This article reviews the benefits and design considerations of controlling system pressure from the air compressor room to the production headers and selected production processes and areas.
In an earlier article, we stressed the importance of stabilizing the system pressure to each production process at the lowest effective level. The article pointed out that probable savings of reducing the actual pressure to the process is almost three times higher energy recovery per psig, than just lowering the discharge pressure of a positive displacement air compressor. This is accomplished by reducing the required airflow with a controlled and stable lowest effective pressure and a corresponding lowest effective flow. Read the earlier article at www.airbestpractices.com/system-assessments/pressure/missed-demand-side-opportunities-part-7-importance-system-pressure-contr.
Over the last several decades, the phrase “demand-side control” has become the generic term to describe establishing a “flat line” header pressure using proper storage and an appropriate pressure regulator, or “pressure flow controller.” Use of a demand-side controller to control pressure and flow can be implemented at the entry to the production area header(s) and at selected production areas or processes.
Effect of Lower Pressure on Unregulated Flow
A plant’s level of demand flow at 100 psig-class system pressure will automatically be reduced approximately 1% per psig of pressure reduction. This reduction is known as “eliminating artificial demand” or “system over-drive.” This only occurs when the actual pressure to the process is reduced!
For example, if you have a production process utilizing 1,000 scfm at 100 psig-class “unregulated” entry air pressure and you lower pressure to a STABLE 80 psig with a controlled 80 psig entry pressure, there is a probable 20% reduction in flow for this process. The new constant demand would be reduced to 800 scfm and the likely savings for this process translates to 200 scfm at \$100 per scfm for a realistic and achievable \$20,000 year reduction in annual operating cost for this process.
Is Local Storage Needed at or Near the Process Being Controlled?
Properly sized and applied storage holds the pressure steady when peaks in air demand exceed the basic supply. No matter what controls the process, if the demand in the production exceeds the supply the pressure will fall. Usually this comes with a negative impact on productivity and quality. If it was okay at the lower pressure (and flow), then you are wasting money at what you “think” is the optimum pressure flow.
Full networking control systems and Variable Speed Drive (VSD) controls will also deliver a steady pressure to any system whose demand does not exceed the supply. Their performance is storage-dependent if their demand has random or even worse – cyclical peaking. Obtaining pressure stability without proper storage and monitoring is often very difficult.
If the plant system review indicates there is positive economic reason to set up a demand-side control system, then a decision must be made – deciding whether to control the total air distribution piping at the exit from each air compressor room or to establish a secondary demand-side control system at the critical process area(s), or both.
Eliminating Artificial Demand
The use of an effectively sized storage vessel with an appropriate pressure differential between tank storage pressure and the regulated flow pressure from the tank will allow stored compressed air to carry short duration peak loads without losing effective process inlet pressure for a limited time. A networking control system or VSD will not create a differential pressure band without similar effective storage.
Proper storage with effective regulated control, which maintains a stable pressure and flow at the lowest effective inlet pressure, is the best way to eliminate “artificial demand” or “system overdrive.” Artificial demand is air demand generated by excessive pressure with no positive impact on productivity or quality.
Figure 1 taken from a recent audit represents a very effective demand-side control installed at the supply air compressor room exit to a multi-floor plant with all processes utilizing a similar inlet pressure. When reducing the pressure to the production headers from 90 to 78 psig, the flow went from 855 to 680 scfm – 175 scfm of ARTIFICIAL DEMAND. Therefore, a potential reduction in energy cost of \$17,500 year at \$100 scfm/yr.
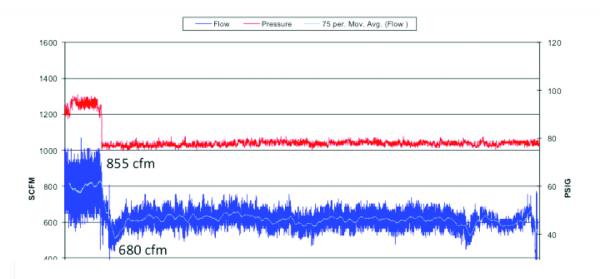
Figure 1.
Regulator or Pressure Flow Controller?
There is a common misconception that pressure flow controllers are better than regulators “because regulators require 10-12 psig or more pressure loss to perform,” but this is inaccurate. Regulators can be correctly applied with fractional pressure loss if required to control flow plus or minus 1-2 psig. We have very successfully controlled flow from 500 to 5,000 scfm with six-inch rotary vee notch valves and a pilot-operated actuator to this limit. There are also some very well performing electronic control actuators combined with responsive valves that will operate similarly in a very responsive manner.
The most IMPORTANT best practice for this component is to be sure it doesn’t become an “unintended choke” to the required rate of flow. An appropriate guideline is to size at the highest expected rate of flow (or more) at the lowest possible inlet pressure. Usually regulators or pressure flow controllers will have a good performance turndown of 20:1 or 25:1 (check performance when in doubt), but none will pass full compressed air volume at lower inlet pressure than the rating. Be sure of the low inlet pressure limitation. Size all downstream side piping and accessories to handle the expected “rate of flow” at the lower pressure. This includes valves, controls, regulators, etc.
Calculating Storage Volume for Compressed Air Systems – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Appropriate Orientation for Storage Receiver and Piping
Figure 2 demonstrates a properly installed air receiver, whether for a complete system demand-side control, a downstream area, or process control.
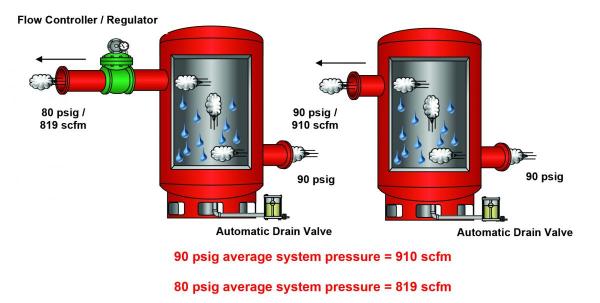
Figure 2.
Compressed air enters the receiver at the lowest possible point and leaves at the highest possible point to allow moisture and other contaminants to fall out. The exit air pressure is controlled by properly sized regulators/control value. There is often a three-valve bypass option to allow for service when required, while also avoiding the need to shut down production.
What Size Receiver?
Sizing the receiver to handle peak demand events require accurate data of the “event” to cover. There is no “rule of thumb” to size the air receiver or required effective storage. Basic required information:
- The increased magnitude of demand in scfm.
- Duration of the event in time.
- Duration of the time before any repeat event (time allowed for recovery).
- Local ambient air pressure in psia (i.e. SEA LEVEL = 14.7 psia or 7,000 foot elevation = 11 psia, etc.)
- Allowable pressure drop in the receiver for the duration of the event.
Once sized, the decision will be whether to install the required storage in the air compressor room or near the process or processes.
This information goes into the standard pump-up and decay formulas for storage. Properly selected, this allows the receiver storage to supply the peak demand event at a predetermined fixed rate of flow. The pressure recovery in the receiver is controlled to utilize a longer duration, thus converting a high peak rate of flow to a lower average rate of flow. This will often avoid turning on or loading an additional air compressor, thus reducing the overall net input energy required to produce compressed air.
When there are many process operations spread over a large area using near similar inlet pressures, a well applied central demand-side control system in the air compressor room will often be very satisfactory.
Piping and Storage Orientation for Constant Steady Pressure
There is a tendency for some designers to tie the system air to the receiver storage before the regulator or flow controller using just one line for both air in and out of the receiver.
Figures 3A shows a typical “off the receiver,” single line to fill the receiver and the same line to flow to system. Typically, a single line to the receiver does not perform to the fullest potential capability.
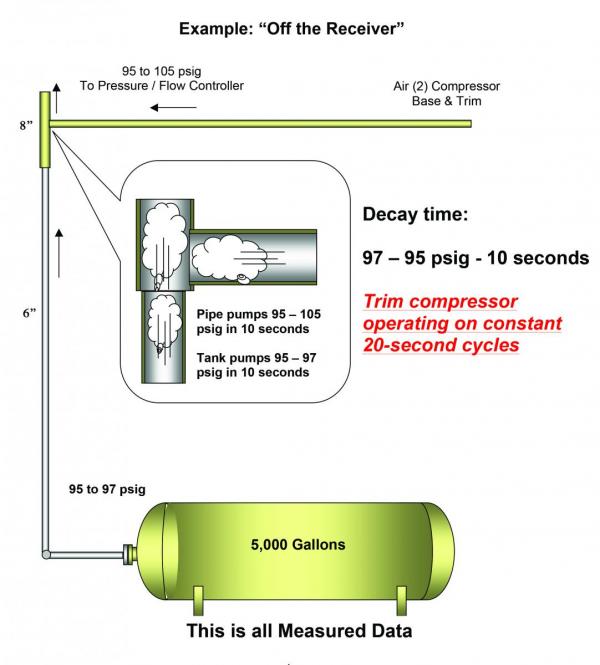
Figure 3A
There are times when the single point line in and out will work. But often, the fact is the pipe WILL ALWAYS pump up faster than the tank when a trim unit is loading or the base unit loads. The outflow of the stored air from the receiver is often blocked and cannot get to the system. We have identified this type of installation and corrected it many times.
The example shown in Figure 3A demonstrates a single-point connection. When the trim unit comes on a 10-second load/no load cycle is created. This caused significant reliability issues in the air compressor, which disappeared when the cycles went from 10 seconds to two minutes and the piping was two lines – one in and another out as demonstrated in Figure 3B.
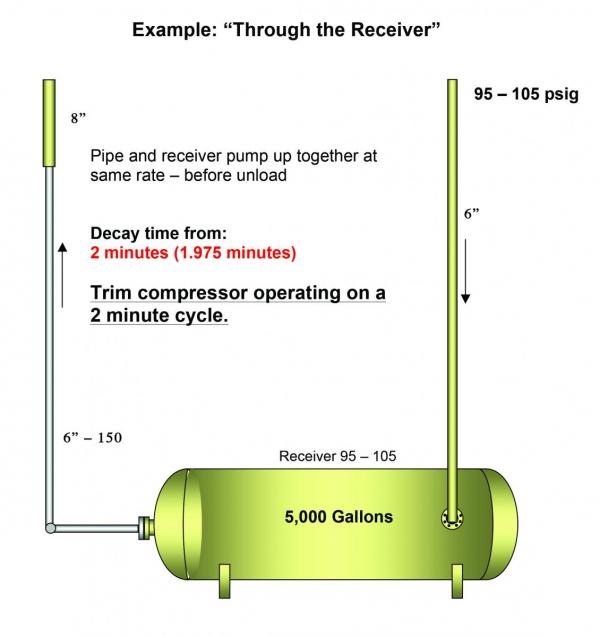
Figure 3B
We see no benefit in a single-line approach since most receivers come with two or more connection points and the only material labor savings is piping. If you use this single-point approach be sure it will work appropriately. An example is shown in Figure 4.

Figure 4. Shown is single-line convector to storage used for a process press. Air is stored to serve as an emergency control and operates if the main air system is disabled.
Achieving a Well-balanced System
In the context of stabilizing the compressed air pressure in a system and/or to a process at the lowest effective pressure, regulated controlled flow is always a positive plan. It will help to lead to a well-balanced system.
Within this framework there are several options. One is to regulate each process to its lowest effective pressure. Often plants we visit have many point-of-use or process regulators trying to implement this unsuccessfully with many out of adjustment, or even wide-open individual regulators. Another option is to control the main header or sub-header system to a 1-2 psig swing. This can be implemented with VSD controls; a central air management system, or an appropriate regulator/flow controller.
Using storage to convert a short duration of high rate of flow to a low, average rate of flow may keep additional air compressors from loading or starting up. Anytime this can be accomplished it will have a positive effect, with additional operating cost reduction savings and overall system stabilization.
There are several options available to achieve the desired balanced system. Storage and pressure flow controllers can be applied to the appropriate placement in the process. Or, storage and a pressure controller can be applied to the sub-header system using a specific area of the plant. Lastly, storage and a pressure flow controller can be applied to all the air leaving the air compressor room. When this is implemented the plant must be sure the overall distribution system feeding the production area is well balanced with no restrictions.
There are other benefits to a stabilized and balanced air system:
- Production should find a constant, steady pressure conducive to stabilizing demand and increased productivity.
- A steady, fixed pressure may also increase the quality of production operation by fixing the repeatability standards.
- Once the system is stabilized and the flow and pressure are controlled, plant personnel can experiment to find the lowest effective pressure, which will optimize flow demand.
- Storage to cover certain identifiable, larger demand events should be sized by calculation.
No Benefit to Artificial Demand
Artificial demand results in more operating cost with no corresponding benefit. Running at a lower pressure will eliminate artificial air demand without reducing productivity or quality.
For more information, visit https://apenergy.com.
To read more Pressure System Assessment articles please visit www.airbestpractices.com/system-assessments/pressure.



