrogen is a plentiful and readily available gas. Ambient air consists of 78% nitrogen, 21% oxygen and the balance is a mix of gases. Nitrogen is a dry gas with an atmospheric dew point of -94°F. Nitrogen is colorless, odorless, and tasteless and additional characteristics that make it the go-to gas for countless industrial and scientific applications. 1
The most common types of nitrogen generators are PSA (pressure swing adsorption) and membrane separation. The PSA system sends compressed air through a tower filled with carbon molecular sieve (CMS). Oxygen is adsorbed to the surface of the CMS while Nitrogen flows through and is delivered to the system. PSA units will regenerate the CMS beds and will remove the oxygen to a separate exhaust and can deliver high purity Nitrogen at higher volumes.
Membrane nitrogen generators use the principles of selective permeation to separate gases by separating oxygen, water vapor and CO² through the membrane walls, leaving Nitrogen and in the gas stream to be delivered. Not all membranes are the same and are developed
and designed for specifically different flow values and nitrogen purity levels. A membrane with high permeability for nitrogen will separate more nitrogen than a similar sized lower permeability material at the same pressure. Some membranes require higher temperatures to perform.
The Relationship Between Nitrogen Purity and Compressed Air Pressure and Energy Costs
Maintenance costs of both PSA and membrane-type nitrogen generators are very low. The primary operating cost of a nitrogen generator is the electricity required by the air compressor(s) required to supply it with compressed air at the proper pressure and volume.
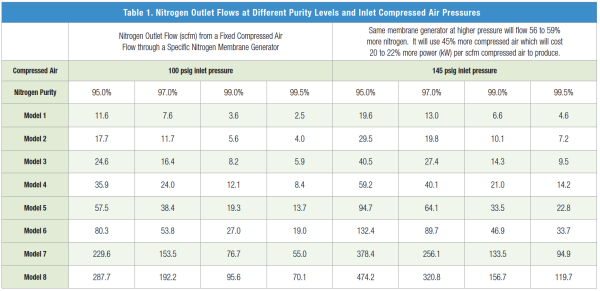
Let’s review some basic relationships using membrane-type generators as an example.
- The higher the inlet pressure to a membrane nitrogen generator, the greater the volume of nitrogen is delivered at the same purity.
- The higher the inlet pressure, the more compressed air is used to generate the required volume of N².
- The higher the purity of nitrogen required, the greater the amount (at the same inlet pressure) of compressed air flow required.
- The higher the pressure of the compressed air used to generate the N², the higher the electrical energy cost will be of the air compressors used to produce it.
- The higher the volume of compressed air required, the higher the operating electrical energy required.
Case Study-Evaluating Compressed Air Energy Costs and Options
A manufacturing plant had a large 200 horsepower (hp) air compressor supporting the compressed air needs of the plant. This air compressor provided approximately 1,000 cfm at 100 psig of compressed air at full load. A laboratory within the plant used two separate PSA-type nitrogen generators consuming 35 scfm (each) of compressed air at 100 psig. The nitrogen purity requirement was 98.4%.
The decision was made by production to increase the nitrogen purity requirement to 99.5% using the central compressed air system. As we have seen, an increase in nitrogen purity requirements places greater demands on the compressed air system. Our team was asked to evaluate what the options were to provide more compressed air and what the associated energy costs would be.
We evaluated the existing 200 hp air compressor and nitrogen generators and established the following energy cost profiles.
- The existing electrical energy cost to produce compressed air for the whole plant equaled \$98.27 scfm/yr at 100 psig. This equaled roughly \$98,270 per year.
- Two separate PSA nitrogen generators required 35 scfm of compressed air (each) and generate approximately 7 scfm of nitrogen each at 100 psig inlet pressure and 98.4% nitrogen purity.
- 70 scfm x \$98.27/scfh/yr = \$6,879 total energy cost to generate 14 scfh/N2 with a PSA system at 98.4% purity.
Four Attempts to Meet the Increased Nitrogen Purity Demands-with Different Energy Costs
As stated, production required an increase in the nitrogen purity level from 98.4% to 99.5% nitrogen. Plant personnel responded with a series of different actions.
- Action #1: Ask production if they are able to decrease nitrogen consumption at the same inlet pressure. Production ruled this option out as nitrogen demand remained constant.
- Action #2: Raise the air compressor pressure from the main system from 100 to 120 psig.
- Before we arrived, plant personnel raised the discharge pressure of the central system’s 200 hp air compressor from 100 to 120 psig. The result was that the cost to generate compressed air, for the whole plant, increased to \$108.63/scfm. This raised the annual electric energy cost to produce 1,000 cfm from \$98,270/year to \$108,030/year - an increase of \$9,760/year, almost 10%.
- Action #3: Plant personnel then installed a 2:1 ratio pneumatic booster to boost the compressed air system pressure from 85 to 170 psig in a 2:1 compression ratio design booster and then regulate the pressure down to the required 130 psig.
- The higher nitrogen purity requirement doubled compressed air demand to 140 scfm instead of the original 70 scfm. The new electrical energy operating cost, for the nitrogen generators, was \$13,758/year -- an increase of \$6,879/year, or almost a 100% increase.
- This action did represent a small savings of \$2,881 (vs. Action #2) in electrical energy per year to produce 7 scfh N2 at the increased purity level.
- Action #4: A better and final solution was made by supplying a new, separate, dedicated (for the nitrogen generators) air compressor rated for 70 cfm at 135 psig.
- This smaller 15 kW air compressor delivered 72 cfm at 130 psig.
- Cost to operate this additional air compressor.
- 15 kW x 8,760 hours x \$.06 kWh = \$7,884 per year.
- This energy cost represented a$5,874 savings versus the use of the booster detailed in Action #3 (\$13,758 - \$7,884 = \$5,874).
This case study shows the varying energy costs, related to providing compressed air to produce 14 scfh of nitrogen at the new nitrogen purity level of 99.5%.
Lessons Learned
To avoid costly (in terms of capital and energy) misapplications of air compressors or boosters, regardless of the type of on-site nitrogen generation, plants should consider the following items.
- Identify the actual nitrogen purity needed and understand the cost of higher purity specifications.
- Identify the average and peak flows in nitrogen demand.
- Select the appropriate nitrogen generator that uses the least amount of compressed air at an acceptable pressure.
- Select an air compressor with proper operating efficiencies and, most importantly, an effective capacity control system to supply compressed air efficiently at the low, average and peak demands for nitrogen. Understand that the solution may be one air compressor or several operating together.
- Compressed air storage may be applied to deliver an efficient compressed air supply.
- Nitrogen storage may also be used to convert high demand periods into lower average demand requirements on the air compressor(s).
For more information on APenergy visit apenergy.com or call 740.862.4112.
To read similar Air Compressor Technology articles, visit https://airbestpractices.com/technology/air-compressors.
Visit our Webinar Archives to listen to expert presentations on Air Compressor Technology at https://www.airbestpractices.com/webinars.
1 "Nitrogen Characteristics and Benefits of On-Site Generation”, by the Compressed Air & Gas Institute, https://www.airbestpractices.com/system-assessments/air-treatmentn2/nitrogen-characteristics-and-benefits-site-generation.



