Whenever we start a compressed-air energy survey there are always two key topics plant personnel feel are paramount – leaks and reducing pressure. In this installment of our series on missed demand-side opportunities we’ll address the importance of compressed air system pressure.
The benefits of controlling system pressure are often obscured by a misconception that controlling system pressure is very important because “for every reduction in system pressure of 1 psig there will be a 1/2% reduction in input energy use.” This is a “rule of thumb” that has been misinterpreted – it ONLY applies to the “air compressor 100 psig class discharge pressure.” There will be different multipliers for other pressure related to the input power/energy.
Actually, effective control of “production system pressure” has a great deal more potential energy savings than the 1/2% reduction of input energy. For example, a 100 horsepower (HP) air compressor delivering 500 cfm at 100 psig will save about 5% power (5 HP) with a reduction in discharge pressure from 100 psig to 90 psig (5 HP). Using this “rule of thumb” the annual potential savings is $1,790 per year ($.06 kW/h @ 8000 hr/yr).
The most important rule to remember when evaluating “missed opportunities” in demand reduction with regard to system pressure is “the higher the pressure inlet to almost any process the higher the air flow (cfm) usage.” |
|
|
|
|
|
There is nothing wrong with this savings and if practical it should be harvested. However, the most important rule to remember when evaluating “missed opportunities” in demand reduction with regard to system pressure is “the higher the pressure inlet to almost any process the higher the air flow (cfm) usage.”
The comparable rule of thumb for this situation is in the 100-psig class pressure system. For every 1 psig reduction in air pressure “to the process” it will reduce the flow demand somewhere between .9 and 1%. At 1% the same 10 psig reduction of the 500 scfm flow from the 100 HP compressor to the process will reduce the flow 50 cfm, which will save $5,000 per year at .06 kWh @ 8000 hrs/yr.
Before we go too far, using rules of thumb are not totally accurate but are practical – consider that many compressor OEM engineering data sheets reference flow ± 5% and power ± 3%. We have used these guidelines for years and system measurement shows them to be very reliable.
Higher pressure to the process than necessary will always cause “extra flow,” which is often called “artificial demand.”
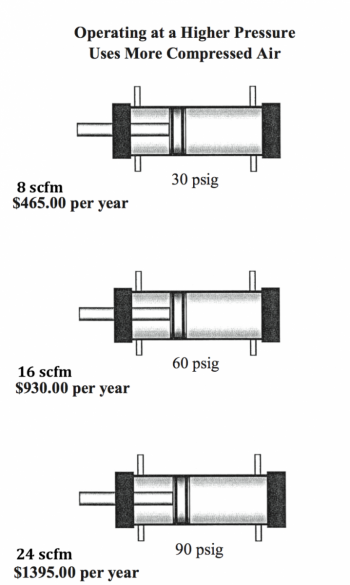
Figure 1 shows this effect on potential excess air inlet pressure to an air cylinder with 4 cubic feet volume at 2 cycles/min.
Thinking About Production Air System Pressure and More
It’s important to think about production air system pressure.
- Are the headers at a stable pressure throughout the shifts? If so, this may well be a “balanced system.” If not, we this should be improved.
- Is every operating process operating at actual minimum inlet pressure for optimum productivity and quality?
- Are all the regulators regulating?
- Do you know the pressure loss from the main header to the operating process? Is it acceptable? If it’s too high, where are the restrictions? What is the process pressure at rest? What is it when operating?
Also important is the need to monitor the main feed line to the process. Does it fall when the process engages - or even more important - as the process cycles? This would indicate several things: The feed to the process is not adequate to support the full production – if the actual inlet pressure is lower than the “at rest” feed line pressure and there are no productivity or quality issues this lower pressure is closer to the minimum optimum pressure than the header set pressure.
Always investigate any issues. Some corrective piping or storage changes may deliver a controllable, steady minimum lower pressure with significant compressed air reduction, along with improvements in quality and productivity.
Case Study
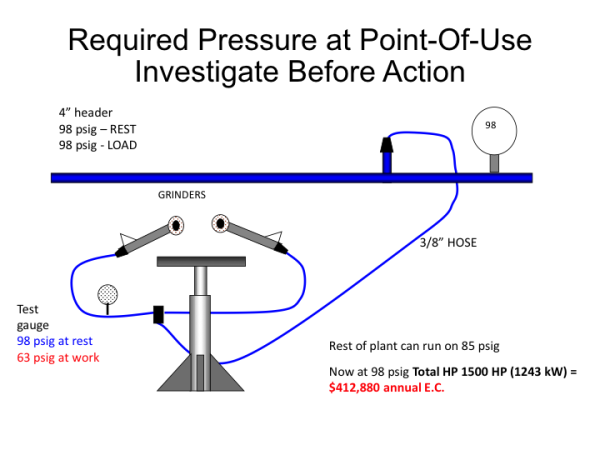
Figure 2.
Figure 2 illustrates this very situation. The header system is set at 98 psig for a grinding process. When the process operates, the actual inlet pressure to the grinder fell to 63 psig from 98 psig due to a very long 3/8-inch hose air feed line. There were significant productivity and quality issues when the header fell below 98 psig. Plant personnel wanted to raise the system header pressure to 125 psig, which is an increase of 11-12% energy input to the compressor. Increasing the feed line to the grinders to a 1-inch pipe eliminated this pressure loss.
Correction to this distribution system allowed the grinder to operate “optimally” at a measured and regulated steady 75 psig with the overall plant air system pressure reduced to 85 psig. The original system at 98 psig utilized 1500 HP. The modified 85-psig-header system included a 30% increase in total production. Total air demand fell 500 cfm (100 HP less air flow) and there were improvements in quality and productivity, all at less airflow. The results is an operating energy reduction of \$28,902 per year at 30% higher production levels.
Are Your Regulators Regulating?
This is the single most significant issue we find in almost all plants. Regulators are often selected by opening size, i.e., 3/4 inch, rather than airflow capacity at the lowest possible inlet pressure and allowable pressure loss.
Double acting air cylinders are often a key place to look for this issue. Often the line from the regulator to the cylinder inlet is too small to hold the volume required to feed the cylinder on its stroke waiting for the regulator to open. This is a function of regulator dynamics and response time and available air supply to the cylinder through its complete stroke at a steady satisfactory operating pressure. Often the stroke is ineffective – the operator responds by opening the regulator to higher or even full line pressure and the air demand increases proportionally.
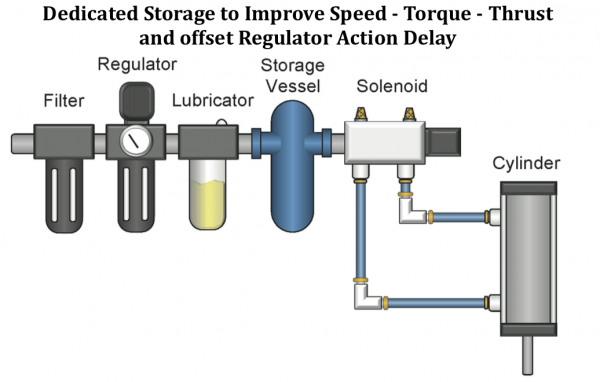
Figure 3.
Figure 3 shows one method to correct this – measure the dynamics and calculate the storage required to complete the stroke, install a small storage vessel to supply the stroke air, which will refill when the regulator opens. Other options that may apply are to increase the size of the feed line to accomplish the same thing, or change regulators to one with a more appropriate operating profile. The net requirement is to deliver the required minimum volume of air at the lowest steady inlet pressure. Again, when implemented properly and monitored, productivity and quality will be improved and the demand flow will be at its optimum volume.
Be sure to look for the regulator that is not regulating.

Figure 4.
Figure 4 shows a regulator installed to a process that is taking in 110 psig compressed air and delivering 110 psig compressed air to the system. In all probability the process does need 110 psig of air to run but something has interfered with the timing and operating dynamics, or the regulator selected is not appropriate for the applicator. Whatever the cause, this situation calls for an investigation.
Summary
These projects when successfully implemented usually deliver high results in compressed air reduction with low investment cost. Generally speaking in a 100-psig-class air system, most processes will have an optimum operating inlet pressure of 70 psig to 90 psig. If the process requires a higher inlet pressure you will probably have higher header pressure.
Future articles will cover some methods to handle such situations, particularly when one process requires significantly higher inlet pressure than the rest of the plant.
Here are key takeaways when it comes to system pressure control:
- Know what the lowest effective pressure to each process is.
- Deliver it in a controlled steady manner.
- Monitor it if feasible.
- Identify your demand reduction and go for the “atta boy.”
To read similar Compressed Air Pressure System Assessment articles visit www.airbestpractices.com/system-assessments/pressure.
Read all the articles of this series:
Missed Demand-Side Opportunities Part 1 - Flow Restrictions from Pipe Headers
Missed Demand-Side Opportunities Part 2 - Integrating Multiple Air Compressor Controls
Missed Demand-Side Opportunities Part 3 - Controlling Open Blowing with Compressed Air
Missed Demand-Side Opportunities Part 6 - Look to AODD Pumps To Lower Compressed Air Demand



