In my previous article, I discussed the people who would be internal customers of a compressed air control system and of a monitoring system. They are very different people. Maintenance is the customer of controls and energy engineering is the customer of monitoring. And I discussed potential problems that can occur when combining monitoring and control in the same system. In this article, I will get more specific about building practical systems that address both controls and monitoring.
Since people and infrastructure are the scarce resources, I will organize this article around the following scenarios:
- Plant has an EMCS or SCADA system and a person to look at it.
- Plant has no EMCS or SCADA, system, but has a vendor with an available auditor.
In this article, I will not address OEM-specific approaches or emerging cloud-based dataloggers. A future article will address these, as some new products are coming on the market at this time and haven’t been proven yet. I will discuss monitoring done in a “vendor agnostic” way, by a third party.
Plant With EMCS or SCADA System and Person to Look at It
I will use an example project at a cement plant, a large plant with multiple compressor rooms and different brands compressors, supported marginally by different compressor dealers. This adds complexity to the control and monitoring issues. And it shows how a controls integrator attempted to do monitoring.
A specialty compressed air integrator had done a good job managing control of six compressors in two compressor rooms, and had embedded some monitoring functionality into the controller. See below for a system diagram. The control system, installed in 2012, was based on an Allen Bradley Control Logix PLC, a robust, powerful, industry-standard controller, with a touch screen display. The PLC received analog inputs from sensors including motor current and pressure, calculated real-time values like power, flow and efficiency (calculated from Amps and speed), and the displayed the operator interface function, not trend-logging. The plant’s HMI software performed monitoring, pulling data from the PLC. In general, it was built like a typical large custom integration project, with compressed air expertise. However, there was a fuzzy division between monitoring and control.
Long-term operation of a system like this is difficult, with changes in staff and type of compressors. In 2018, the plant decided to replace four of the older compressors with two new ones from another brand altogether. Fortunately, they did call the integrator back to reprogram and recommission the system to operate the new compressors optimally. At that time, the integrator had to change the monitoring calculated values in the PLC. Since the monitoring function was separate from the control panel, and owned by the customer, that data was still available.
Unfortunately, monitoring data being sent to the HMI system was not accurate. Power was not calculated properly on the new VFD compressor. Additionally, the time stamp on the data was incorrect. It appeared to be off by a factor of about 60 (minutes were being recorded as hours). Personally, I would have preferred the analog inputs going directly to the plant SCADA system, with transparent calculations, if any. The plant did not trust the power and flow values coming from the controller/monitoring PLC either.
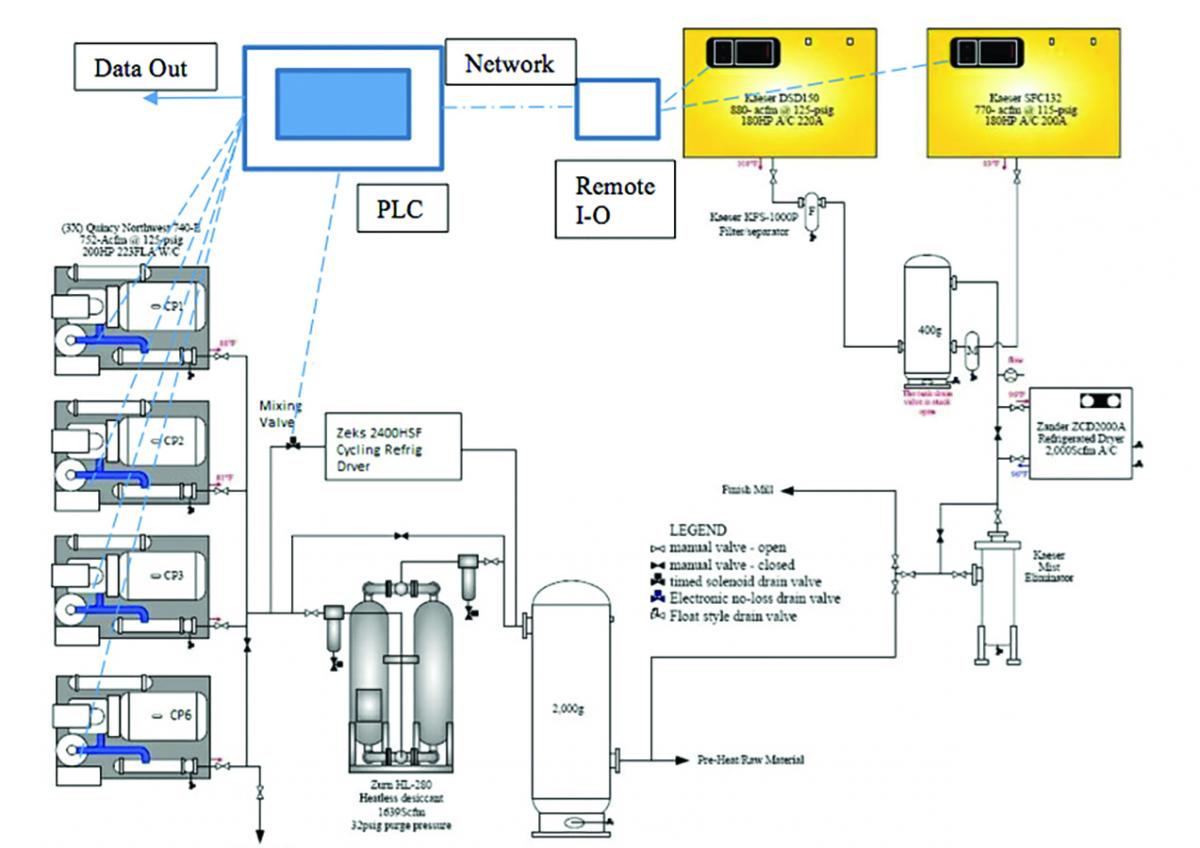
Figure 1. A simplified diagram of a compressed air system with integrated control and monitoring. Click here to enlarge.
The strengths of the monitoring / control integration were as follows:
- The right things were being measured.
- Inputs were protected by fuses, so they couldn’t cause problems with controller if they failed.
- There was no local database, so the controller did not end up an “island” of unused data.
The weaknesses in the monitoring system were as follows:
- Those formulas were unknown to the user and to the energy engineer, thus not trusted.
- Particularly if a new input module was needed, like for remote flow meters.
- The customer couldn’t do it themselves.
- There was a network interface problem between the German-made compressors and the master PLC.
Recommendations for improvement are as follows:
- Wire current transmitters (CTs) and other monitoring-only transmitters to the plant’s analog input modules, and poll the data directly from the HMI. A redundant pressure transmitter needs to be installed, since one is used for control.
- If the plant’s analog input modules are not available in the compressor room, patch the raw values directly through to the HMI, and do the scaling and calculations on the plant HMI.
- It should know if the KPIs have drifted, and alarm at predetermined variances.
Plant With no EMCS or SCADA System, But Has Vendor Support and an Auditor
An example for this scenario is a mid-sized aerospace component manufacturer. They completely upgraded their system, installing new compressors, storage, filtration, dryer, and master controls. Fortunately, an expert auditor designed the system, so it had the correct configuration and controls for efficient and reliable operation, and the best available technology for controls and monitoring that was appropriate for the site. See the drawing below.
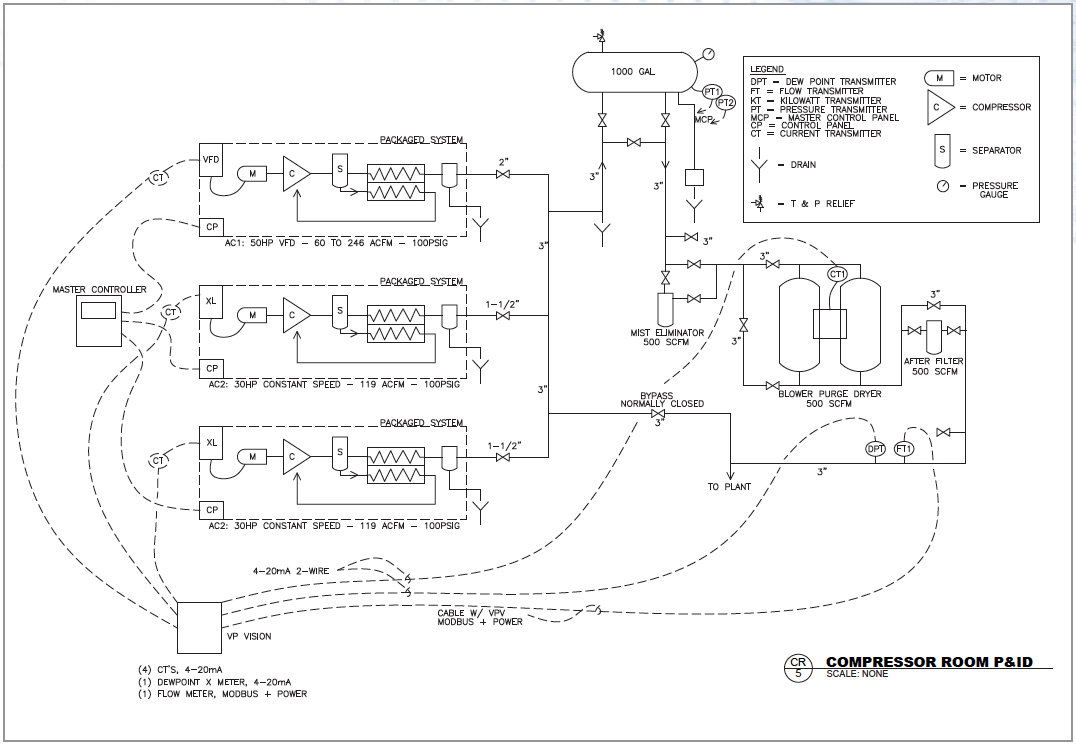
Figure 2: A diagram of a compressed air system with separate control and monitoring. Click here to enlarge.
The local support was good for the equipment and engineering services, but the customer did not have a large enough facility management staff to handle the data-collection side, nor do they have the staff to analyze the data. The local equipment supplier was able to provide a basic master controller, and after much wrangling, got it working. But they were definitely not capable of developing a monitoring system for the customer.
The approach taken on this project was synergistic, matching the best available, appropriate technology to the plant, considering their infrastructure and staff. The elements of the project were as follows:
- This followed the design principles identified in the 2017 ABP article, “Sizing VFD Compressors for Multiple-Compressor Systems.”
- Wet-side storage
- Mist eliminator
- Regenerative (blower purge) dryer, tuned for energy management.
- Master controller, Allen Bradley PLC-based, target sequencer algorithm.
- Monitoring system: flow, current, pressure and dew point trending.
The next graphic show the control system and monitoring system.
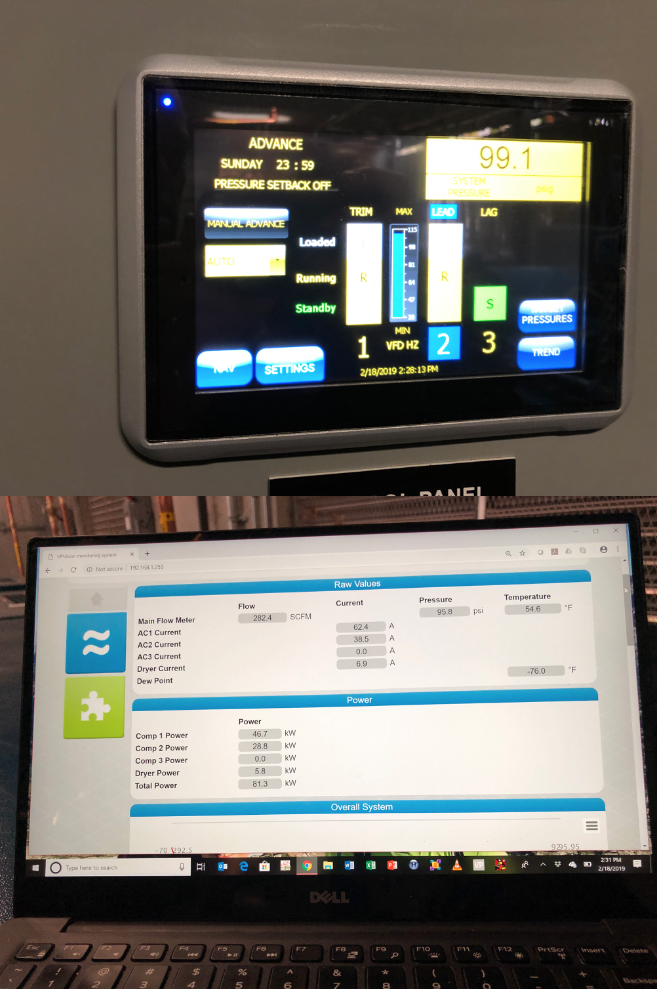
The monitoring system, which was designed for long-term monitoring, became essential for commissioning the various aspects of the system. Since it was installed before the new equipment was started up, data was immediately available. Temporary dataloggers did not have to be installed. This system commissioned and validated the following:
- Dryer dewpoint demand controls working properly, after cool-down purge turned off and demand controls turned on (vendor fought this…)
- Amps were initially too high when unloaded.
- Sequencer proper operation.
The monitoring system is simple enough that they can be trained to see if it is out of tune, and can contact the outside resources to help at that time. At the current time, the customer has not yet run the Ethernet from the compressor room to the plant Ethernet hub. After that is done, they merely have to hit the fixed IP address of the monitoring system on a web browser to see all the monitoring data and KPIs. They will also be able to download data.
Recommendations for improvement are as follows:
- Complete Ethernet connection.
- Train operators and engineering on use of data collection system.
- When future upgrades become available, connect the monitoring system data to a cloud-based server via a cellular modem.
5 Installation Tips for Flow and kW Meters – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
When plants don’t have an EMCS or SCADA system, some prefer the simplicity of having the controller and monitoring system integrated. These type of systems typically use an embedded controller running proprietary software, not a PLC. This has advantages for a smaller project in that it is faster and cheaper to implement than a custom PLC with a separate monitoring overlay. Every plant has a different situation, and some are ambivalent to the type of processor. I have found that the smaller the plant and the less integrated the industrial IT systems are, the easier it is to use a non-PLC product. In cases where the customer prefers this approach, you need to use a system with significant history integrating monitoring and control, and a supplier that knows how to implement it properly. At the end of the day, people are more important than technology, and reliable control is more important than data. Work with the supplier that understands how to implement master controls first, and monitoring second. Ideally both.
I am are aware of several integrated control/monitoring systems on the market. Some compressor OEMs have master controllers with integrated monitoring. And there are several third-party controller vendors that have one. The decision to use an OEMs or third-party’s controller really comes down to people. Who can implement and support it best? A diagram of one third-party supplier’s product (Air Leader) is shown below. There are other products on the market that have similar functionality, including OEM-supplied and third-party products. Having monitoring at the time the controls are implemented has great benefit, so consider these kinds of systems when the IT systems are less integrated or there is not time or money to implement a PLC-based system with separate monitoring.
But before you assume that a combined control/monitoring proprietary system is best for you, think about the integration issues that larger plants struggle with. They used to be small, and had less IT sophistication. They ended up with scores of different propriety controllers and datalogging systems. They have long since lost the software, manuals, and cables necessary to pull data from each of them, and the data becomes useless. Smaller plants can end up with the same woes as they grow and proliferate “islands of automation”. Data integration will be necessary as time goes on. Eventually, many “smaller” plants will spend the money and implement a common, plant-wide SCADA and/or EMCS system. Thus, for the smaller plants that don’t yet have a full SCADA or EMCS system, I strongly recommend implementing a common SQL database that polls each of these systems and trends the important data. And I recommend having that common monitoring database on a system that is separate from the controllers. Then, some of the data can be made available to remote offices and even some outside services via cloud-based integration. And it can be ported-over to the new common SCADA or EMCS system once it is implemented.
A couple comments on “cloud” integration. The market is changing rapidly as I write this article. Equipment OEMs and third-party controller suppliers are starting to offer cloud-based services. However, this really doesn’t solve the “islands of data” problem. It just moves the islands to the clouds! The challenge will be the integration of the data, whether it is locally or remotely stored. Consider what architecture makes it easiest to integrate the data, secure it, and make it available to all users easily.
Finally, consider the value of the auditor at the back end of the project. They should be able to help implement monitoring so that the Key Performance Indicators that justified the project, like kW/100 scfm or leak load, are clearly displayed and trended. They can also add value in testing and commissioning controls so that they operate as intended.
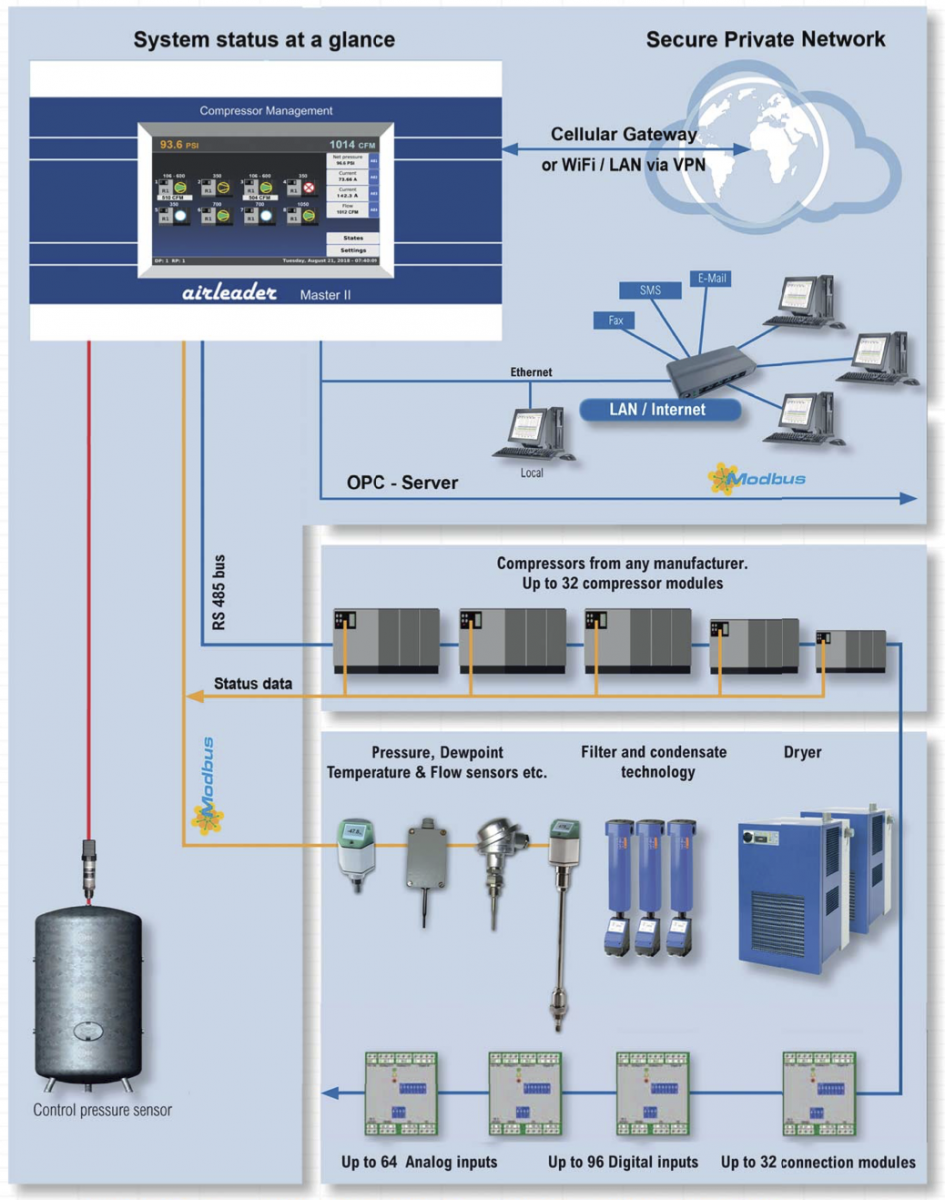
Click here to enlarge.
Recommendations
- Get technical support from a qualified compressed air specialist to set up monitoring properly.
- If a standard PLC is not required, an integrated monitoring/control system can be a good idea, as long as the firm supplying it has extensive experience.
- In either case, use suppliers who can integrate remote monitoring into their product, and get that data in front of the right person.
- Use your auditor to assist in the monitoring and commissioning phases of the project.
For more information, contact Tim Dugan, President of Compression Engineering Corporation, tel: (503) 520-0700, email: [email protected], or visit http://compression-engineering.com/.
To read the first part of this article, Reliability: Should Compressed Air Monitoring be Combined with Control?, click here.
To read more Air Compressor Technology articles, please visit www.airbestpractices.com/technology/air-compressors.



