This is the first article in a three-part compressed air series by Mark Krisa, Director – Global Services Solutions, Ingersoll Rand
Energy conservation measures (ECMs) associated with compressed air have received a significant amount of attention over the years, mostly due to a reasonably short financial return compared with other energy-consuming equipment. Over time, many of the recommended corrective actions to reduce compressed air energy consumption were simplified so much that they did not lead to positive results. One of the most common compressed air ECMs is reducing system pressure, and it leverages the best practice calculation —.5 percent power per psi — outlined in the Department of Energy’s Compressed Air Challenge. This article highlights more common issues associated with estimating energy conservation resulting from changing system pressure.
 |
|
Mark Krisa, Director-Global Services Solutions, Ingersoll Rand
|
|
Benefits of Reducing Network Pressure
Efforts to reduce compressed air system pressure have become a fundamental part of many air system assessments for two simple reasons: opportunity and return. Most facilities operate their compressed air system based on a perceived pressure requirement with a generous safety factor added to account for future network losses. Compressor controls build upon this minimum requirement, forcing the system to operate at a higher pressure with the amount and variability dependent upon components, configuration and system characteristics. In addition to compressor controls, pressure is elevated several psi to compensate for pressure/friction losses through piping, dryers, clean filters, dirty filters and miscellaneous valves. In addition to the pneumatic components, operating pressure is elevated to account for instrument calibration and several years of staffing changes and system growth. Compounded by marginal levels of system instrumentation and trending, the opportunity to reduce system pressure becomes not only significant, but reasonably common. The return derived from lowering system pressure is summarized into two categories: a reduction in pressure at the discharge of the compressor and a potential reduction in compressed air demand. Both of these ECMs can be accomplished independently and/or simultaneously—depending on the method—with marginal investment.
Controlling Network Pressure
There are several ways to reduce network pressure. To simplify, they can be categorized into actions that reduce pressure at the discharge of the compressor, pressure supplied to the compressed air network and pressure at the point of use. Point-of-use pressure is normally controlled using some form of pressure regulator dedicated to a local circuit or directly at the point of conversion where compressed air is expanded to do work. Network pressure can be reduced by adjusting local compressor controls or managing multiple compressors using some form of multiple compressor controller. Another method for controlling system pressure that has gained increasing popularity over the years is a system-pressure-reducing device. Common names for this type of pressure-reducing device are demand expander, flow controller and pressure-reducing valve (PRV). Whether network pressure is reduced at the compressor or using a dedicated network pressure device, the impact on compressed air consumption is the same. However, the impact on compressor operation, supply efficiency and air quality will vary. For this discussion, compressor operating strategies and demand management will be excluded, limiting scope to the influence of pressure on compressed air consumption and compressor power.
Strategies for Reducing Network Pressure
Before attempting to calculate energy savings associated with reducing compressed air pressure, operations must be willing to support change. In most facilities, people on the plant floor typically believe more pressure is better and anything that reduces the current network pressure causes issues. To overcome perceived requirements, facility managers can dictate a change and force operations to adapt. For some organizations this is an effective strategy, but it can often create an adversarial environment where operations associate production issues with insufficient pressure, quickly allocating blame to recent changes in network pressure. When this occurs, raising the pressure can seem like the ideal solution to problems believed to be associated with the recent reduction in system pressure, and this negatively impacts energy savings over time.
Ideally, a collaborative approach that engages operations in the project delivers the best returns and sustainable results. This approach requires an understanding of current and historic issues that helped define the perceived compressed air system pressure requirements.
As an organization that has successfully implemented thousands of compressed air audits over the years, Ingersoll Rand has found that it is best to start with how pressure is supplied. Using pressure recording devices helps accurately define what pressure is delivered with respect to time. For many systems, pressure varies throughout the day and week, frequently falling below perceived requirements. Provided no production issues occurred, the data helps educate operations regarding how the system currently functions and how minimizing pressure variance reduces average pressure without reducing pressure below their current state. This also assists in defining pressure goals based on quantified data, independent of operator perception or anecdotal beliefs.
Pressure at the discharge of the compressor can be reduced independently of changing network pressure by minimizing pressure losses across piping and air treatment equipment. In this situation, it is important to measure pressure accurately across components at various supply loads. These corrective actions can be costly and intrusive, so accuracy of current and proposed state is essential to ensure corrective actions will deliver defined returns.
Estimating Energy Reduction for a Sample System
Reducing system pressure can potentially lower compressed air consumption and compressor power. The balance of this article reviews the influence of pressure on compressor power. Compressor power savings are typically estimated using the industry-recognized rule of thumb where power is assumed to decrease 0.5 percent for every 1psi reduction in pressure.
This example is based on a simple system with four identical 100 hp compressors operating using loaded/unloaded local controls, and a simple pressure cascade between compressor control settings. Compressors are rated for 400 scfm at site conditions, consuming 100 hp at 115 psig and 70 hp at 50 percent load. Each compressor has a 20-second start-permissive (off to full-load). Total system storage is 660 U.S. gallons. For simplicity, the system has no filters or dryers and total ΔP from compressor package discharge to furthest point in the network is <0.4 psi. After recording pressure, amps and flow for a seven-day period, four distinct load conditions were identified in this system.
a) Day shift, operating eight hours per day, 40 hours per week with an average pressure of 107 psig, three compressors fully loaded and a fourth unit in trim, using an online/offline control constantly cycling between 114 psig and 100 psig at 50 percent load.
b) Afternoon shift, operating eight hours per day, 40 hours per week with an average pressure of 113 psig, one compressor fully loaded and a second unit in trim, constantly cycling between 120 psig and 106 psig at 50 percent load.
c) Night shift and weekends, operating 88 hours per week with an average pressure of 116 psig, with only one compressor in trim, constantly cycling between 123 psig and 109 psig at 50 percent load.
d) Weekdays at 7 a.m. the day shift starts with demand transitioning from lowest load to highest load linearly in 60 seconds. Since demand increases faster than compressor supply, pressure falls below 100 psig, at times as low as 86 psig before recovering back to 100 psig. The total event lasts approximately 90 seconds followed by the system returning to the normal day shift condition (6.5 h/y). This occurs every weekday morning and no one at the facility has ever complained about insufficient pressure.
For this system, Ingersoll Rand recommended that the customer install a compressor system controller that would operate any combination of compressors within a 10 psi control band using a rate-of-change anticipatory control logic, and limiting pressure decay to less than 5 psi during the transition from night to day shift. The new system proposed by Ingersoll Rand would operate at an average pressure of 96 psig +/- 5 psi.
Based on the proposed system and data supplied, what values should be used to calculate potential savings? There are three common recommendations, but they do not always yield accurate estimates.
- Since the system already operates as low as 86 psig and can still decay 5 psi during the transition to day shift, set the controller for 91 to101 psig, limiting potential for pressure to fall below 86 psig. The savings calculations are based on 123 to 96 psig, representing a 27 psi reduction on 370 hp for 8,760 hours per year. Assuming a 0.5 percent reduction in power per psi reduction, this represents >326,000 kWh/y. This is incorrect because the system does not operate at 370 hp and 123 psig for the entire year. Variation in pressure and power must be considered to provide an accurate savings estimate.
- One week of data shows the facility’s average pressure is 113 psig, and average power is 165 hp. Savings calculation (based on 113 to 96 psig) 17 psi reduction on 165 hp represents 92,500 kWh/y savings. The issue with this calculation is the disproportionate weight between power and pressure.
- The calculations based on the average pressure and power for each load condition relative to the proposed average pressure of 96 psi and annualized hours represent 78,000 kWh/y. Although this calculation method accounts for average pressure and power for each load condition, savings are elevated because they are based on an average power that includes periods of time when trim compressors are unloaded. Since reducing system pressure does not impact unloaded power, only loaded power can be used to estimate the energy savings. With this correction, savings is closer to 67,000 kWh/y—28 percent lower than the weekly system average method.
It is important to accurately segment potential energy savings calculations based on load condition, time and relative change in pressure. A common error involves calculating savings based on the highest measured load relative to the highest and lowest measured pressures. For many systems the highest pressure occurs at the lowest load when compressed air consumption and supply power are at their lowest. Depending on the changes in pressure at various load conditions, the potential energy savings can be grossly overestimated. Data from isolated events or anomalies occurring during a recorded period of time must be applied with caution. Referring back to the previous example, operating the system at a pressure below 100 psig is a risky assumption because the pressure is only below 100 psig for <90 seconds per day at the start of a shift. For a few seconds at the start of a shift, any potential issues associated with insufficient pressure could easily be ignored or blamed on equipment start-up. A more detailed investigation of the production equipment needs to be done next to confirm required pressure and the ability to operate at a reduced value without issue.
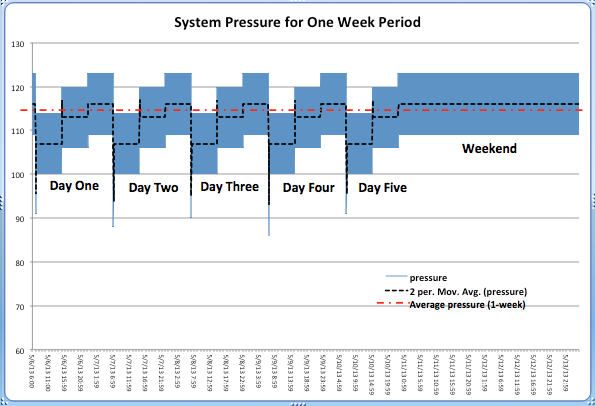
This chart illustrates the difference between average weekly pressure and average pressure by load segment based on one week of operating data.
Compressor Power Savings from Pressure Reduction
To describe the benefits of lower pressure at the discharge of a compressor, it is best to differentiate between positive displacement and dynamic compressors. How air is compressed and the influence of air pressure is very different for these two technologies. This article focuses on positive displacement air compressors, more specifically rotary screw type compressors.
Estimating the Effect on Positive Displacement Compressors
The best way to describe a positive displacement compressor is to give the example of an old-fashioned bicycle pump. At first, the pressure is low, and moving the handle up and down is easy. As pressure increases, it becomes more difficult to push on the handle. If the pump has a 2″ diameter piston, one would need to put all of his or her weight on the handle to push 60 psi of pressure into the tire. This is because work is done as a function of the piston area and the air pressure within the pump. With a 2″ piston and a surface area of 3.14 in2, the force acting against the piston is in excess of 188 lbf.
A positive displacement rotary screw compressor is very similar because the torque required to turn the rotors is a function of the pressure pushing against the rotors. Considering this fact, the torque required to move a given volume of air through the compressor is reduced as the discharge pressure is reduced. For a positive displacement compressor, like a rotary screw compressor or a reciprocating (piston) compressor, this change in pressure is generally assumed within the industry to represent approximately 0.5 percent drop in power for every 1 psi reduction at the discharge. Although this rule of thumb has been embraced as a scientific fact by many in the industry, it only serves to provide an estimated change in power for positive displacement compressors and should not be considered an accurate calculation. If the 0.5 percent theory held true, manufacturers would design compressors for 300 psig and then run them at 100 psig with 0 percent power. This is not the case due to the influences of friction, heat, internal pressure ratio, and friction losses across internal components.
Ideally, the manufacturer is consulted to determine their anticipated rerated power. Unfortunately, this information is not always readily available and quite often a sales or technical support person with the best of intentions simply multiplies 0.5 percent by the stated pressure reduction to give the manufacturer a new number. Considering the effort required to gain support for pressure reduction projects, it is very unfortunate when projects move forward and anticipated savings are not realized. To help determine if predicted savings are realistic, the influence of the pressure reduction on the compressor is estimated using empirical methods.
Estimating the Effects of Internal Friction Losses
If one were to assume 0.5 percent less power for every one psi reduction in pressure at the discharge of the compressor, this is the pressure at the discharge port of the air end (pump), not the package. Pressure at the discharge of the compressor package includes pressure losses across internal components.
Consider another example using a rotary screw compressor designed for 100 psig discharge pressure at full flow. This is one of the more common types of compressors used for industrial applications. Consider the difference between pressure at the discharge of the compressor element and the compressor package. For a contact cooled (oil-flooded) screw compressor, air goes through internal piping, an air/oil separator element, baffles, minimum-pressure check valve, heat exchanger and a moisture separator before exiting the package. To simplify, assume 15 psi of pressure loss across all these components with an average pressure loss across the air/oil separator element. If pressure at the discharge is reduced to 20 psi, the anticipated reduction in power would be 10 percent. However, as the air expands to a lower pressure, the gas is less dense.
Assuming constant mass flow at full load, the volume of air moving through the compressor at 80 psig is greater than the initial volume at 100 psig. Calculating the difference based on the absolute pressures, volume should increase approximately 1.212 times. Since the cross-sectional area does not change for the compressor components, the velocity also increases by a factor of 1.212. Since pressure drop increases as a square function of the change in velocity, the pressure drop increases by 1.47 times and the 15 psi pressure drop across the compressor package components now is closer to 22 psi. Considering the 20 psi reduction at the discharge of the compressor and the 7 psi increase in pressure loss across internal components, the compressor element only sees a 13 psi reduction in pressure, not the 20 psi seen at the discharge of the compressor. Consequently, the power reduction is only 6.5 percent as opposed to the assumed 10 percent if only the 1:2 rule-of-thumb calculation were considered. The velocity influence on heat exchanger performance compounds velocity and pressure drop issues, deflating the savings projections even further. There are also velocity constraints that may be an issue in some compressors since air does not have an unlimited velocity.
Estimating the Effects of Internal Components and Design
Two other factors within a rotary screw compressor package influence the change in power relative to system pressure, independent of changes in pressure drop across the package components. The minimum pressure check valve prevents network (system) air from flowing back into the sump when the compressor is unloaded or off. The valve also serves to maintain a minimum sump pressure when the compressor is loaded to prevent excessive oil carryover associated with high air velocity across the air/oil separator at low pressures. It also maintains a minimum internal pressure required to promote sufficient oil movement through the compressor circuit. This minimum pressure check valve limits pressure reductions to the compressor element when pressure is lowered at the compressor package discharge below a set value. Depending on compressor design and temperatures, the pressure check valve can impact internal pressure at package discharge pressures less than 80 to 70 psig.
A rotary screw compressor has a minimum discharge pressure in the design of the rotors, stator and discharge port. This is based on a compression ratio in the design and how air exits the rotors through the discharge port of the pump. Based on design, the air end (compressor element) will have a minimum pressure generated internally before the compressed segment of air is opened to the discharge port. As pressure at the discharge port deviates from design pressure, the net effect of system pressure is dampened by the compressor’s need to build a minimum internal pressure. Consequently, the influence on power diminishes as the discharge pressure gets further away from the design pressure. This internal pressure ratio can be different between manufacturers, compressor models and manufacturing date.
Testing Power Change
There is not a 0.5:1 law of thermodynamics or similar constant relationship between pressure and power for all compressors. This is nothing more than a general assumption intended to provide a quick estimate within a narrow range of pressure deviation from design. Unfortunately the truth is not well-known, and the math required for calculating power relative to discharge pressure for a specific compressor package is very complex.
The most accurate method of confirming the change in power associated with a reduction in pressure is to measure it. Run the compressor during a night or weekend shift when demand is lower and system pressure can be reduced. If this is not possible, drop system pressure carefully during normal production and note the change in power. Ideally, actual power (kW) is measured, not apparent power (kVA). Apparent power is normally calculated by measuring amperage and voltage. Utility companies charge based on actual power in kW so appropriate testing equipment is essential. The need for kW meters is due to the change in power factor associated with a reduction in motor load. The power factor is also influenced by loads placed on the electrical system, independent of the compressor. As the power factor value becomes lower, the amperage will increase, which misrepresents the actual power. Since power factor and voltage can change independent of the compressor operation, measuring amperage only and applying a constant to calculate compressor power can be misleading and lead to incorrect assumptions associated with compressor operation and estimated energy savings.
Final Savings Estimate for the Sample Problem
Referring back to the first example introduced in this article, savings ranged from a grossly overestimated 326,000 kWh/y to 67,000 kWh/y after considering details associated with pressure acting on the compressor package and the different load conditions. Ignoring any potential changes associated with pressure loss across piping, dryers and filters, the influence of changes on internal pressure loss and a measured 0.3 percent change in power per psi change at the air-end discharge results in a savings estimate of 23,000 kWh/y. The most common assessment practices are based on averaging seven days of recorded data and then calculating savings relative to some proposed state. For the sample system used in this article, the common approach estimates savings at 92,500 kWh/y. Consequently potential savings could be inadvertently inflated four times greater than the actual savings. This illustrates the importance of employing more detailed analysis and testing methods when attempting to develop energy conservation projects with verifiable results.
ABOUT THE AUTHOR
Mark Krisa is Director – Global Services Solutions at Ingersoll Rand, and leads the company’s compressed air audit program. This program is designed to deliver customer value by leveraging engineering and compressed air science to improve system reliability, quality and efficiency.
Krisa graduated from the University of Western Ontario in Canada with a degree in engineering science, and has worked in the compressed air industry for more than 20 years. His experience in the industry is diverse, ranging from compressor service technician to engineering and compressed air system auditor. Krisa authored several papers and speaks regularly at conferences and training events across the Americas. Please contact Mark Krisa with questions or comments.
To read Part 2 of this article, please click here. To read Part 3 of this article, please click here.
For more System Assessment articles, visit www.airbestpractices.com/system-assessments/pressure.



