The previous two articles (Flow Restrictions from Pipe Headers and Integrating Multiple Air Compressor Controls) in this series covered some very common issues in the Compressed Air Generation or “Supply Side” with regard to misapplying some capacity controls and installing different types of air compressors with piping and/ or orientation. These can preclude any reduction in compressed air demand on the production side from effectively translating lower air usage into a commensurate level input energy.
From this point on we will look at some of the common missed opportunities for compressed air reduction in most production facilities. The topic of this article is open blowing with compressed air.
“Blowing Off” Products in Production Lines
Many industries use a great deal of compressed air in “blowing off” the product. It is used to removed cleaning agents and water, to move product along the line, to remove rejected pieces, etc. It is also used for various cooling applications such as camera lens in hot areas; mold cooling; etc. The compressed air used in these operations varies from open tube or pipe blowing; to non- amplifying control dispersion nozzles; to venture-driven amplifying nozzles. Almost without exception, any straight compressed air blow off through an open pipe or tube will be very inefficient and the compressed air used can be reduced by 50% or more with better pressure and performance.
Regardless of application, there are several guidelines that should always be considered when compressed air is used for open blow off:
- Is there a mechanical way to do the job?
- All blow- off air should be regulated to the lowest effective pressure. Higher pressure means higher flow, which may not be needed.
- Use Venturi air amplifier nozzles whenever and wherever possible. This will usually reduce blow off air up to 50%.
- All blow off air should be controlled to shut off (automatically) when not needed for production.
- When blower air is available compare the net energy cost of each alternative.
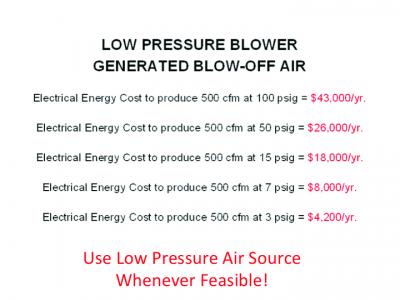
Figure 1
Low Pressure Blower-Generated Air
Compressed air flow, at 25 psig or less, can often be delivered by proper blower selection. If the blower air is already available on site, it definitely should be a prime candidate. In any case always review the electric operating energy cost, initial equipment & maintenance cost, and compare to other air system/ nozzle combinations.
“Blower- generated” low-pressure air is much less costly to produce on a \$/scfm basis. It is the volume of air (scfm) creating the mass or weight of the air that performs the blow off. The pressure influences the “thrust” at the end of the nozzles where it quickly dissipates. Often a “higher volume” or weight of air at a lower thrust (pressure) improves productivity and quality of the blow off over the higher thrust version. For these types of application, there are generally three types of blowers used:
- Regenerative
- Centrifugal
- Positive Displacement
There are many other types of blowers (rotary vane, liquid ring, etc.) used in industry, particularly in the smaller sizes. As in most air and gas compression equipment, larger, well- applied central units may well prove to be the most energy efficient solution when conditions dictate. Each opportunity needs a specific evaluation and possible testing to find the optimum relationship of productivity and cost.
80-100 psi Compressed Air for Open Blows
There are three basic selections to use high pressure compressed air as blow off air. They are open tubes and pipe, open jet/ dispersion control nozzles and Venturi Flow Inducer nozzles.
Open Tube and Pipe
The open pipe or tube flows compressed air to the process with very little, if any, significant amplification. Turbulent compressed air blasts straight out of the pipe or tube. It not only wastes compressed air, but often also violates OSHA noise and dead end pressure requirements. Plants with many 1/8” and ¼” open tube lines running as blow off on units will use approximately 14 and 32 cfm each, respectively, at 80psig with 1 foot long tube. This goes up to 180 cfm with ½” open pipe.
Engineered Nozzles: Open Jet/Dispersion and Venturi Amplifiers
There are two basic types of higher efficiency nozzles available to use in place of open tube or pipe; open jet/dispersion and venture amplifiers.
Open Jet Dispersion
Applying a high-quality open jet/dispersion nozzle with limited amplification will reduce this air usage significantly and it will control the air flow. We now have a predictably repeatable air flow, which when implemented correctly, will be more effective in the process delivering a stable potential optimum blow profile. Applied with properly selected regulators, the compressed air inlet pressure can be adjusted to identify the optimum flow at the lowest effective inlet pressure.
These jet type controlled dispersion nozzles come in many different configurations often designed for specific processes. Fig 2 shows a typical example of these with some tested compressed air flows at varying inlet pressure.
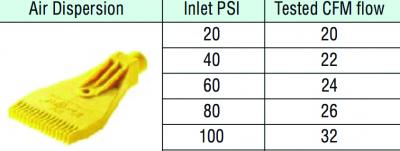
Figure 2
Venturi Amplifier Nozzles
Venturi air amplifiers require less compressed air. These air amplifiers use the venturi principle to pull in significant amounts of ambient air and mix it directly into the air stream, which amplifies the amount of air available at the point of use. Air amplifiers have amplification ratios up to 25:1. Using 10 cfm of compressed air can supply up to 250 cfm of blow-off air to the process and generate a high total flow with low compressed air consumption.
There are many configurations and styles for various applications including straight nozzles; air bars; circular design for tubing and pipe blow-off; high thrust; adjustable amplifiers; etc. In many cases, an appropriately selected and applied venture amplifier may well deliver lower net energy cost blow-off air than even blower-generated blow-off air. The capital cost and maintenance for the amplifiers is relatively low with very good installation flexibility.
How do these compare:
For a true comparison the system designer needs to collect all the appropriate performance data and perform a site specific analysis. Figure 3 shows open pipe/tube, open jet dispersion control, and venturi amplifier nozzles with some basic annualized energy cost for the consumed plant compressed air based on \$.06 kWh and 8000 hours per year of operation.
It is important to point out that, in Figure 3, all flowing air streams induce some flow which in the final flow values shown are included at approximately 12 inches from the exit point and reflect a specific test. This establishes a point of reference.
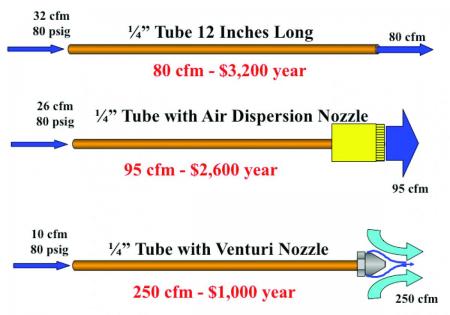
Figure 3
Recent Developments with Mini Venturi Amplifiers
The new mini Venturi Amplifier Nozzles have opened whole new areas of opportunity. Before this product development, flows much lower than 5 to 7 scfm of plant air would accomplish little or no effective venturi induced flow. These new nozzles can now deliver up to 25 to 1 amplification at flows between .1 scfm up to 2.2 scfm. They will deliver relatively high flow for small blow –off and cooling applications with extremely low plant air use. Figure 4 shows a Typical Mini Venturi Amplifier:
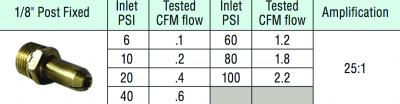
Figure 4: A typical Mini Venturi Amplifier
Case Study at a Plastic Extrusion Plant
Mini Venturi Amplifier nozzles were applied to a cooling project at a plastic extrusion plant during a recent audit. The current cooling air flow was supplied by three open blow hoses mounted in the fixture. The measured flow of plant air was 7 scfm for an average of 2.35 scfm per hose. These flows were manually controlled by the operation – 17 operating lines were checked and these are very average numbers.
A 1/8” post-type mini venture amplifier nozzle was on each blow off line and the flows adjusted to deliver the acceptable cooling needed to hold the quality finish.
With the control valves adjusted to create the desired flow, the flow meter then read 0.4 scfm for the total of three hoses being used. This would reduce the individual hose average to 0.13 scfm. The recoverable electric energy from this test was calculated with the following results:
|
Number of applications |
55 blows/ 17 extruders |
|
High pressure compressed air used currently |
119 cfm |
|
Current annual energy cost for blow air |
$10,730/yr |
|
Compressed air savings with Mini Venturi Amplifier nozzles (.4x 17 = 6.8 cfm) |
112 cfm |
|
Value of air reduction (Plant air cost) |
$90.17/cfm/yr |
|
Total electrical energy cost recovery by installing venture nozzles to reduce blow by |
$10,099/yr |
|
Cost of nozzles and installation |
$2,000 |
|
Reduction in compressed air use |
94% |
Productivity and quality improved because maintaining the critical stable flow in the lines with the current system was somewhat difficult due to compressed air system pressure fluctuations affecting the flow. This had to be corrected by various plant operators with manual controls. With the selected nozzles, the flow is always a stable .13 cfm each. With these mini nozzles, no opportunity is too small to be missed.
Summary
Blow–offs in any form are always a “missed opportunity” if not addressed. Uncontrolled it is a continuing source of leaks. Left on when not needed is a major waste. Applied at excess pressure is expensive. Applied poorly may be a negative to quality or productivity. It deserves careful attention.
There are many items and products to consider to optimize your blow off air opportunities. Most require common sense and diligence. This article has only showed a few examples to highlight what I hope will stir your interest to look deeper.
These are some take aways:
- Don’t select a blow off system without considering the total operating cost in compressed air energy.
- Generally there should always be a set up with some type of automatic shut-off when open blows are not needed.
- Tied to the production machine controls.
- Electric eye or other device to only blow when needed and come back on when needed.
- If there is a constant blow such as lens cooling, try and see if a “delayed pulse” of air will also work using less air.
- Use the lowest pressure air possible.
- Select the nozzles and air supply that perform the function at the lowest operating cost
- Blower air should be considered as well as engineered and Venturi amplifiers.
- Almost without exception, a straight compressed air open blow through an open pipe or tube will be the most inefficient and most expensive option.
We hope you’ve found this interesting and look forward to your comments! Contact Hank van Ormer, email: [email protected].
To read similar System Assessment End Uses articles visit www.airbestpractices.com/system-assessments/end-uses.
Read all the articles of this series:
Missed Opportunities in Compressed Air System Design Part 1 - Flow Restrictions from Pipe Headers
Missed Demand-Side Opportunities Part 2 - Integrating Multiple Air Compressor Controls
Missed Demand-Side Opportunities Part 6 - Look to AODD Pumps To Lower Compressed Air Demand
Missed - Demand-Side Opportunities Part 7 - The Importance of System Pressure Control



