Air compressors need to be matched to load effectively and efficiently. If the air compressors’ range of variation can’t be matched to the system variation, instability and/or inefficiency can result. This article discusses the problem when it isn’t matched, which is called “control gap” and what to do to avoid it.
Master VFD Control Basics
It’s important to remember a few basics about combining fixed speed and Variable Frequency Drive (VFD) screw air compressors before discussing control gap, which I wrote about in a previous article. The article is available at (www.airbestpractices.com/technology/compressor-controls/master-controls-multiple-air-compressor-systems-vfd-compressors. In summary, to properly control a set of screw air compressors with a VFD trim air compressor:
- Ensure all air compressors have common sensing location.
- Set up air compressors to accept remote commands.
- Select proper control algorithm. The “target” algorithm is best.
- Test, tune and measure.
There are several control algorithms that might be used to control multiple air compressors. The best for systems with a VFD trim air compressor is a target algorithm if it’s a properly-sized unit. I recommended sizing the VFD air compressor at 1.5 X the base-load air compressor size, without going into detail about the control gap problem. The VFD air compressor speed control is set in the middle, or “target,” and the base-load air compressors “bracket” it. They operate with one or multiple pressure windows, fully bracketing the VFD unit. See Figure 1. The pressures are arbitrary; the differences in pressure are what is important.
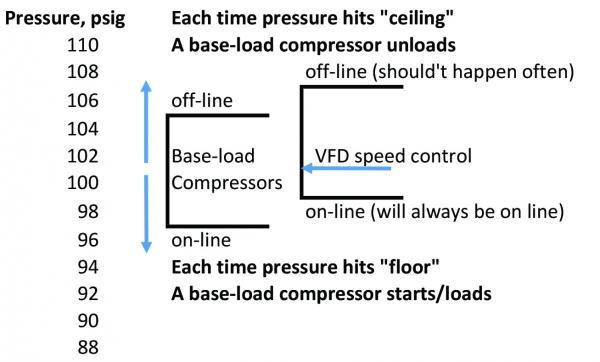
Figure 1. Target algorithm for a properly sized VFD air compressor.
A Close Look at the Control Gap Problem
Now that you know the proper way to set a VFD air compressor’s control pressure in a system, let’s discuss the problem as it relates to screw air compressors. What happens when you have the right pressure settings, but the relative sizes of the air compressors makes it impossible to control to those settings?
That problem is what we call control gap, which is more definitively defined as the mismatch between supply and demand that happens when demand is in a range where no stable set of air compressors is possible. With a VFD/fixed speed mix of air compressors, that is where the VFD air compressor is not able to control pressure in its speed range with base-load air compressors at stability, either fully loaded or off. This is due to an improperly-sized VFD air compressor relative to the other air compressors, and/or improper control settings.
Notice I said “improperly sized” VFD air compressor. What would happen in Figure 1 if the base-load air compressor was the same size as the VFD air compressor, which is a typical scenario? What would be the problem with that?
To explain, let’s call the capacity of each air compressor X. Let’s assume the VFD had a generous 70% turndown, matching demand from 0.3 X to 1.0 X demand. Assume demand went from just below the capacity of the VFD to just above it, from 0.9 X to 1.1 X. The VFD would go to maximum speed, and pressure would drop. The base-load air compressor would start and load. Supply would be the sum of the two air compressors, or 2.0 X. Remember demand is 1.1 X.
Pressure would rise quickly, the VFD would try to spin back to accommodate that (but still making air at minimum speed, 0.3 X). Assuming storage is sufficient and VFD response speed is fast enough supply would drop to 1.3 X and demand 1.1 X by the time pressure was at the top end of the VFD’s control range. Pressure would continue to rise. Then, the base-load air compressor would have to unload. Now supply is 0.3 X and demand is still 1.1 X, so the pressure would drop very quickly. The VFD would try to spin up and catch demand. Even if storage was large enough and the VFD fast enough, pressure would still fall below its setpoint because demand is more than supply still, 1.1 X demand versus 1.0 X supply. The base-load air compressor would load up again.
This cycle would repeat over and over again until demand was below the VFD’s capacity or above the base-load plus minimum VFD speed capacity. In the middle, this “dead band” or “no-man’s land,” is where the control gap problem occurs.
There is a way to tune around control gap. Certainly, the best way is to make the VFD speed range more than the base-load air compressor size (in cfm), 1.5 X as I recommended above. Also, use a targeting algorithm. It will keep the VFD moving back and forth in its speed range all the time.
There is also the alternative of merely putting the VFD in “trim” or the No. 2 position by “cascade” control. Unfortunately, this would not be an efficient and effective mode if demand went below 1.0 X often, which in most small- to medium-sized plants it does.
Solutions to Control Gap
Let’s finally get to the solution! Here are some recommendations.
- Right-sized VFD air compressor: The first and best solution is to use a bigger VFD air compressor or smaller base-load air compressor. Note that doesn’t always require a new, bigger VFD air compressor! If your budget is limited, and you can’t get a new VFD air compressor, look around for a solid, reliable 0.5 X to 0.7 X sized air compressor, and install it. Maybe it is already in the system. Then, let automation decide how to run the system.
- Proper storage: I suggest greater than five gal/scfm of the largest fixed speed air compressor you will run, to get the five psi rise time to greater than nine seconds. Check with your OEM if that is enough time for the VFD to react without greater than 2.5 psi over/under shoot. If it needs more time, increase storage accordingly.
- Properly tuned VFD: Set it and test it to be able to control pressure within half of the pressure range as the fixed speed air compressor pressure range. Proportional control in a fixed pressure range will make it more predictable, eliminating over/undershoot.
- Better automation: Use a proper algorithm, properly tuned and commissioned. That is the target algorithm. However, never, never start two machines instead of one because the VFD is slow in responding. You might need to tolerate a very short time that the system rides above the top pressure and below the low pressure. The algorithm of your master controller should be transparent. You need to know that it is truly a “target” sequencer, not a “cascade” sequencer, or you will have to retune the system for one fixed speed on/off, then two, then on. For example, if you can’t change the VFD air compressor, program the algorithm to use the 50 horsepower (hp) before the 100 hp, and switch between the 50 hp and 100 hp, rather than adding the 100 hp. Then the “jolt” on the system will be half.
Retro-commissioning Study Reveals Control Gap Issue
A case study illustrates the problem. In this case, an actual 75 hp air compressor system was improved by the addition of a 75 hp VFD air compressor and then fell into a worse efficiency condition than before, all because of improper controls. After the system was retro-commissioned, however, control gap was managed. This was an actual project from 2012.
Seven years later, I performed an audit and discovered the inevitable. Demand had crept up and the second air compressor was needed. It had been just turned on in manual control, no controls adjustments made or automation added. The result was:
- The VFD air compressor was operating from 150 to 200 scfm in a large pressure range, over 10 psi swing, from 114 to 129 psig.
- Simultaneously, the fixed speed air compressor was modulating from 0 to 170 scfm in a narrower pressure range, from 116 to 122 psig.
- The overlapping ranges caused both air compressors to always operate in parallel. Even when flow was 120 scfm, both air compressors were on, consuming 75 kW. This was very inefficient as shown in Figure 2.
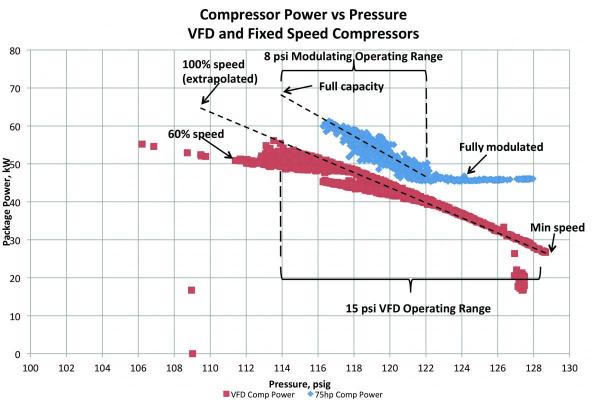
Figure 2. Total power versus flow curve before improvements.
Solving the Control Gap Problem
For this project, I could have recommended either a larger VFD air compressor or a small base-load air compressor, and a target sequencer, but the air compressors were fairly new, and the utility’s incentive already paid for a VFD. I wanted to still use these air compressors. In order to tune around this control gap, root problems had to be solved:
- The VFD proportional range (in pressure) was too large. It couldn’t be bracketed by a target like that shown in Figure 1 without a huge pressure range.
- No automation was in place to coordinate the setpoints of the VFD air compressor and the fixed speed air compressor.
- Control gap had to be addressed without adding a new air compressor.
Per my specification, the supplier modified the settings for the VFD proportional range to as tight as possible. I liked the fact that it was pure proportional demand, making it very predictable. Next, they supplied a master controller to manage the setpoint of the VFD and control the fixed speed unit. Finally, they adjusted controls, including the local modulation controls to be above the range of the automatic controls.
The control gap was between about 320 and 430 scfm. See Figure 3. We were able to tune the system to be stable in the control gap by the following:
- Installed automation that controls the VFD setpoint, the VFD air compressor’s load and unload point, and the fixed speed air compressor’s load and unload point.
- Used proportional control for VFD versus pressure (predictable pressure 1 (“P1”) and pressure 2 (“P2”) for speed 1 and speed 2.
- Set VFD air compressor proportional range as tight as possible. For this unit, that was seven psi.
- Set VFD air compressor unload pressure barely above minimum speed pressure P2.
- Set fixed speed air compressor setpoints outside the entire VFD air compressor’s range, including its unload point. See Figure 4.
The above settings would trim the VFD when demand was below 320 scfm. However, it would also base-load the fixed speed with the VFD trimming at demands above that, creating a potential control gap between 320 and 420 scfm, where the VFD air compressor couldn’t spin down far enough. See Figure 3. In spite of that small control gap, we were able to commission the system to only have a maximum load-unload cycle of four minutes and very low unloaded losses.
However, without data-collection and tuning, this easily could have gone awry. We tuned around the “control gap” problem. In general, to avoid control gap with a small VFD air compressor, you need to completely capture the VFDs control range within the base-load air compressor’s range as illustrated in Figure 4. Then the VFD will unload before the base-load air compressor does.
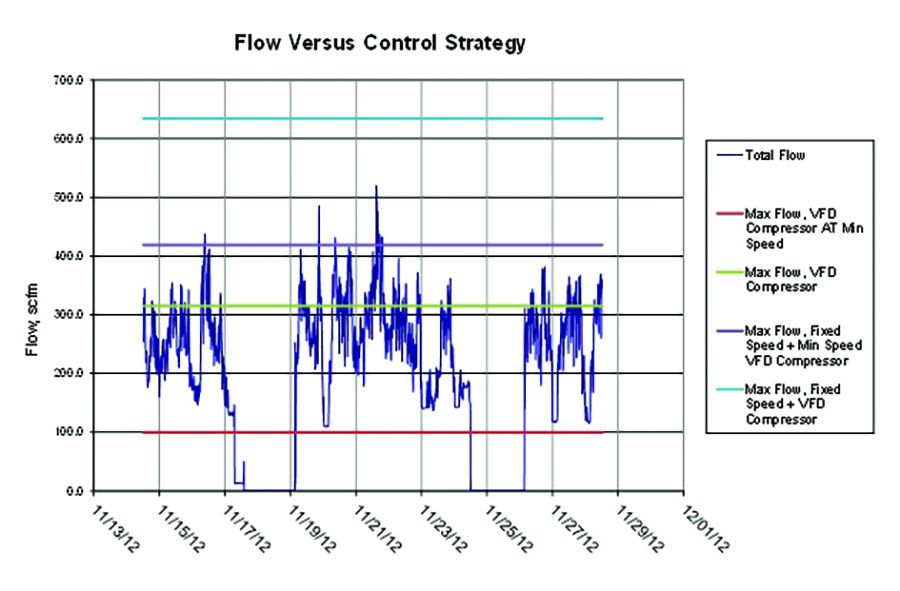
Figure 3. Control gap flow range. Click here to enlarge.
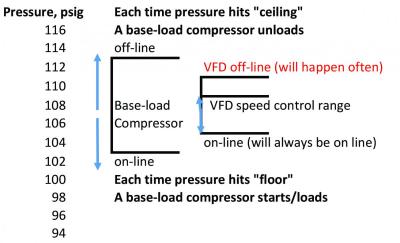
Figure 4. Target algorithm, small VFD air compressor.
Try Avoiding Control Gap Altogether
Try to avoid control gap with VFD/fixed speed air compressor systems by sizing the VFD air compressor at 1.5 X the base-load size. In addition, add 5 X storage (gallons x base-load scfm capacity) and install a target sequencer that is designed to control a VFD air compressor as a trim unit.
If installing a properly-sized VFD air compressor is not possible, control the VFD air compressor completely within the target range of the base-load air compressor, and tune the system.
Finally, having a retro-commissioning (or “tune-up) study and project performed and on any VFD/fixed speed air compressor system will probably result in energy savings and reliability improvements. I strongly recommend having a qualified independent professional conduct one.
For more information about this article, contact Tim Dugan, President of Compression Engineering Corporation, tel: (503) 784-2331, email: [email protected], or visit https://compression-engineering.com/.
To read more Air Compressor Technology articles, please visit www.airbestpractices.com/technology/air-compressors.



